

УДК 621.7.024.2
ИССЛЕДОВАНИЕ ДВИЖЕНИЯ ЧАСТИЦ ЗАГРЯЗНИТЕЛЯ В ПОТОКЕ ЖИДКОСТИ
П.В. Рачков, М.В. Андреев, Р.Н. Степанов, В.Б. Кровяков Военный учебно-научный центр ВВС «Военно-воздушная академия»
Представлены результаты исследования динамики распределения частиц загрязнений по выбранным случайным образом сечению и объему потока жидкости в участке трубопроводной системы. Определены направления совершенствования средств мониторинга уровня загрязненности жидкостных систем и агрегатов летательных аппаратов и средств наземного обслуживания.
Решение вопросов обеспечения промышленной чистоты (ПЧ) рабочих полостей жидкостных систем и агрегатов (ЖСА) летательных аппаратов (ЛА) и средств их наземного обслуживания (СНО) занимает важное место при их проектировании, производстве, ремонте, техническом обслуживании и эксплуатации.
Контроль уровня ПЧ ЖСА ЛА и СНО является одной из важнейших технологических операций [1, 2]. Осуществление мониторинга технического состояния ЖСА по параметрам ПЧ требует высокой представительности отбираемых из жидкостных систем для последующего лабораторного или экспрессанализа проб рабочих сред. Для определения направлений совершенствования средств отбора проб жидкости из работающих систем в части повышения их представительности необходимы изучение и анализ динамики распределения частиц загрязнений по потоку жидкости во внутренних полостях ЖСА.
Для решения этой задачи выполнено компьютерное моделирование движения частиц загрязнений в потоке жидкости в программной среде CAD/CAE система «NX11» [3, 4].
Разработанный в виде трёхмерной твердотельной модели элемент трубопроводной системы, аналогичной применяемым на ЛА средней дальности, представлен на рисунке 1а.
74

а) б)
Рисунок 1 – Исследуемый элемент трубопроводной системы а) общий вид твердотельной модели участка трубопроводной системы;
б) общий вид конечно–элементной модели потока жидкости.
Для проведения исследования движений частиц загрязнений в потоке жидкости методом конечных элементов (МКЭ) построена модель области течения жидкости, соответствующая реальной области течения (рисунок 1б). Для построения использован тип элементов TET4 с размером элемента не более 1 мм.
Подробная информация о конечно-элементной модели и физических свойствах жидкости указана в таблицах 1 и 2 соответственно.
Таблица 1 – Информация о конечно-элементной модели
Имя |
3d_mesh |
Тип сетки |
3D TET4 |
Число элементов в сетке |
362989 |
Число узлов в сетке |
72639 |
Tetra4 элементов |
362989 |
Для конечно–элементного (КЭ) анализа использован решатель «Simcenter Thermal/flow». Длительность решения составляет 0.6 секунды. Количество итераций составляет 300, соответственно шаг по времени равен 0,002 секунды, что позволяет с необходимой точностью смоделировать движения частиц загрязнителя в потоке жидкости, на небольшом участке системы. Скорость потока 1.28 м/с.
75
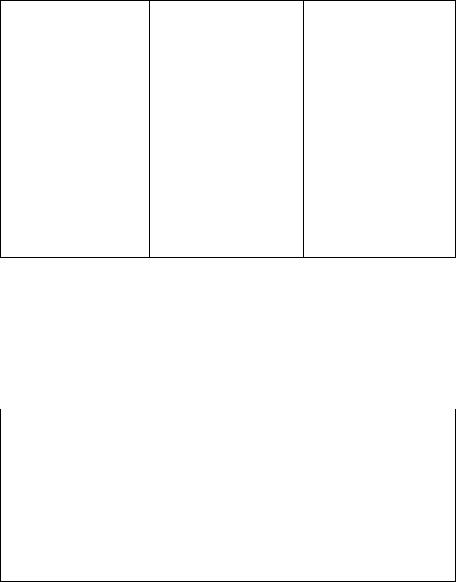
Таблица 2 – Характеристики жидкости
температура |
Плотность (RHO) |
Динамическая |
|
вязкость |
|
||
|
|
|
|
|
|
|
|
C0 |
кг/мм3 |
кг/мм-с |
|
0 |
8.9912e-007 |
0.003848234 |
|
20 |
8.8823e-007 |
0.000799407 |
|
40 |
8.7605e-007 |
0.000210252 |
|
60 |
8.6404e-007 |
7.2493e-005 |
|
80 |
8.5202e-007 |
3.19508e-005 |
|
100 |
8.4001e-007 |
1.70522e-005 |
|
120 |
8.2896e-007 |
1.02791e-005 |
|
140 |
8.1694e-007 |
6.53552e-006 |
|
160 |
8.0589e-007 |
4.51298e-006 |
|
|
|
Молярная |
масса: |
|
|
0.099кг |
|
Для симуляции движения частиц смоделирован направленный выброс частиц в область течения. Направление выброса частиц соответствует направлению вектора скорости (нормаль к сечению потока). Геометрические и физические параметры частиц выбраны из соответствующих стандартов, нормирующих классы чистоты [5] и представлены в таблице 3.
Таблица 3 – Виды частиц загрязнителя и их физические и геометрические характеристики
Параметры |
|
Типы частиц введных в поток |
|
|||
|
От 5 |
От 10 |
От 25 до |
От 50 до |
От 100 |
|
частицы |
|
|||||
|
до 10 |
до 25 |
50 |
100 |
до 200 |
|
|
|
|||||
Диаметр, мкр |
- |
- |
50 |
100 |
200 |
|
Единиц в объёме, |
- |
- |
25 |
100 |
800 |
|
1/см3 |
|
|
|
|
|
|
Масса |
одной |
- |
- |
2е-013 |
4е-013 |
8е-013 |
частицы, кг |
|
|||||
|
|
|
|
|
|
|
Примечание: массы приведены для частиц загрязнителя со средней
плотностью 4*103 кг/м3
76
Определение количества загрязнений в потоке жидкости в существующих программных средах [6] возможно лишь через их суммарную массу в ограниченном объёме.
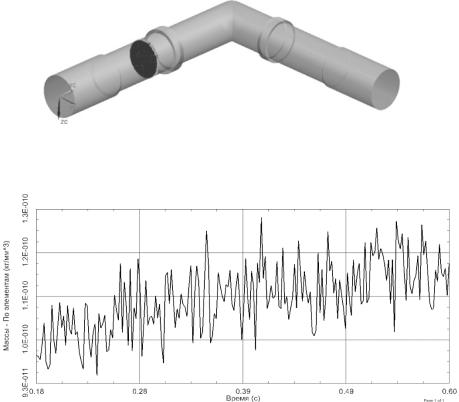
Для анализа количества загрязнений в сечении потока выбраны конечные элементы одного из произвольных сечений потока жидкости, их толщина приблизительно составляет 1 мм (на рисунке 2 выбранное сечение выделено черным цветом).
Рисунок 2 – Произвольное сечение потока жидкости.
Для выбранной области построен график изменения суммы массы частиц в зависимости от времени (рисунок 3).
Рисунок 3 – График изменения суммы массы всех частиц загрязнений в выбранной области в зависимости от времени.
Из графика (рисунок 3) следует, что в различные моменты времени суммарная масса всех частиц в выбранном объеме потока
77

жидкости с течением времени изменяется, что свидетельствует о непредсказуемости количества частиц загрязнений, пребывающих в данном объеме в каждый момент времени.
Для получения информации о движении частиц загрязнителя в более «узком» объёме, выбрано два элемента того же сечения, представленных на рисунке 4.
Рисунок 4 – Произвольно выбранные элементы в сечении потока.
Аналогично графику, представленному на рисунке 3, построен график динамики изменения массы всех частиц загрязнителя для двух элементов сечения в зависимости от времени (рисунок 5).
Рисунок 5 – График зависимости суммы массы всех частиц загрязнителя в выбранных областях, в зависимости от времени.
78
Анализ распределения массы частиц загрязнений в случайно выбранном сечении потока жидкости показывает (рисунок 3), что масса частиц в выбранном объёме (имеется ввиду «объем» сечения) не постоянна и изменяется со временем существенно. Следовательно происходит постоянное изменение и количества частиц загрязнений (и их гранулометрического состава).
Анализ суммарной массы частиц загрязнений в выбранных конечных элементах сечения показал (рисунки 3, 5), что в различных областях сечения в один и тот же момент времени масса частиц, попавших в заданный объём, различна. Это свидетельствует о неравномерном распределении частиц загрязнителя по сечению потока жидкости, как в один и тот же момент времени, так и в одной и той же области сечения, с течением времени. Следовательно, изменение количества частиц загрязнителя в выбранных областях носит постоянно непредсказуемый характер.
Таким образом, проведенные исследования показали, что общепринятый на практике точечный метод отбора проб жидкости (когда отбор производится из определенной точки потока) несовершенен по части представительности отбираемой пробы. Другими словами, существующие устройства отбора проб жидкости из работающих систем, реализующие метод точечного отбора, не гарантируют представительности (соответствия загрязненности жидкости, циркулирующей в контролируемой системе загрязненности отобранной пробы [7]), что приводит к принятию ошибочных решений при определении возможности эксплуатации системы, момента прекращения технологического процесса промывки системы при техническом обслуживании и ремонте, при химмотологическом анализе технического состояния агрегатов системы. Несмотря на это устройства точечного отбора проб имеют право на практическое применение в тех случаях, когда достаточно иметь представление о динамике изменения загрязненности систем и в силу простоты, минимальных габаритных и весовых параметров их конструкции, позволяющих использовать их в составе бортовых систем ЛА.
Направление совершенствования пробоотборных устройств видится в разработке технических решений, реализующих метод объемного отбора, когда емкость для отбора проб нормируемого соответствующими стандартами объема в процессе работы системы
79
является ее частью, при взятии пробы извлекается из системы и отправляется с содержимым на анализ, а поток жидкости в системе перенаправляется при этом в байпасный трубопровод [8].
Литература 1. Кровяков В.Б. Повышение достоверности контроля чистоты
рабочих полостей жидкостных систем и агрегатов воздушных судов / В.Б. Кровяков, И.А. Кожевников, М.В. Андреев // Авиакосмические технологии 2017: Труды международной научно-технической конференции и школы молодых ученых, аспирантов и студентов: ВГТУ. – Воронеж, 2017. – С. 272-278.
2. Кровяков В.Б. Гидроимпульсная очистка и контроль загрязненности рабочих полостей жидкостных систем и агрегатов воздушных судов / В.Б. Кровяков, А.А. Романов, А.Ю. Коротеев, А.А. Ялпаев // ж. Труды МАИ № 91 (22.12.2016) – URL: www.mai.ru/science/trudy/ (дата обращения 05.02.2017).
3.Юн А. А. Моделирование турбулентных течений. – М.: Либроком, 2010. – 351 с.
4.NX Advanced Simulation. Инженерный анализ. / П.С. Гончаров, И.Г. Артамонов, Т.Ф. Халитов и др. – Москва: «ДМК Пресс», 2012. –
504с.
5.ГОСТ 17216 – 2001 Классы чистоты жидкостей. – Москва: Издво стандартов, 2001. – 11 с.
6.Васильев В.А., Калмыкова М.А. Aнализ и выбор программных продуктов для решения инженерных задач приборостроения /
Электронный научно-практический журнал «Современные техника и технологии» /
7.ГОСТ Р 52361-2005 Контроль объекта аналитический. Термины
иопределения. Введен в действие 14.07.2005 г.
8. Патент РФ № 171725 Устройство для отбора проб жидкости. Дата государственной регистрации 13.06.2017 г.
80
Military training and research center of the air force "Air force Academy"
PROBE OF MOVEMENT OF PARTICLES OF THE POLLUTANT
IN THE FLUID FLOW
P.V. Rachkov, M.V.Andreev, R.N.Stepanov, V.B.Krovjakov
In operation represented by probes of movement of particles of pollutants in a fluid flow, and as distribution of particles of pollutants on flow section.
Key words: Industrial parallax purity, movement of particles of pollutants, distribution of particles of pollutants on flow section.
УДК 669
ИССЛЕДОВАНИЕ ТЕПЛОФИЗИЧЕСКИХ И МЕХАНИЧЕСКИХ СВОЙСТВ КОМПОЗИТА МЕДЬ-УНВ,
ИЗГОТОВЛЕННОГО МЕТОДОМ ВЫПАРИВАНИЯ
В.А. Юрьев, доцент; Ю.А. Щетинин, аспирант, И.В. Храмова, студент.
Воронежский государственный технический университет
В данной работе рассматривается влияние различных способов смешения компонентов на прочностные свойства композиционного материала.
Одна из основных задач современного машиностроения состоит в обеспечении заданного уровня температур различных элементов конструкций. К конструкционным материалам, применяемым для изготовления «горячих агрегатов» (газогенераторов, теплообменников), предъявляются следующие требования: высокие теплопроводность, жаропрочность и жаростойкость. Традиционно используемые материалы – сплавы на основе меди Narloy Z, БрХЦрТ БрХ08 не смогут обеспечить работоспособность перспективных изделий. Для повышения эффективности теплообмена в ответственных узлах конструкции, необходимо создание композиционного материала, обладающего повышенной теплопроводностью и комплексом прочностных свойства на уровне конструкционных материалов.
81
В представленной работе рассмотрено влияние способов смешения компонентов на микротвёрдость образцов композитного материала. В качестве матричного материала использовалась порошковая медь марки ПМС-1, упрочняющими частицами служили углеродные нановолокна, находящиеся в среде толуола. Основным проблемным вопросом при создании композиционного материала является равномерное распределение УНВ в объёме матричного материала в связи с разницей размеров частиц компонентов более чем в 104 раз. Было опробовано 2 типа смешения компонентов: ультразвуковое и методом выпаривания. Метод смешения с использованием ультразвука заключался в заливке порошкового материала ПМС-1 раствором УНВ в толуоле, ультразвуковой обработке в течение 5 минут, затем прессовании полученной смеси усилием 20 тонн в течение 10 минут. Метод выпаривания заключался в заливке матричного материала раствором УНВ, выпаривании толуола при комнатной температуре в течение 48 часов и последующем прессовании усилием 20 тонн в течение 10 минут. Кроме того, проведено исследование образца без добавления УНВ, спрессованного усилием 20 тонн в течение 10 минут.
Твёрдость образцов измерялась методом Виккерса, нагрузка составляла 20 грамм, время анализа – 10 с. Измерения проводились по 5 точкам. Результаты представлены в таблице 1.
Таблица 1 – микротвёрдость образцов композита.
Образец |
Режим |
Твёрдость |
Твёрдость |
Твёрдость |
|
смешения |
минимальная |
максимальная |
средняя |
ПМС |
- |
67 |
80 |
73,5 |
ПМС + |
ультразвук |
74 |
99 |
82 |
УНВ |
|
|
|
|
ПМС + |
выпаривание |
75 |
102 |
84 |
УНВ |
|
|
|
|
Результаты замеров микротвёрдости образцов свидетельствуют о положительном влиянии УНВ на прочностные свойства композита. Наиболее перспективным методом смешения компонентов является выпаривание при комнатной температуре.
82
Voronezh State Technical University
INVESTIGATION OF THERMOPHYSICAL AND MECHANICAL PROPERTIES OF THE COMPOSITE OF COPPER-
CNT, MANUFACTURED BY THE EVAPORATION METHOD. V. A. Yur`yev, Yu.A. Schetinin, I.V. Khramova
In this paper, the influence of various mechanisms of mixing components on the strength properties of a composite material is considered.
Key words: pressure, microhardness, composite material.
УДК 539.3
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ КРУГОВОЙ ЦИЛИНДРИЧЕСКОЙ ОБОЛОЧКИ КУСОЧНО-ЛИНЕЙНОЙ ТОЛЩИНЫ ПОД ДЕЙСТВИЕМ ПЕРЕМЕННОГО ВНЕШНЕГО
ДАВЛЕНИЯ
Драчук А.Н.,студент; Боев С.Н., студент; Будник А.П., канд. техн. наук
Воронежский государственный технический университет
Вработе описана методика решения задач устойчивости оболочек
скусочно-линейным законом изменения толщины.
Предложен один из способов решения задач устойчивости оболочек с кусочно-линейным законом изменения толщины. Рассматривается задача максимизации параметра внешнего давления, действующего на круговую цилиндрическую оболочку, при двусторонних ограничениях на толщину оболочки и её первую производную по продольной координате. Масса оболочки постоянна. Задача оптимизации решается методом возможных направлений с использований градиента оптимизируемого функционала. Приведены некоторые результаты вычислений, а также графики оптимальных толщин.
Устойчивость круговых цилиндрических оболочек с различными гладкими законами изменения толщины рассматривались во многих работах. Предлагается один из способов решения задач оптимизации
83

более простых в изготовлении оболочек кусочно-линейными
функциями изменения толщины. |
, |
= 0 |
( ) |
|
|
|
|
|
||||||||
|
1. Постановка задачи. |
Рассмотрим круговую цилиндрическую |
||||||||||||||
|
|
|
|
- максимальное |
|
( ) = 0 |
( ) |
|
0 |
|
|
|
|
|
|
|
оболочку радиуса R и длины L толщиной |
|
|
|
нагруженных |
||||||||||||
|
|
|
0 |
|
|
|
|
( ) ≤ 1; [0: ]; = |
|
|
||||||
осесимметричным давлением |
|
|
|
где |
|
- cредняя, |
толщина |
|||||||||
оболочки; |
|
|
давление; |
|
|
|
|
|
|
|
и |
- |
||||
|
|
|
|
|
|
|
|
|
||||||||
или |
|
имеют конечные |
|
|
[0. ]( |
= 1, 2, … , ) = ∕ |
||||||||||
безразмерная и линейная продольные координаты. |
|
|
|
|
|
|
||||||||||
|
( ) |
|
в некоторых точках |
|
|
|
|
|
|
|
|
|
|
|||
|
Если |
|
|
|
|
|
|
|
|
|
|
|
||||
разрывы, то краевая задача о собственных значениях имеет разрывные коэффициенты. Для аппроксимации такой задачи разностной схемой в настоящей работе использован
энергетический критерий Тимошенко, [1] |
из которого, а так же из |
|
||||||||||||||||||||||||
основной |
леммы вариационного исчисления могут быть получены |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
+ |
|
− 0 |
= 0 |
|
|
|
|
|
|
(2) |
|||||||||
следующие соотношения: |
|
|
− ⁄ = 0 |
|
|
|
|
|
|
|
(1) |
|||||||||||||||
|
|
|
1( ) |
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
= 1 (0) + (1 − 1) (0) = 0 |
|
|
|
|
|
|
|||||||||||||||||
|
|
|
2 |
( ) |
= 2 (0) |
+ |
(1 |
− 2) (0) |
= 0 |
|
|
|
|
(3) |
||||||||||||
|
|
|
3( ) |
= 3 ( ) |
+ (1 − 3) ( ) |
= 0 |
|
|
|
|
|
|||||||||||||||
|
|
|
4( ) = 4 ( ) |
+ (1 |
− 4) ( ) = 0 |
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
( −) |
= |
( +) |
|
|
|
|
|
|
(4) |
|||||||||
|
|
|
|
|
|
|
|
|
( −) |
= ( +) |
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
( −) |
= ( + |
) |
|
|
|
|
|
|
|
(5) |
|||||||
|
|
|
|
|
|
|
|
|
( − |
) |
= |
( +) |
|
|
0 |
= ; |
|
|
= |
|||||||
окружном |
направлении; |
= |
|
|
|
; |
|
= 12(1− ), |
|
|||||||||||||||||
|
|
|
2 |
n |
– |
|
2 |
|
|
|
|
|
|
|
в |
|||||||||||
Здесь |
w |
– |
прогиб |
оболочки; |
|
|
критическое число волн |
|||||||||||||||||||
( ∕ ) , |
|
= 0 |
|
⁄ 0, |
|
|
2 |
|
|
|
|
|
2 |
|
|
= ± 0 |
|
|
||||||||
|
= |
( − 1) 0⁄ ; |
|
– |
||||||||||||||||||||||
безразмерное4 |
давление2 |
|
|
|
2и |
|
|
модуль2 |
|
|
|
|
и+ |
|
|
|
|
|||||||||
; E |
|
|
|
упругости |
коэффициент |
|||||||||||||||||||||
Пуассона |
материала оболочки; |
|
|
|
|
|
|
|
- двоичные |
переменные, |
||||||||||||||||
определяющие типы граничных |
условий на краях оболочки. |
|
|
|
|
|||||||||||||||||||||
|
|
1, |
|
… , 4 |
|
|
|
|
|
|
|
|
|
|||||||||||||
функций. |
[ |
, ] |
|
|
|
уравнения |
|
(1), |
|
(2) определяют |
|
|
на |
|||||||||||||
Дифференциальные |
|
|
|
|
||||||||||||||||||||||
отрезках |
|
|
, |
а |
выражения |
(3) |
– |
краевые |
условия |
для |
этих |
|||||||||||||||
|
|
и |
|
|
||||||||||||||||||||||
, , , в точках |
|
(условия стыковки). |
|
|
|
|
|
|
|
|
|
|||||||||||||||
Соотношения− + |
|
(4) – (5) задают условия на значения функций |
||||||||||||||||||||||||
84
|
Пусть |
|
, где 2 |
[0, |
] |
– |
множество |
|
|
|
функций, |
||||||||||||||||||||||||
удовлетворяющих |
(3). Тогда |
краевой |
задаче |
(1) |
– |
|
|
(3) |
|
в |
силу |
||||||||||||||||||||||||
|
|
0 |
= ( ) |
≤ ( ), , .( ) |
= ( , )−1 |
( , ) |
+ |
|
|
||||||||||||||||||||||||||
минимального принципа Рэлея соответствует вариационная задача |
|
|
|
||||||||||||||||||||||||||||||||
|
Для оболочки из |
|
|
|
( |
|
, ) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
изотропного3 |
материала постоянной плотности |
||||||||||||||||||||||||||
рассматриваемая задача оптимизации имеет вид: |
|
|
|
|
|
|
|
|
|
|
|
(6) |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
= |
|
|
→ |
, |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
( ) , |
|
|
|
|
|
|
|
|
|
|
|
|
(7) |
|||||
|
|
|
|
|
|
|
|
|
|
= |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(8) |
|||||
|
|
|
|
|
|
|
|
|
|
( ) ≤ ( ) ≤ 2( ), |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
| |
| |
≤ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(9) |
||||||
|
где |
|
|
1( ), 2( ) |
|
|
– |
( , |
1) |
= |
|
|
|
|
|
|
|
|
|
|
|
|
|
(10) |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
– |
|||||
|
|
|
|
|
|
|
|
|
|
|
заданные функции, непрерывные, |
||||||||||||||||||||||||
дифференцируемые и удовлетворяющие ограничения (9); |
|
|
|
|
|||||||||||||||||||||||||||||||
критическое значение параметра |
|
|
; b – заданное число. |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
Ввиду сложности решения |
задачи (6) – (10) предлагаем способ |
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
численного решения её разностного аналога. |
|
|
= ∕ |
( − 1) |
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
совпадают |
с |
|
|
некоторыми её |
|
|
|||||||||||||||||||||||
|
2. Разностная аппроксимация. Пусть на |
|
[0; ] |
|
|
введена |
|||||||||||||||||||||||||||||
равномерная сетка с числом узлов m и шагом |
|
|
|
|
|
|
|
, |
|||||||||||||||||||||||||||
энергетический |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
узлами. |
|
Использую |
|||||||||||||||||
причём |
точки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
критерий Тимошенко [1], и условия стыковки можно |
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(2)3аппроксимируется2 |
|
, |
|
|
|
|
|
|
|
, |
|||||||||||
показать, что в некотором узле l, совпадающим с одной из точек |
|
|
|||||||||||||||||||||||||||||||||
|
где |
|
|
+1 |
− |
2 + |
|
, +1 |
+ |
|
|
|
− |
0 |
|
= 0 |
|
|
|
|
|
|
|
|
|
||||||||||
уравнения (1) при разрывных h, и |
|
|
|
|
|
|
|
( ) |
|
уравнением |
|
||||||||||||||||||||||||
|
|
|
= ( |
+ |
)⁄2 |
если l – точка разрыва |
|
|
|
|
|
|
= |
в |
|||||||||||||||||||||
противном случае+ . |
− |
|
|
|
|
|
, или |
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
есть |
Можно доказать, что разностная схема рассматриваемой задачи |
||||||||||||||||||||||||||||||||||
|
|
( ) |
|
|
→ 0 |
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
будет корректной и ее решение сводится к решению задачи (1) – (3) о |
|||||||||||||||||||||||||||||||||||
скорости |
|
|
при |
|
|
|
, а собственное значение |
|
|
задачи (1) – (3) |
|||||||||||||||||||||||||
|
предел собственного2 |
значения ее разностной схемы. |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
3. |
Результаты |
вычислений. |
|
|
В |
основу |
программы |
|
|
вычисления |
||||||||||||||||||||||||
оптимальной толщины оболочки положен метод проектирования градиента. Следует отметить, что решение задачи оптимизации
85
предлагаемым способом, реализующим направленный поиск, даёт только локальный максимум.
Решение систем разностных уравнений и вычисление её определителей осуществлялось методом не монотонной матричной прогонки, использующем трёх диагональную структуру матрицы.
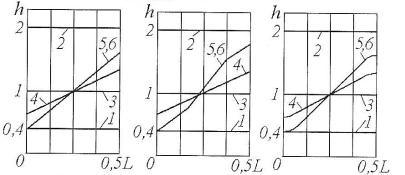
Рисунок 1 |
Рисунок 2 |
Рисунок 3 |
В качестве примеров |
на рисунках |
1 – 3 приводятся графики |
оптимальных толщин цилиндрической, свободно опёртой по торцам
оболочки с двумя и шестью линейными участками, а также с гладким |
|||||||
⁄0 |
= 400, ( ) = , = 100, = 1 − 0 = 50 |
при |
|||||
законом |
изменения |
толщины |
4 |
соответственно |
|||
|
|
|
|
|
. |
В |
|
силу |
симметрии рассматриваемой |
оболочки2 |
относительно |
её |
|||
середины показаны только левые части графиков. На всех рисунках кривые 1 и 2 изображают ограничения g(t)=0,4 и g(t)=2, а кривые
3,4,5,6 соответственно среднюю, толщину оболочки и оптимальные |
||||||||
|
Оптимальность оболочек оценивалась величиной |
|
0 = , где. |
|||||
толщины при b=1,25; 2,50; 3,75. Оптимальные толщины получались в |
||||||||
среднем за 10 – 20 приближений при начальной толщине |
|
|||||||
0 |
-безразмерное критическое давление оболочки с |
∆= ⁄.0 |
||||||
|
Значения |
|
приведены в таблице и зависимость |
|
|
количества |
||
|
|
( от) = 0 |
||||||
участков с |
разными законами изменениям толщины имеют простую |
|||||||
|
∆ |
|
|
∆ |
|
|||
трактовку: с |
увеличением числа точек |
расширяется множество |
||||||
допустимых векторов толщин, что не |
уменьшает |
|
максимального |
|||||
значения целевой функции . |
|
|
|
|
||||
86
Из приведённых результатов следует, что при незначительных снижениях критического давления непрерывная толщина оболочки может быть аппроксимирована (при соответствующем выборе точек
|
) кусочно-линейной толщиной. Отсюда следует, что масса такой |
|||
оболочки при данном значении |
|
близка к минимальной. |
||
|
|
|
|
|
|
Близость результатов |
оптимизации при b=2,50 и b=3,75 |
||
|
|
|
|
|
объясняется тем, что начиная с b=2,50, потеря устойчивости оболочки может приобретать локальный характер, чему соответствует резкое изменение n по сравнению с его значением при общей потери устойчивости. Поэтому следует минимизировать в достаточно широком диапазоне изменения n.
Литература 1. Алфутов Н.А. Основы расчета на устойчивость упругих
систем. – Наука, М., 1978
Voronezh State Technical University
MATHEMATICAL MODEL OF A CIRCULAR CYLINDRICAL ENVIRONMENT OF PIECEWISE-LINEAR THICKNESS UNDER
ACTION OF VARIABLE EXTERNAL PRESSURE. Drachyk A.N., Boev S.N., Budnik A.P.
Let's assume a way the decision of a problem of stability of an environment with the piecewise-linear law of change of thickness.
Key words: circular cylindrical environment
УДК 539.3
ОБ УСТОЙЧИВОСТИ ЦИЛИНДРИЧЕСКОЙ ШАРНИРНО ОПЕРТОЙ ОБОЛОЧКИ ЛИНЕЙНО ПЕРЕМЕННОЙ
ТОЛЩИНЫ
А.О. Виноградов, студент, В.А.Рябцев, канд. техн. наук, А.П. Будник, канд. техн. наук
Воронежский государственный технический университет
Устойчивость оболочек переменной толщины рассматривалась в различных работах различными методами. В настоящей работе задача устойчивости шарнирно закрепленной оболочки линейно переменной
87
толщины, сжатой равномерными осесимметричным давлением, решается методом возмущений.
Задача устойчивости рассматриваемой оболочки ставится на основании полумоментной теории оболочек.
Решение задачи и представляется в виде рядов по степеням малого параметра, обуславливающего переменность толщины.
Решение указанной задачи получается в результате решения совокупности краевых задач.
В качестве примера рассмотрено решение задачи устойчивости для оболочки линейно переменной толщины. Критическое давление определено с точностью до малого параметра во второй степени включительно.
Из анализа решений следует возможность получения выигрыша в критической силе за счет перераспределения толщины.
Устойчивость оболочек переменной толщины рассматривалась в различных работах ([I], [2] и др.) различными методами. В настоящей работе задача устойчивости шарнирно закрепленной оболочки
линейно |
|
переменной |
|
толщины, |
|
|
сжатой |
|
равномерным |
|||||||||||||||
осесимметричным давлением, решается методом возмущений. |
|
|||||||||||||||||||||||
Задача устойчивости рассматриваемой оболочка имеет вид |
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
Hy-λу=0, |
|
|
|
|
|
|
|
|
|
(1) |
|||||
|
|
|
|
|
|
|
y(0)=y(L)=y″(0)=y″(L)=0, |
|
|
|
|
|
(2) |
|||||||||||
где t |
[0, |
L] -продольная координата; |
L,y |
- |
длина |
и прогиб |
||||||||||||||||||
оболочки; |
ϵ |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
= |
2 |
f(t) 2 |
+ γ f |
|
|
|
- |
дифференциальный |
оператор; |
||||||||||||||
Н |
( |
|
|
|||||||||||||||||||||
значение; |
|
|
|
; |
γ = |
|
|
|
|
|
|
|
|
− |
|
0 |
|
толщины |
||||||
f(t)=1 |
ας(t),dt2ς |
(t) dt- |
2 |
функции(, )описывающие изменение |
||||||||||||||||||||
оболочки, |
0 |
= / |
|
|
- 0 |
|
|
− |
|
|
( |
0 |
|
|
|
|
) - собственное |
|||||||
α- малый параметр; λ =q |
|
|
2 |
1)/(E |
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
1)/(E4 |
|
); Е - |
3модуль упругости |
|||||||||
материала оболочки; |
|
|
цилиндрическая4 2 |
жесткость6 |
оболочки при t = |
|||||||||||||||||||
0 ; n - число полуволн,0образующихся при потере устойчивости; |
, R |
|||||||||||||||||||||||
- минимальная толщина и радиус срединной поверхности; |
0q - |
|||||||||||||||||||||||
критическое давление. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
Решение задачи (1) и (2) представляется в виде рядов |
|
|
||||||||||||||||||||||
сходимость которых |
|
∑=0 |
λ |
|
α |
y= |
∑=0 |
y α |
, |
|
|
|
|
(3) |
||||||||||
|
|
|
|
|
|
|
|
λ= |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
доказывается∞ |
аналогично∞ |
[2]. |
|
|
|
|||||||||||
88

После подстановки рядов (3) в уравнение (1) и краевые условия |
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
(0)=dt |
|
(+ λ0 |
|
= |
(1) |
, |
|
|
|
|
|
|
|
(4) |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
(2) получается совокупность краевых задач |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
″ |
|
|
|
|
″ |
(L)=0, |
|
|
|
|
(5) |
|||||||||
|
(1) |
|
|
2 |
|
(1) |
|
− |
|
4 |
L)= |
|
(0)= |
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
2 |
|
|
2 |
−3 |
|
|
|
|
λ |
|
|
|
|
||||||||||||||||||
где |
|
0 |
|
=0 , |
|
1 |
|
|
= |
|
ς |
|
|
|
|
|
|
γς |
|
0 |
+ |
1 |
0 |
, |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
2 |
|
= |
|
− dt22 |
ς |
|
|
|
|
dtγ(ς dt+ |
ς2 0) |
|
+ |
λ1 1 |
+ |
λ2 0 |
, |
|
|
||||||||||||||||||
|
|
dt2 21 |
|
|
+ |
|
|||||||||||||||||||||||||||||||
(1)= |
|
ς |
−3γ(3ς |
1+ |
|
+ |
|
|
|
||||||||||||||||||||||||||||
3 |
(1) |
|
− dt |
|
|
|
2 |
|
|
− |
|
|
|
2 |
3ς |
2 |
1 |
|
|
ς |
3 |
0) +λ1 2 |
|
λ2 1 + λ3 0 |
|||||||||||||
|
|
|
|
dt |
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
то есть при |
|
|
|
|
|
|
|
|
∫0 |
( ) 0 |
|
(t)dt = 0 |
|
|
|
|
|
(6) |
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
|
|
|
|
|
|
Согласно [2], система2 2 задач 4 , (5) разрешима при условии |
|||||||||||||||||||||||||||||||||||||
функции |
|
|
|
|
|
ортогональности правой части |
|
|
|
к собственной |
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
(t) |
краевой задачи с индексом «0», (1) |
|
|
|
||||||||||||||||||||||||||||||
невозмущенной. Уравнения (6) используются для определения . |
|||||||||||||||||||||||||||||||
Невозмущенная |
задача |
(4), |
|
5) |
|
описывает |
|
критическое состояниеλ |
|||||||||||||||||||||||
давление оболочкиλ0 |
равно0 |
|
λ0( ) = |
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|||||||||||||||
оболочки постоянной толщины при тех же граничных условиях. Для |
|||||||||||||||||||||||||||||||
такой оболочки |
= γ + |
|
4, |
12(1− |
|
sin |
|
|
|
t, и безразмерное критическое |
|||||||||||||||||||||
|
|
0 |
|
0 |
|
|
) |
|
|
|
( |
|
−1) 0 |
|
|
|
|||||||||||||||
|
|
|
|
|
0 |
|
|
( −1) 0 |
|
|
|
|
|
4 |
|
0 |
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
2 |
|
|
|
√6 |
|
|
2 |
|
|
|
0 |
2 |
|
. |
|
2 |
(8) |
||||||||
|
|
|
|
= |
= |
|
|
|
|
|
|
|
|
|
4 |
|
|
||||||||||||||
Пусть ς (t) =t/L. |
|
0 |
|
9(1− |
|
) |
|
|
|
|
|
|
( |
|
) |
|
|
|
|
|
дает |
||||||||||
|
|
|
|
|
|
|
Минимизация величины давления по |
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
2 |
|
0,75 |
|
|
|
|
|
|
|
|
0,5 |
|
|
|
|
|
||||
|
|
|
|
|
|
(0)= |
|
(dt |
|
+λ″0 |
= |
″ (1) |
|
|
(9) |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
|
|
|||||
|
|
|
Тогда первая |
краевая задача примет вид |
|
|
|
||||||||||||||||||||||||
где величина |
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
(11) |
||||||||
Решение задачи (9),λ1 = 0,5(λ0 |
+ γ)/ |
|
|
|
|
|
(L)=0, |
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
L4)= |
|
|
(0)= |
|
|
|
(10) |
|||||||||||||
1 = 1 |
+ с11 |
с 0 |
+ 12 0 |
|
определяется из условия (6). |
||||||||||||||||||||||||||
+с13 |
с 0 + 14 0 |
|
|||||||||||||||||||||||||||||
|
|
|
(10) имеет вид |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
Для определения |
|
функция sin |
|
|
|
можно |
использовать |
краевые, |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
удовлетворяет (8), величина |
|||||||||||||||||||
условия (8). Посколькус11 |
с12 |
с13 |
и с14 |
|
|
|
|||||||||||||||||||||||||
остается неопределенной. |
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|||||||||||||||
1 = 1 |
+ 4 05 3 |
|
|
0( − |
) − 0 − 0 ). |
(12) |
|||||||||||||||||||||||||
|
|
|
|
( 04−3γ) |
(sh |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
с14 В итоге получается |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
89
Выкладки |
по |
определениюλ2 = −0,0035 0 |
+ 0,793γ. |
|
||||||||||
Из условия (6) определяется |
|
|
|
|
|
4 |
весьма |
громоздки. |
||||||
λ = λ0 + λ1α+ λ2α |
= _0 + 0,5α(λ0 + γ) |
+ (0,793γ0,0035 0)α |
|
|||||||||||
Ограничиваясь найденными членами |
рядов (3), имеем |
|
|
|||||||||||
|
2, 3, … |
|
|
|
4 |
|
||||||||
где K=0,5 |
|
|
|
= |
2 |
|
|
2 |
|
|
; |
|||
|
|
02 |
= 0 , |
|
|
дает |
||||||||
Минимизация критического2 |
давления по |
|
|
2 . |
||||||||||
[(3 −1 + 1,59( − 1) ) ( + 1 − 0,70( − 1) )] |
|
|||||||||||||
Из / 0 |
-соотношение толщин2 |
оболочки3 |
. |
|
2 0,25 |
|
||||||||
v= |
|
|
||||||||||||
анализа функции K(v) следует, что с увеличением v выигрыш в критической силе возрастает. Таким образом, при сохранении массы оболочки переменной толщины значительно может быть повышена ее несущая способность.
Литература 1 Алфугов Н. А. Основы расчета на устойчивость упругих
систем. - М.: Машиностроение, 1978, 312с.
2. Ершов В. В., Рябцев В А. Устойчивость цилиндрической оболочки переменной вдоль образующей толщины под действием радиального давления// Прикладная механика, 1974, 10, №4, с. 38-45
Voronezh State Technical University
ON THE STABILITY OF CYLINDRICAL HINGE SUPPORTED SHELL OF A LINEAR VARIABLE THICKNESS
A.O. Vinogradov, V.A.Ryabcev, A.P. Budnik
The stability of shells of variable thickness was considered in various papers by various methods. In the present work, the problem of the stability of a hingedly fixed shell of a linearly variable thickness compressed by uniform axisymmetric pressure is solved by the perturbation method.
The stability problem of the shell under consideration is formulated on the basis of the half-moment theory of shells.
Key words: moment theory of shells, the stability of shells, perturbation method
90
УДК 539.3
О ВЛИЯНИИ ВНЕШНЕЙ ОСЕВОЙ НАГРУЗКИ НА СОБСТВЕННЫЕ ЧАСТОТЫ ОБОЛОЧКИ ПЕРЕМЕННОЙ
ТОЛЩИНЫ
П.Е. Дербин, студент; А.П. Будник, канд. техн. наук; В.А. Рябцев, канд. техн. наук
Воронежский государственный технический университет
Эксперименты указывают на влияние осевых нагрузок на собственные частоты колебаний указанных оболочек. В настоящей работе рассматриваются собственные колебания тонкой круговой цилиндрической оболочки, подверженной одновременному воздействию постоянного радиального давления и распределенной осевой нагрузки с постоянной вдоль оси оболочки интенсивностью.
Рассматривается длинная цилиндрическая оболочка с толщиной стенки, изменяющейся по плавному закону.
Вариационным методом на основе полубезмоментной теории оболочек получено дифференциальное уравнение малых колебаний рассматриваемой оболочки.
Собственная функция и собственное значение краевой задачи представлены в виде функциональных рядов по степеням малого параметра.
Вкачестве примера рассмотрено решение данной задачи для шарнирно опертой оболочки с толщиной, изменяющейся по степенному закону.
Вданной работе величина собственной частоты получена с точностью до членов ряда являющихся множителями при второй
степени малого параметра.
Результаты вычислений указывают на снижение круговой частоты колебаний за счет внешнего давления.
Многие цилиндрические оболочки находятся под действием осевых продольных сил и внешнего давления Эксперименты указывают на влияние осевых нагрузок на собственные частоты колебаний указанных оболочек. В настоящей работе рассматриваются собственные колебания тонкой круговой цилиндрической оболочки, подверженной одновременному воздействию постоянного
91
радиального давления р = const и распределенной осевой нагрузки с постоянной интенсивностью q = const.
Рассматривается длинная цилиндрическая оболочка длины L с |
|||||||||||
где h |
|
толщина при х( =)0;=α -0[1 + ( )] |
|
|
|||||||
толщиной стенки, изменяющейся по закону |
|
(1) |
|||||||||
|
|
|
0 |
|
|
|
|
|
малый параметр; f(x)- непрерывная, |
||
дважды дифференцируемая по х функция. |
|
|
|||||||||
где |
|
|
(x)- функция |
( ) |
= |
( ) , |
|
|
|||
Пусть прогиб оболочки представим в виде |
, |
(2) |
|||||||||
|
|
|
|
|
формы колебаний; g = 2,3,...- число полных |
||||||
волн в |
окружном направлении; |
|
- угловая координата; |
|
|||||||
|
ϕ |
|
частота t - время. |
|
|
||||||
φ- собственная круговая |
|
|
ϕ |
|
|
|
|||||
Вариационным методом на основе полубезмоментной теории
оболочек получено дифференциальное уравнение малых колебаний |
||||||||||||||||||||||||||||||||||||||||
рассматриваемой оболочки ( ) − ( ) |
= 0, |
|
|
|
|
|
|
|
|
|
|
(3) |
||||||||||||||||||||||||||||
где, ( ) = |
2 |
|
|
|
2 ( ) |
− |
2 ( ) |
|
|
|
|
|
|
|
|
|
|
|
|
( ), |
|
|||||||||||||||||||
|
2 |
|
|
|
|
2 |
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
( ) |
|
|
|
|
|
|
+ ( ) + |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
( ) |
|
|
|
|
|
||||||
|
|
|
( ) = ( ) ( ) − ( ) |
|
|
|
|
|
|
2 |
|
|
|
|||||||||||||||||||||||||||
|
( ) = |
|
|
|
|
|
= |
|
|
|
|
|
|
|
; = |
12(1− |
|
) |
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
( ) |
|
|
|
|
4 2+1 |
|
|
4 2−1 |
|
0 |
|
|
|
|
||||||||||||||||||||
линейные дифференциальные |
операторы |
; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
= |
|
0 |
|
|
|
|
|
|
0 |
|
|
2 |
|
|
|
; |
= |
|
|
|
|
|
|
2 |
|
|
( |
3 |
+ 1); |
|
||||||||
|
|
|
|
|
; |
|
; = |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(4) |
|||||||||||||||||
|
|
|
|
|
|
3 |
|
|
|
|
|
|
2 |
|
|
|
|
|
2 |
|
|
|
2 |
|
2 |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
2 |
|
2 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
0цилиндрическая( −1) ( |
+1жесткость) |
|
|
оболочки |
постоянной |
|||||||||||||||||||||||||||||
0 = 12(1− |
2 |
) |
|
|
||||||||||||||||||||||||||||||||||||
|
|
03 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
толщины h0; р ,Е, ν - плотность, модуль упругости и коэффициент Пуассона материала оболочки.
Положительным считается давление, направленное от оси
оболочки, и усилие, вызывающее растяжение.
Собственная функция ϕк и собственное значение λк уравнения
(3) представляются в виде в рядов∞
( ) = , ( ),
=0
92
|
|
|
|
|
|
|
|
|
|
|
|
|
|
∞ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
= (6) |
в (3), . |
и |
приравнивания |
нулю |
|||||||||||
|
После |
|
подстановки |
(5) и |
=0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
выражений, |
являющихся множителями при различных степенях α, |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
0 , |
−4 ,,0 0 2, =( ) |
, , , , , |
, |
|
(7) |
|||||||||||||||
получается последовательность задач на собственные значения |
|
||||||||||||||||||||||||||
|
|
|
|
|
|
0 |
, |
= |
4 |
− |
2 |
+ |
2 (1, |
,+ ) , |
|
|
|
||||||||||
|
с граничными условиями0 , |
= , − |
|
2 |
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
U_j ( _(k,i) )=0, i=0,1,2,…; j=1,2,3,4, |
|
|
|
(8) |
||||||||||||||||||
|
определяемымиϕусловиями закрепления краев оболочки. |
|
|||||||||||||||||||||||||
|
Функция |
Ri(x, (k,i),λ(k,i)) зависит от координаты x, функций |
|||||||||||||||||||||||||
φ(k,r-1) |
и |
собственных значений λ(k,i) |
r=0,1,,i |
i-1 первых краевых |
|||||||||||||||||||||||
|
|
|
|
|
ϕ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
задач. |
|
|
|
|
|
|
|
|
0 ,0 − ,0 0 , |
= 0; |
|
|
|
(10) |
|||||||||||||
|
При i - 0 (7), (8) принимает вид |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Уравнение (9) получается из (3),( при, ) = 0. |
|
|
|
|
|
|
|
(9) |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где |
|
,0 |
= 1 |
+ 2 |
|
|
|
|
а = 0. |
+ 14 , |
|
||||||||||||||||
|
+ 3 |
|
|||||||||||||||||||||||||
|
Решение (9), ( |
0) имеет вид |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
= |
|
|
|
|
|
|
− |
|
; = |
|
|
|
− |
|
, |
|
|
|
|
|
|
|||||
|
+ √ |
2 |
2 |
|
− √ |
2 |
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
= 0,5( − и,0) = (1 + ) − ,0. |
|
|
||||||||||||||||||||
(10) определяются из |
|
|
|
,0 |
собственная функция |
,0 |
задачи (9), |
||||||||||||||||||||
|
Собственное значение |
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
условия отсутствия тривиальных решений для |
||||||||||||||||||
|
при краевых условиях (10). |
|
0 ,0 |
= ( , , , , ) |
(12) |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
0 |
,0 |
− ,0 |
||||||||||||||||
При i > 0 из (7) и (8) получается неоднородная краевая задача (11) |
|||||||||||||||||||||||||||
|
Вследствие |
|
|
|
|
|
|
|
|
( , ) = 0. |
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
самосопряженности невозмущенной краевой задачи |
|||||||||||||||||||||
(9), (10) неоднородная краевая задача (11), (12) имеет решение при |
||
где 1≤m≤r. |
∫0 , , , , , = 0, |
(13) |
условии |
|
|
93

Условие (13) можно выполнить соответствующим выбором λ(k,i). |
||||||||||||||||||||||||||||||||||||||||||||||
Решение краевой задачи (11), (12) с точностью до множителя при |
||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
- |
частное , |
= |
|
, + ∑=1 |
, |
|
( ) |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
собственной функции , |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
, |
|
|
|
|
|
|
|
|
(14) |
|||||||||||||||
имеет вид |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
где |
|
|
, |
|
|
|
|
|
|
|
решение уравнения (11); |
, |
|
|
- |
постоянные, |
||||||||||||||||||||||||||||||
определяемые |
|
|
из |
|
|
краевых |
|
|
|
условий; |
|
|
|
( ) |
|
|
|
- |
|
функции |
||||||||||||||||||||||||||
фундаментального решения уравнения (9). |
|
|
|
|
|
|
|
|
|
|
и |
|
|
. |
||||||||||||||||||||||||||||||||
(12) получаем |
|
|
краевую |
|
|
, |
и |
, |
|
в |
( + 1) |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
Подставляя полученные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
краевую задачу (11), |
||||||||||||||||||||||||||||
Процесс решения продолжается до достижения |
|
|
|
|
|
,+1 |
|
,+1 |
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
задачу |
|
для |
|
определения |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
заданной точности. |
|
||||||||||||
В качестве примера рассмотрим решение данной задачи для |
||||||||||||||||||||||||||||||||||||||||||||||
где χ |
|
|
|
|
|
|
|
|
( ) = 0 |
(1 + ) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
шарнирно опертой оболочки с толщиной, изменяющейся по закону |
|
|||||||||||||||||||||||||||||||||||||||||||||
|
|
действительное число. |
|
|
|
|
|
|
|
|
|
, |
|
|
|
|
|
|
|
|
|
. |
|
|
|
|
|
(15) |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(16) |
||||
В этом случае краевые условия имеют вид |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
тривиального=0, |
|
решения2 |
для |
|
|
|
имеет |
вид |
|||||||||||||||||||||||||
Условие |
отсутствия |
|
|
|
|
|
|
| |
|
|
|
|
= |
|
=0, = 0 |
|
|
|
|
|
|
|
||||||||||||||||||||||||
shpLsinqL = 0 |
|
|
|
= 4+ 2+2 (1+ ) |
, ( = 1,2, … ) |
|
|
|
|
|
(17) |
|||||||||||||||||||||||||||||||||||
|
|
|
|
,0 |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||
Краевая задача (9), (16) имеет собственное значение |
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
Подстановка (17) в (4) дает формулу,0 = |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
и собственную |
1+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(18) |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
функцию |
|
|
|
|
|
|
|
|
для определения квадрата |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
собственной круговой частоты оболочки постоянной толщины h0. |
|
|
||||||||||||||||||||||||||||||||||||||||||||
|
= −2 |
3 ,0 |
− |
+ ,1 |
|
2 ,0 |
− |
. ,0 |
,0 |
+ |
|
(19) |
||||||||||||||||||||||||||||||||||
|
|
|
3 |
|
|
|
|
|
2 |
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
Краевая задача (11), (16) при i= 1 имеет |
правую часть |
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
получаем |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
+( ( − |
2) |
+ |
|
|
,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
Из условия (13) |
|
|
,1) |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
Решение (11) с |
|
,1 |
= |
(2−)− |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(20) |
|||||||||||||||||||||||
|
|
|
|
|
2(1+ |
2 |
) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
, |
= −х 1 |
(х− 1) + ,2 |
|
|
+ 1,1 |
|
|
|
(21) |
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
правой частью (19) имеет вид |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
+С1,2 + 1,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
94
где a1и a2 известные величины, которые не приводим из-за их громоздкости, а C1,1, С1,2 и C1,3 - коэффициенты, определяющиеся из краевых условий.
В данной работе величина λk получена с точностью членов |
||||||||||||||||||||
Подстановка |
(22) в |
|
|
,0 |
|
,1 |
|
2 |
,2 |
|
|
|
|
|||||||
порядка α2 включительно в виде |
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
= |
|
|
+ α |
+ |
|
|
|
|
|
(22) |
|||
|
|
= |
|
|
|
|
(4) дает величину |
квадрата |
собственной |
|||||||||||
2 |
2 |
( |
2 |
+ 1)( ,0 |
,1 |
+ |
|
2 |
,2) |
(23) |
||||||||||
|
|
2 |
|
|
|
|
|
|
+ α |
|
|
|
|
|||||||
круговой частоты оболочки переменной толщины |
|
|
||||||||||||||||||
Основной тон колебаний соответствует минимуму этого выражения по m. Для реальных оболочек m=1. Минимизация по n определяет основной тон колебаний.
Как показали вычисления, минимум n практически не зависит от |
|||||||||||
выражения |
2 |
,2 |
и величину n можно определять минимизацией по n |
||||||||
слагаемого |
|
||||||||||
Результаты |
|
2 |
= |
|
|
2 |
( |
2 |
+ 1)( ,0 + α ,1) |
||
|
|
|
|
|
2 |
|
|
. |
|||
вычислений указывают на снижение круговой частоты колебаний за счет внешнего давления.
Литература
1.Вольмир А.С. Устойчивость деформируемых систем. – М.:
Наука, 1967, 984с.
2.Ершов В.В.; Рябцев В.А.; Будник А.П.; Устойчивость
цилиндрической оболочки переменной вдоль образующей толщины под действием радиального давления – М.: Прикладная механика, 1974, 10, №4, с38-45.
3. Саликов В.А.; Розарёнов Г.С.; Будник А.П.; Краевая задача распространения сигнала в подводном звуковом канале в параболическом приближении волнового уравнения// Авиакосмические технологии, 2005.
95
Voronezh State Technical University
ON THE INFLUENCE OF EXTERNAL AXIAL LOAD ONOWN FREQUENCIES OF THE SHELL OF VARIABLE THICKNESS
P.E. Durbin, A.P. Budnik, V.A. Ryabtsev
Experiments indicate the effect of axial loads on the natural frequencies of oscillations of the indicated shells. In this paper, we consider the natural oscillations of a thin circular cylindrical shell exposed to a simultaneous effect of constant radial pressure and distributed axial load with a constant intensity along the shell axis. A long cylindrical shell with a wall thickness varying according to a smooth law is considered.
Key words: radial pressure, distributed axial load, cylindrical shell.
УДК 541.138
СРАВНЕНИЕ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ НИКЕЛЕВЫХ ПОКРЫТИЙ, ПОЛУЧЕННЫХ ИЗ РАЗЛИЧНЫХ ЭЛЕКТРОЛИТОВ НИКЕЛИРОВАНИЯ
А.В. Звягинцева, канд. техн. наук, А.П. Будник, канд. техн. наук, С.С. Куликовский, студент
Воронежский государственный технический университет
Проведены сравнительные испытания физико-механических свойств (микротвёрдости и внутренних напряжений) никелевых покрытий. Показано, что меньшее внутреннее напряжение имеют осадки, полученные из ацетатно-борфторатного электролита никелирования. Наименьшую микротвёрдость имеют никелевые осадки, полученные из сульфатного электролита с добавкой соли магния
Ключевые слова: внутренние напряжения, микротвердость, никелевые покрытия, электролиты никелирования: цитратный, ацетатно-хлоридный, сульфатный, ацетатно-борфторатный, сульфаматный, ацетатно-хлоридный.
Никелевые покрытия толщиной 3-8 мкм нашли применение в технологиях электронного машиностроения и приборостроения и других отраслях промышленности. Они имеют достаточно хорошую свариваемость с алюминиевой проволокой методом ультразвуковой
96
микросварки и применяются при низкотемпературном монтаже элементов или при использовании восстановительной среды. Никелевое покрытие, которое наноситься на токовыводящие части интегральных схем в процессе их изготовления должно удовлетворять ряду требований: иметь достаточную адгезию к металлу основы, обладать хорошей пластичностью, надежно защищать от коррозии подложку. Для осаждения никелевых покрытий, используемых в радиоэлектронной аппаратуре, рекомендовано большое число электролитов. Правильный выбор электролита определяет получение необходимой структуры и характеристик электролитических никелевых покрытий [1-3].
Одним из наиболее важных физико-механических свойств покрытий является пластичность, которая связана с внутренними напряжениями, твердостью, наводороживанием формируемых осадков и другими факторами.
Целью данной работы явилось изучение внутренних напряжений и микротвердости никелевых покрытий, получаемых из цитратного, ацетатно-хлоридного, сульфатного и ацетатно-борфторатного электролита. Данная работа является продолжением работ [4-7]. В работах были исследованы процессы электроосаждения никеля в сульфаматных электролитах никелирования и свойства получаемых покрытий, в частности их наводороживание [4, 6, 7]. Результаты исследования показали меньшее содержание водорода и большую пластичность в сравнении с никелевыми покрытиями, формируемыми из сульфатных электролитов. Внутренние напряжения (σ) определяли методом гибкого катода по ГОСТу 9.302-88 (приложение 10). Микротвердость покрытий толщиной 25 мкм измеряли на приборе ПМТ-3 при нагрузке 0,98 Н, согласно ГОСТу 9450-86. Никелевые покрытия осаждали на медь марки М -1 и сталь Ст -3. В данном исследовании расширен диапазон поиска электролитов никелирования для электроосаждения никеля с заданными свойствами, меньшими внутренними напряжениями и пористостью. Зависимость внутренних напряжений никелевых покрытий от ik приведена на рисунке 1 и таблице 1. Из рисунка 1 следует, что зависимость внутренних напряжений от ik имеет экстремальный характер для никелевых покрытий, получаемых из цитратного, ацетатно-хлоридного, ацетатноборфторатного электролитов никелирования.
97
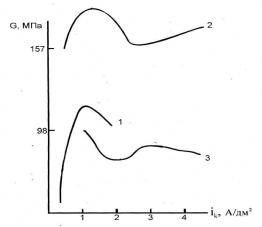
Рисунок 1 - Зависимость внутренних напряжений от плотности тока в различных электролитах. Электролиты: 1 - цитратный, 2 - ацетатный,
3 - ацетатно-борфторатный
Максимум внутренних напряжений для цитратного электролита приходится на катодную плотность тока, равную 1 А/дм2, а для ацетатно-хлоридного - 2 А/дм2. Исследования показали, что меньшие внутренние напряжения имеют Ni-осадки, полученные из ацетатноборфторатного и сульфаматного электролитов никелирования. Относительно низкие внутренние напряжения имеют никелевые пленки, полученные из ацетатно-борфторатного электролита, σNi,ацетборфт.= 59-98 МПа, что очевидно, обусловлено отсутствием аниона Cl- в электролите, который согласно литературным данным вызывает рост внутренних напряжений в осадках. Низкие внутренние напряжения в Ni-пленках, полученных из сульфаматного электролита, связывают с меньшим содержанием в них водорода и меньшим перенапряжением выделения металла. Так, например, торможение скорости электродного процесса восстановления Ni2+ в Ni0 из сульфаматного и сульфатного электролитов никелирования, видно по повышению
перенапряжения выделения металла: ηNi сульфамат.= 0,18 В и ηNi сульфат.=
0,45 В (ik = 2 А/дм2; tэл-та= 50 °С; рН = 4,0).
98
Таблица 1 - Физико-механические свойства никелевых покрытий
(ik = 1-5 А/дм2; d = 8 мкм)
Электро- |
Суль- |
|
Суль- |
Цитрат |
Ацетатно |
|
Ацетатно |
Сульфа |
лит |
фатный |
|
фатный |
ный |
- |
|
- |
матный |
|
|
|
блестя |
|
хлоридн |
|
борфтора |
|
|
|
|
щий |
|
ый |
|
тный |
|
Свойства |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Пористость, |
|
|
|
|
|
|
|
|
число пор /см2 |
10 ÷ 11 |
|
10 ÷ 11 |
2 ÷ 3 |
7 ÷ 8 |
|
7 ÷ 8 |
3 ÷ 10 |
Микро- |
|
|
|
|
|
|
|
|
твердость, |
1,57 - |
|
2,16 - |
2,16 - |
2,75 - |
|
2,26 - |
2,22 - |
ГПа |
1,77 |
|
2,26 |
2,36 |
2,95 |
|
2,46 |
3,13 |
Внутренние |
|
|
|
|
|
|
|
|
напряжения, |
98 - 147 |
|
196 - |
88 - 118 |
147 - 177 |
|
59 - 98 |
70,4 - |
МПа |
|
|
246 |
|
|
|
|
77,8 |
Наводороживание покрытий, определенное методом вакуумной |
||||||||
экстракции, показало: |
VH2 ,Ni сульфамат. = 88 см 3/100г, |
VH2 ,Ni сульфат.= |
||||||
352 см3/100г (ik = 2 А/дм 2; рН = 4,0; tэл-та= 50 °С; d = 4 мкм) [4? 6].
Установлена общая тенденция: увеличение содержания водорода в Niпокрытиях сопровождается повышением внутренних напряжений и изменением структуры.
Измерение микротвердости на ПМТ-3 показало, что наименьшее значение HV= 1,57-1,77 ГПа имеют Ni покрытия, полученные из сульфатного электролита Уоттса с добавкой соли MgSO4·10H2O. Данные измерений согласуются с результатами электронномикроскопических исследований. Введение в сульфатный электролит блескообразователя приводит к увеличению микротвердости Ni покрытия до 2,16-2,26 ГПа в результате уменьшения размера зерна.
Анализ экспериментальных данных показал, что наиболее твердые покрытия Ni HV= 2,75-2,95 ГПа осаждены из ацетатнохлоридного электролита, что согласуется с литературными данными [2,3]. Данные Ni покрытия имеют более мелкокристаллическую структуру по сравнению с ацетатно-борфторатным и сульфаматным электролитом. Очевидно, смена депассиватора Ni-анода с Cl--аниона на CH3COO- анион в ацетатном электролите позволяет получать менее твердые и соответственно никелевые покрытия с меньшими внутренними напряжениями [2,3]. Исследования структуры Ni
99
покрытий, полученных из ацетатно-борфторатных электролитов, показали, что имеют более крупнокристаллическую структуру по сравнению с ацетатно-хлоридными электролитами. Недостатком фторборатных электролитов является их более высокая стоимость по сравнению с сульфатным электролитом.
Таким образом, для получения более пластичных покрытий с меньшими внутренними напряжениями можно рекомендовать использовать ацетатно-борфторатный электролиты никелирования.
Работа выполнена в рамках реализации Государственного задания №9.11295.2018/10.11 по теме «Разработка технологии высокоизносостойких покрытий подшипников скольжения со сверхмалым коэффициентом трения на основе соединений никельбор»
Литература
1.Гальванические покрытия в машиностроении. Справочник / Под ред. М.А. Шлугера. М.: Машиностроение, 1985,-Т.1-240 с.
2.Гамбург Ю., Цупак Т., Смирнова Л. Структура, свойства и
наводороживание никеля, полученного электроосаждением из ацетатных растворов. II. Ацетатно-хлоридные растворы, подкисленные уксусной кислотой.-М., 1985,-15с.-Рукопись деп. В ВИНИТИ 16.04.85., № 3958-85 Деп.
3. Гамбург Ю., Цупак Т., Смирнова Л. Структура, свойства и наводороживание никеля, полученного электроосаждением из ацетатных растворов.III. Ацетатно-хлоридный раствор, подкисленный соляной кислотой.-М., 1985,-12 с.- Рукопись деп. В ВИНИТИ 28.05.85,
№4369-85 Деп.
4.Звягинцева А.В., Кравцова Ю.Г. Наводороживание Niпленок, полученных из сульфаматных и сернокислых электролитов никелирования /Альтернативная энергетика и экология.
Международный научный журнал. Научно-технический центр: «ТАТА», 2006. № 5 (37). С. 87.
5. Звягинцева А.В., Березина Н.Н. Бурзак О.О. Исследование структуры и механических свойств никеля, для полученного из сульфаматного электролита Деп. в ВИНИТИ 22.07.96 №2486-В96. Москва, 1996. №9. б/о 279.
100
6. Звягинцева А.В., Кравцова Ю.Г. Наводороживание Niпленок, полученных из сульфаматных и сернокислых электролитов никелирования /Альтернативная энергетика и экология. Международный научный журнал. Научно-технический центр: «ТАТА», 2006. № 5 (37). С. 87.
7. Звягинцева А.В., Шалимов Ю.Н., Фаличева А.И. // Изв. Вуз. Химия и хим. Технология. – 1990. – т. 33, вып. 6.- С.88-92.
Voronezh state technical university
COMPARISON OF PHYSICAL AND MECHANICAL PROPERTIES OF NICKEL COATINGS OBTAINED FROM DIFFERENT PLATING ELECTROLYTES
A. V. Zvyagintseva, А.П. Будник, S. S. Kulikovsky
Comparative tests of physical and mechanical properties (microhardness and internal stresses) of Nickel coatings were carried out. It is shown that less internal stress have precipitation obtained from acetateperforator electrolyte Nickel plating. The lowest hardness of Nickel precipitation are obtained from the sulfate electrolyte with the addition of magnesium salts
Key words: internal stress, microhardness, Nickel coating, plating electrolytes: citrate, acetate, chloride, sulfate, acetate perforatii, soleplate, acetate, chloride
УДК 539.13.6
ОБ ОДНОМ МЕТОДЕ РАСЧЕТА ПЕРЕМЕЩЕНИЙ В ФЕРМЕННЫХ КОНСТРУКЦИЯХ
С. А. Лебедев, студент; А. П. Будник, канд. техн. наук Воронежский государственный технический университет
В статье предлагается метод расчета нормальных сил и перемещений в пространственных статически определимых и неопределимых стержневых шарнирных системах, которые могут включать твердые недеформированные тела. Подробные стержневые системы широко применяются для подвески различных двигателей к кузову, фюзеляжу и крыльям, а также для крепления других жестких конструкций.
101
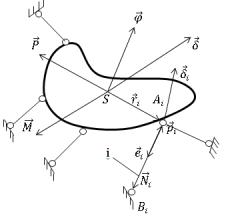
|
|
|
|
|
|
Рассматривается |
|
система |
|
|
с |
||||||||||||
|
|
|
|
|
|
одним телом изображенная на |
|||||||||||||||||
|
|
|
|
|
|
рис. 1, где 0- тело; i=1, 2, …, n- |
|||||||||||||||||
|
|
|
|
|
|
номер стержня; |
|
, |
|
- главные |
|||||||||||||
|
|
|
|
|
|
вектор |
|
и |
момент |
системы |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
|
М |
|
|
|
|
|
|
|
|
|
|
|
|
|
внешних сил, приложенных к |
|||||||||||||||||
|
|
|
|
|
|
телу, приведенные к точке S; |
|||||||||||||||||
|
|
|
|
|
|
|
, |
|
|
|
- |
подвижный |
|
|
|
и |
|||||||
|
|
|
|
|
|
неподвижный |
|
|
|
|
|
узлы, |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
соединяющие стержень |
|
|
i |
|
с |
||||||||||||
|
|
|
|
|
|
телом |
|
и |
|
опора; |
|
- |
орт |
|
оси |
||||||||
|
|
|
|
|
|
стержня, направленные |
|
|
|
|
из |
||||||||||||
|
|
|
|
|
|
центра |
|
подвижного |
узла |
|
в |
||||||||||||
Рисунок 1 |
|
|
|
центр неподвижного узла; |
|
|
|
- |
|||||||||||||||
|
|
|
|
|
|
нормальная сила в стержне |
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
i |
||
|
|
|
|
|
|
(на рисунке нормальные силы |
|||||||||||||||||
условно показаны как реакции, приложенные к телу); |
|
|
и |
|
- векторы |
||||||||||||||||||
–радиусы узла |
|
относительно узла |
|
и |
относительно точки |
|
S; |
|
|
- |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
поступательное перемещение |
тела; |
|
- полное |
перемещение узла . |
|
||||||||||||||||||
|
|
|
|
|
|
В |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Базовыми перемещениями системы называются независимые друг |
от |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
друга обобщенные перемещения, которые вполне однозначно
определяют перемещения |
всех |
|
точек всех |
элементов |
системы. |
В |
|||||||||||||||||||||
рассматриваемом случае базовыми |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
перемещениями удобно считать |
||||||||||||||||||||||||||
поступательное перемещение диска |
|
|
и угол поворота тела φ, который |
||||||||||||||||||||||||
при малом модуле можно считать |
вектором |
|
. |
Подобные базовые |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
= |
+ × |
|
|
|
|
|
|
|
|
|
|
|
|||||||
перемещения позволяют определить |
|
перемещение любой точки тела |
|||||||||||||||||||||||||
точки. |
|
соотношения |
|
|
|
|
|
|
|
|
, где |
- |
|
вектор-радиус этой |
|||||||||||||
на |
основе |
|
|
|
|
|
|
|
|
|
|
|
|
|
= |
+ |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|
, |
где |
, |
||||
М |
|
Пусть система кинематически неизменяема и |
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
, за счет действия силы |
|
и момента |
|||||||||||||||
|
-линейные перемещения узла |
|
|
|
|||||||||||||||||||||||
|
соответственно |
(вектор |
|
перпендикулярен |
оси вращения |
тела). |
|||||||||||||||||||||
× |
|
= × |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
= |
+ |
|||||
При |
малых углах поворота φ, характерных для |
деформируемых |
|||||||||||||||||||||||||
систем. , |
|
|
и полное перемещение узла |
|
|
|
равно |
|
|
|
|
||||||||||||||||
102
|
|
|
, а нормальная сила в стержне i |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
∆ = |
||||||||||||||||||||||
× |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
|
|
|||
|
|
Удлинение стержня i, вызванные перемещением точки |
|
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
× ∆ |
× |
= − |
|
+ × × |
× |
, |
|
|
(1) |
|||||||||||||||||||||||||
|
|
= × = − |
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
Где |
- жесткость |
|
|
стержня; |
|
|
|
|
|
|
|
- длина, |
площадь |
поперечного |
|||||||||||||||||||||||||
сечения и модуль упругости материала, , стержня. |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
Уравнение равновесия тела |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
= |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
=1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
После подстановки нормальных( ) = ( сил× |
получается) = −. |
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
=1 |
|
|
|
|
|
|
|
|
=1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
+ |
× × |
× |
= , |
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
=1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
× |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
× ( |
+ × |
|
|
× ) = . |
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
Пусть |
|
и =1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
= × |
= × |
|
||||||||||
|
|
|
|
|
орты векторов |
и |
, такие, что |
|
. |
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
|
|
|
|
||||||||||||||||||||||
Легко проверить, что систему |
уравнений равновесия |
тела можно |
||||||||||||||||||||||||||||||||||||||
представить в виде системы матричных уравнений |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
[ ̂− |
̂] = , |
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
=1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
( )[ ̂− |
|
̂] = , |
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
где |
|
|
|
=1 |
= ( ( ) , ); |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
= ( , ), |
|
|
|
|
|
0 |
− 3 |
|
2 . |
|
||||||||||||||||||||||||||||
|
|
( , ) |
|
1 |
|
1 |
|
|
|
1 |
|
2 |
1 |
3 |
|
, |
( ) = |
|
|
|
|
|||||||||||||||||||
|
|
= 2 |
|
1 |
|
|
|
2 |
|
2 |
2 |
3 |
|
|
3 |
0 |
|
|
− |
1 |
|
|
||||||||||||||||||
|
|
|
|
|
|
3 |
|
1 |
|
|
|
3 |
|
2 |
3 |
3 |
|
|
|
|
|
|
|
|
−2 1 |
1 |
|
|
0 |
|
|
|
||||||||
|
|
Определив из |
этой |
системы |
|
|
|
|
и |
, по формуле (1) можно |
||||||||||||||||||||||||||||||
определить нормальные силы в стержнях. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
103

При одном и теле разрешающая система управлений задачи содержит всего шесть уравнений независимо от количества стержней, соединяющих тело с опорой. Это следует из того, что число базовых перемещений, определяющих перемещение любой точки тела, всегда равно количеству независимых уравнений равновесия тела.
Метод базовых перемещений позволяет упростить составление уравнений совместимости перемещений, поскольку требует для этого только самые общие сведения о характеристиках стержней, нагрузках и геометрии системы. При большой количестве стержней метод позволяет значительно понизить порядок разрешающих уравнений. Метод не требует построения картины перемещений стержней и тел системы, которое очень трудоёмко для пространственных систем.
Расчеты различных статистически определимых и неопределимых конструкций, показали высокую эффективность метода базовых перемещений. Преимущества метода базовых перемещений возрастают по мере роста числа стержней в системе.
Кроме того метод базовых перемещений применим и к любым стержневым шарнирным системам, содержание произвольное количество стержней и тел.
Рисунок 2
Пример. Пусть трехстержневая ферма (рисунок 2) нагружена силой Р, составляющие которой вдоль2 осей координат таковы, что
перемещение узла А вдоль оси равно нулю. Пусть все стержни
104
|
|
|
|
|
на оси системы |
|
|
|
= /6 |
|
|
|
|
|
|
|
= / |
= |
материала с |
||||||||||||||||||||||||
одинаковы имеют длину |
|
l, площадь S, изготовлены из |
|
||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
1̂,3 |
= ±0,5; 0; |
−3/2 |
, ̂2 = 0; 0,5; −3/2 , |
|
|
|
|
|||||||||||||||||||||||||||||
модулем |
упругости |
Е |
и |
|
|
|
|
|
|
. |
Тогда |
|
|
|
|
|
|
|
|
|
|
|
. Проекции |
||||||||||||||||||||
ортов |
|
|
|
|
|
|
|
|
|
|
|
координат есть компоненты матриц |
|
|
|
|
|||||||||||||||||||||||||||
|
|
|
|
1,3 |
|
|
|
|
|
|
0,25 |
0 |
|
±√3/4 |
, |
2 |
|
|
0 |
|
|
|
0 |
|
|
|
|
0 |
|
|
. |
|
|||||||||||
|
|
|
|
= |
|
0 |
|
0 |
|
|
|
0 |
|
|
|
= |
|
0 |
|
|
0,25 |
|
|
−√3/4 |
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
−√3/4 |
|
|
0,75 |
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
±√3/4 0 |
|
|
|
0,75 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
Для описания равновесия фермы достаточно системы из трех |
||||||||||||||||||||||||||||||||||||||||
уравнений равновесия сил |
|
= |
= |
|
= , |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
где |
|
|
|
|
|
|
|
=1 |
3 |
|
|
|
|
|
|
|
=1 |
|
|
0 |
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
= = |
|
0 |
|
0,25 |
|
|
|
−√3/4 . |
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
=1 |
|
|
|
|
|
|
|
0 |
|
−√3/4 |
|
|
2,25 |
|
|
|
|
|
|
|
|
|
|||||||
принимает вид |
того, что |
|
2 |
= 0 |
система |
|
уравнений |
|
равновесия, |
||||||||||||||||||||||||||||||||||
|
|
|
С |
|
учетом |
|
|
|
9 |
|
|
||||||||||||||||||||||||||||||||
|
|
= 2 |
/ |
|
−√3 |
= 4 |
/ |
|
= 4 |
|
|
/ |
|
|
|
|
|
|
|
|
|
|
= |
||||||||||||||||||||
|
1 |
|
|
, |
|
|
|
, |
|
и |
третье3 |
|
|
|
|
|
|
|
|
|
|
|
|
= −3√3 |
|
|
|
|
|
||||||||||||||
|
Второе1 |
|
|
|
|
уравнения2 , 3 |
дают3 . |
соотношение |
|
|
между |
||||||||||||||||||||||||||||||||
2 |
|
/( ) |
|
|
= −4 |
/(√3 ) |
|
2 |
и |
|
|
3, |
|
|
|
3 |
|
|
|
|
|
|
2, |
|
тогда |
|
1 |
||||||||||||||||
неизвестными |
проекциями |
|
|
|
|
) |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
1 |
Из |
условия3 |
|
|
|
|
|
|
|
= 2 3( |
|
|
+ 4( ) /(√3 ) |
|
|
|
|
||||||||||||||||||||||||
|
|
нормировки2 |
орта |
перемещения |
|
определяется |
|||||||||||||||||||||||||||||||||||||
модуль полного перемещения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|
|
|
|
|||||||||||||||||||||
= (± − 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
Проекции |
|
|
|
|
|
|
|
) ±0,5; 0; −√3/2 |
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
нормальных |
сил |
в |
стержнях1 2 |
на1 2 |
оси |
координат |
||||||||||||||||||||||||||||||||||
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.,3 |
|
|
|
|
1 |
|
|
|
2 |
|
|
|
|
|
|
|
|
|
, |
|
|
|||||||
= −2 |
|
0; 0,5; −√3/2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
определяются матрицами |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
105
Литература 1. Дарков, А.В. Строительная механика: учебник для строит.
спец. вузов / А.В. Дарков, Н.Н. Шапошников. – 10-е изд., стер. – СПб.:
Лань, 2005. – 656 с.
2.Строительная механика. Основы теории с примерами расчетов
:учебник / А.Е. Сарг сян [и др.]. – 2-е изд. испр. и доп. – М.: Высш.
шк., 2000. – 416 с.
3.Селюков, В.М. Расчетно-проектировочные работы по
строительной механике: учебн. пособие для вузов / В.М. Селюков. – 2- е изд. перераб. и доп. – М.: Высш. школа, 1989. – 205 с.
Voronezh state technical University
THE METHOD FOR CALCULATION OF DISPLACEMENTS
IN TRUSSES
S.A. Lebedev, A.P. Budnik
In article the method of calculation of normal forces and displacements in statically determinate and indeterminate rod hinge system, which may include non-deformed solid body. Detailed rod systems are widely used for suspension of various engines to the body, fuselage and wings, as well as for mounting other rigid structures.
Key words: normal forces, displacements, rod hinge system.
УДК 621.9.047:658.5: 621.1
ИЗМЕРЕНИЕ ТЕМПЕРАТУРНЫХ ПОТОКОВ И МОДЕЛИРОВАНИЕ ТЕПЛОВЫХ ПРОЦЕССОВ С ПРИМЕНЕНИЕМ ЧПУ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ
ОБРАБОТКЕ МЕТАЛЛОВ
М.А. Малахова, студент; В.А. Жиленко, студент; И.М. Винокурова, канд. техн. наук
Воронежский государственный технический университет
В работе рассмотрены вопросы особенностей использования ЧПУ при электрохимической обработке металлов с учетом температурных полей в электрохимической системе
Ключевые слова: температурные поля, анодная обработка, плотность тепловыделения
106
Разрабатываемое программное обеспечение для высокоскоростного растворения металлов с высокими показателями точности с использованием станков ЧПУ должно учитывать специфические особенности анодной обработки металлов применяемых в конструкциях авиастроительной промышленности. Чтобы из бесчисленного количества вариантов температурных полей, при электрохимической обработке (ЭХО) выделить поле [1-4] интересующее нас при обработке конкретного металла, необходимо рассчитать и математически обозначить особенности, которые характеризуют именно конкретный вариант процесса теплопроводности. Для решения подобных задач используют системы позволяющие учитывать особенности программирования процессов теплообмена на станке ЧПУ с температурными датчиками. При математическом описании процесса должны быть оговорены
условиями однозначности:
1)форма, размеры и теплофизические характеристики тела (системы тел), в котором происходит процесс передачи теплоты;
2)форма, распределение плотности теплового потока и другие характеристики источников или стоков, действующих в
рассматриваемом процессе;
3)распределение температур в рассматриваемой системе тел до того, как начался изучаемый процесс (так называемые начальные условия);
4)условия теплообмена на поверхностях тела, соприкасающихся
сокружающей средой или с другими телами, входящими в систему (так называемые граничные условия).
Рассмотрим распределения плотности тепловыделения для области J твердого тела, в которой происходит выделение теплоты. Положим, что от начала процесса тепловыделения прошло время τ. В окрестности точки М с координатами хи, уи , zи выделим элементарный объем dV. Пусть за время dτ в объеме dV выделилось элементарное
количество теплоты dQ. |
|
Отношение q(хи, yи, zи, τ) = dQ /(dτ· dV) |
(1) |
называют плотностью тепловыделения в точке М в момент времени τ. Чтобы определить количество теплоты Q, выделившееся во всей области J за время τ, интегрируем выражение (1) и получаем
107
Q = ∫τ |
dτ ∫q(xИ , уИ , zИ ,τ)dV . |
(2) |
о |
V |
|
Положим
q(xИ , уИ , zИ ,τ) = qo f (xИ , уИ , zИ ,τ), |
(3) |
где qо - максимальная плотность тепловыделения, Вт/м3. Уравнение неразрывности и условие прилипания позволяют
вблизи твердой границы потока определить функциональную зависимость компонента вектора скорости от расстояния до поверхности y рисунок 1 [1].
Рисунок 1 - Функциональная зависимость компонента вектора скорости от расстояния до поверхности
вблизи твердой границы потока
Зона тепловыделения реального источника всегда имеет ограниченные размеры. Непосредственно с мерностью и ограниченностью источников связано описание конфигурации зоны тепловыделения. Трехмерный, ограниченный в трех направлениях источник может иметь форму параллелепипеда, цилиндра, шара или какой-либо другой объемной геометрической фигуры. Использование ЧПУ с температурными датчиками ускоряет темпы внедрения технологического процесса в производство, сокращает затраты на опытные работы и заготовки, стоимость которых может исчисляться тысячами рублей.
108
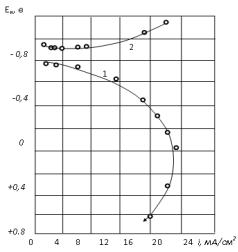
Рассматривая для примера теоретические аспекты анодной обработки титана, рисунок 2, следует учитывать следующие особенности данного процесса [2], а именно:
а) при аномально высоких плотностях тока в электродной системе создаются предпосылки для интенсивного газовыделения на аноде и катоде;
б) процессы газовыделения сопровождаются значительным выделением тепла при реакциях молизации этих газов;
в) газовыделение на электродах оказывает существенное влияние на процессы массопереноса продуктов взаимодействия в электрохимических системах.
Рисунок 2 - Зависимость установившихся значений потенциала титана от плотностей прямоугольного поляризующегося анодного
тока частотой 10 гц в 10 N Н2SO4.
Плотность тока в катодный полупериод остается постоянной (15 мА/см2) [1]: 1- анодная кривая; 2 –катодная кривая
Независимость величины водородного перенапряжения в малоконцентрированных растворах сильных кислот является результатом действия двух противоположных факторов. Экспериментальные данные показывают, что водородное перенапряжение в щелочных растворах, в отличие от кислых,
109
уменьшается примерно на 58 мВ при увеличении pH раствора на единицу.
В кислых растворах, содержащих нейтральные соли, уравнение для скорости реакции определяется выражением
|
+ |
|
|
|
E F |
(4) |
|
i = k[H |
|
]exp |
− |
|
|
, |
|
|
2 |
|
|||||
|
|
|
|
R T |
|
||
из которого следует, что при постоянном потенциале электрода скорость разряда пропорциональна концентрации водородных ионов, т.к. они относятся к реакциям первого порядка.
В щелочных же растворах при уменьшении перенапряжения, в случае увеличении pH на единицу, равновесный потенциал сдвигается на такую же величину в отрицательную сторону. Независимость потенциала электрода от pH электролита при постоянной плотности тока математически представляется следующим образом
E = const − |
2 R T |
ln i . |
(5) |
|
|||
|
F |
|
|
В этом случае концентрация ионов водорода не оказывает влияния на скорость разряда, и реакция имеет нулевой порядок по отношению к ионам водорода.
Следует указать, что весьма значительное влияние на скорость разряда ионов H+ и водородное перенапряжение оказывает состояние поверхности электрода. Наличие дополнительных активных центров на поверхности электрода позволяет увеличить скорость разряда. Поэтому при изготовлении катода-инструмента необходимо учитывать этот фактор и в соответствии с выше изложенным подбирать оптимальные режимы обработки токонесущих поверхностей. Схема катодного выделения водорода представлена на рисунок 3.
Равновесное состояние между ионами и атомами и между атомами и молекулами водорода, определяются системой из двух уравнений:
2H+ + 2e → 2Hо,
2Hо→ H2,
что в символах токов обмена для первой и второй стадий можно записать i1 и i2.
110
Обозначая соответственно через токи скорость реакций
2H+ |
+ 2e |
через |
i1 , |
2Hо |
- 2e |
через i1 0, |
|
2Hо - H2 |
через |
i2, |
|
H2 - 2Hо |
через |
i2 0, |
|
при равновесии будем иметь i1 = i1 0 = io, i 2 = i 2 0 = io.
В стационарном состоянии количество атомов водорода на поверхности электрода сохраняет постоянное значение, и при этом условии плотность внешнего тока равна разности плотностей токов катодной и анодной реакции для первой и второй стадий
i = i 1 - i 1 0= i 2 - i 2 0..
В конечном счёте, скорость всей реакции определяется кинетическими закономерностями той из её промежуточных стадий, которая обладает самым малым током обмена, т. е. условно называемой самой медленной стадией реакции. При достаточном различии токов обмена остальные стадии можно по-прежнему рассматривать как равновесные.
Сопоставительный анализ проведённых нами исследований изменения температуры по длине межэлектродного зазора [2], и изотерм, полученных авторами [1-3] в цилиндрическом канале при кипении жидкости, также подтверждает идентичность моделей этих процессов. Используя импульсы прямоугольной формы можно раскрыть механизма катодных и анодных реакций, а также механизма отдельных стадий.
111
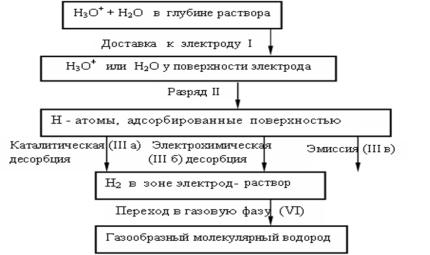
Рисунок 3 - Схема катодного выделения водорода [3]
В условиях импульсного электролиза, когда значение тока в импульсе на много превышает плотность тока в стационарных режимах, значение перенапряжения водорода резко возрастает, поэтому тепловые эффекты должны уменьшатся, что подтверждается результатами наших экспериментальных исследований. Влияние температуры на точность обработки проявляется тем сильнее, чем длиннее канал течения электролита, т.е. размеры участка заготовки вдоль направления движения рабочей среды. При импульсном течении электролита такое ограничение практически снимается.
Научно обоснованные режимы течения дают возможность получить для значительной группы деталей авиационной и космической техники наиболее высокие технологические результаты от применения ЭХО.
Использование разработанного алгоритма дает возможность рекомендовать внедрение ЭХО в производство для выполнения работ, перечисленных ниже:
1. Выполнение уникальных операций, осуществимых только электрохимическим методом. В этом случае нет необходимости обосновывать целесообразность применения ЭХО, так как иначе вообще невозможно изготовить разработанную деталь.
112
2. При изготовлении деталей из высокопрочных материалов практически нет необходимости учитывать их форму и масштаб выпуска. Здесь электрохимический метод обработки внутренних поверхностей имеет неоспоримые преимущества.
3. Для обработки заготовок из материалов, обладающих особыми свойствами (повышенной вязкостью, хрупкостью и др.), при обработке которых возникают технологические затруднения. К этой группе можно отнести жаропрочные, титановые и магнитные сплавы. Однако здесь имеются ограничения: если детали простой формы, а выпуск их ограничен, то внедрять процесс ЭХО, как правило, невыгодно.
4. Изготовление деталей из конструкционных сталей, которые наиболее широко используют в машиностроении. Такие операции
рентабельны для длинномерных отверстий (l/(d> 8÷10), при условии, если можно обеспечить загрузку станка с периодической перенастройкой не чаще 6-10 раз в течение месяца. Это соответствует масштабу выпуска 50-100 одноименных труб или 10-20 деталей с внутренней полостью переменного сечения. В случае, когда электрохимическое оборудование уже имеется на заводе и требуется только его переналадка, указанные цифры уменьшаются в 1,5-2 раза.
5. При обработке внутренних поверхностей в деталях из сплавов легких и цветных металлов (алюминия, меди, магния и др.) процесс ЭХО применим, если доступ инструмента к месту удаления припуска затруднен, а число изготовляемых деталей значительно (загрузка одноименными деталями не менее 1-3 смен). Создавать новое оборудование для таких деталей в большинстве случаев нецелесообразно, кроме деталей, требующих выполнения уникальных операций.
Для случая течения рабочей двухфазной среды с переменной скоростью в зазоре с различным профилем можно разработать физическую модель и сформулировать закон управления подачей среды в зависимости от геометрии конкретной обрабатываемой поверхности и способа регулирования межэлектродного зазора. По физической модели можно сформировать математическое описание процесса и реализовать его с использованием современных средств регулирования и управления (процессоры, блоки ЧПУ), имеющихся на оборудовании.
113
Литература 1. Давыдов, А. Д., Козак Е. Высокоскоростное электрохимическое
формообразование [Текст] / А. Д. Давыдов, Е. Козак. М.: Наука. 1990.
272с.
2.Винокурова, И. М. Планирование эксперимента при
электрохимической размерной обработке металлов, склонных к пассивации [Текст]/ И.М. Винокурова, В.А. Жиленко // Современные тенденции развития науки и технологий: мат. межд. XX науч.- практич. конф.- Белгород: АПНИ., № 11-3. -2016. С. 39-43.
3. Жиленко, В.А. Изучение температурных полей при электрохимической обработке титановых сплавов в зависимости от массопереноса [Текст]/В.А.Жиленко, И.М.Винокурова// Авиакосмические технологии (АКТ-2017): Труды XVII междунар. науч.-технич. конф. и школы молодых ученых, аспирантов и студентов.-Воронеж: ООО Фирма “Элист”; 2017. С. 32-35.
4. Винокурова, И.М. Температурные поля при электрохимической обработке титановых сплавов [Текст] / И.М.Винокурова, В.А.Жиленко// Авиакосмические технологии (АКТ-2017): Труды XVIII междунар. науч.-технич. конф. и школы молодых ученых, аспирантов и студентов.-Воронеж: ООО Фирма “Элист”, 2017. С. 206211.
Voronezh State Technical University
MEASURING TEMPERATURE FLOWS AND MODELING THERMAL PROCESSES WITH THE USE OF CNC IN ELECTROCHEMICAL TREATMENT OF METALS
M.A. Malakhovа, B. A. Zhilenko, I.M. Vinokurova
The paper discusses the features of the use of CNC in the electrochemical machining of metals, taking into account the temperature fields in the electrochemical system
Key words: temperature fields, anodic treatment, heat density
114
УДК 621.9.047: 621.1
МОДЕЛИРОВАНИЕ ИЗМЕНЕНИЯ ПАРАМЕТРИЧЕСКИХ ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
АНОДНОЙ ОБРАБОТКИ ТИТАНОВЫХ И АЛЮМИНИЕВЫХ СПЛАВОВ В РАБОЧЕЙ ЗОНЕ ЭЛЕКТРОЛИТА
М.А. Малахова, студент; В.А. Жиленко, студент; И.М. Винокурова, канд. техн. наук
Воронежский государственный технический университет
В работе изучена анодная электрохимическая обработка металлов
сучетом кинетических особенностей процессов растворения Ключевые слова: объем электролита, анодная обработка,
гидродинамика жидкости Проблема расчета скорости электрохимических процессов при
анодной обработке металлов связаны с особенностями процессов в межэлектродном промежутке, кинетическими особенностями процесса растворения [1-7]. В движущейся жидкой среде возникают внутренние силы механической природы, учитывающие давление и
вязкое трение. Для небольшой площадки поверхности dS в потоке силы слоев жидкости разлагаются составляющие, направленные по касательной и по нормали к dS рис. 1. Нормальную составляющую
силы не зависящую от ориентации площадки берем за давление P . Касательная составляющая силы, зависит от ориентации площадки и обозначается тензором касательных напряжений, имеющим девять компонент. Исходя из закона сохранения массы и второго закона Ньютона, динамику капельных жидкостей, описываем уравнениями неразрывности и Навье - Стокса. При условии, что мы пренебрегаем сжимаемостью среды уравнение неразрывности примет следующий вид [1]
∂vx |
+ |
∂vy |
+ |
∂vz |
= 0, |
(1) |
∂x |
∂y |
∂z |
|
115
Рисунок 1 - Внутренние силы, возникающие в движущейся жидкой среде
сжимаемостью среды получаем уравнение
∂v |
|
1 |
|
(2) |
|
+ (v )v = − |
|
p + γ v, |
|
|
|
|||
∂t |
|
|
|
|
|
ρ |
|
||
где p - плотность жидкости; γ = µ p - кинематическая вязкость;
t - время; v = (vx , vy , vz )- вектор плотности потока массы;
c - концентрация диффундирующего вещества, которое будем считать пассивной примесью.
Граничным условием для вязкой жидкости является равенство скорости нулю на твердой границе потока A
|
(r, t) = 0 |
(r A), |
(3) |
v |
где r = (x, y,z)- радиус-вектор и декартовы координаты точки в
пространстве.
В турбулентных потоках при импульсной электрохимической обработке металлов скорость и давление в большей части представляется как сумма осредненных (по времени или статическому ансамблю) и пульсационных величин [1]
v = u + v' ; p = p + p' ; u =< v >, |
(4) |
где u - средняя скорость движения флуктуаций (здесь и далее статическое осреднение обозначается чертой над величиной или угловыми скобками , пульсационные величины обозначаются
штрихами).
В работах [1, 5] приводится данные по определению зависимостей поверхностной температуры от плотности тока и
116
химического состава электролитов. Установлено, что наибольшее значение Тs достигается в электролите состава 2М NaС1 + 1М НС1.
Поскольку температура поверхности электрода оказывает существенное влияние на процессы массопереноса в зоне реакции, то необходимо принимать во внимание, что теория массопереноса в растворах электролитов [1] включает в себя описание движения ионов:
|
|
|
|
|
|
dФ |
|
dФ |
|
|
|
dСi |
|
|
|
|
(5) |
||||
|
|
dФ |
|
|
|
dСi |
|
|
dСi |
|
|||||||||||
Ni = −Z i U i F Ci |
|
|
|
+ |
|
+ |
|
|
|
−Di . |
|
+ |
|
|
+ |
|
|
+ Сi V , |
|
||
|
|
|
dy |
dz |
|
dy |
dz |
|
|||||||||||||
поток |
|
dx |
|
|
|
dx |
|
|
|
конвекция |
|
||||||||||
|
|
|
|
|
миграция |
|
|
|
|
диффузия |
|
|
|
|
|||||||
где Ni - поток компонента i |
в моль/(см2 -с); |
|
|
|
|
|
|
|
|||||||||||||
V - объёмная скорость, см/с; |
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ dСi |
+ dСi |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
dСi |
-градиент концентрации; |
|
|
|
|
|
|
||||||||||||||
dx |
dy |
dz |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ф - электрический потенциал; Ui - подвижность компонента; |
|||||||||||||||||||||
материального баланса: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
+ dNi + dNi |
|
|
|
|
|
|
|||
|
|
|
|
dCi |
= − dNi |
|
+ R, |
|
|
(6) |
|||||||||||
|
|
|
|
dt |
|
|
|
dx |
|
dy |
dz |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где Ri - источник, обусловленный гомогенной химической реакцией; тока:
i = F ∑Zi Ni , |
(7) |
|||
где F - постоянная Фарадея; |
|
i |
|
|
|
|
|
||
электронейтральности: |
|
|
|
|
∑Zi Ci = 0, |
(8) |
|||
i |
|
|
|
|
и механики жидких сред: |
1 |
|
|
|
V = |
∑Ci µi Vi , |
(9) |
||
ρ |
||||
|
i |
|
||
где Ci Vi , - молярный поток компонентов i; |
µi - молекулярный |
|||
117
веc; ρ - плотность среды.
Уравнение движения (9) ионов можно заменить для многокомпонентных систем выражением:
|
|
|
|
|
|
+ dµi |
+ dµi |
Сi dµi |
|||
|
dx |
dy |
dz |
|
|
|
|
|
|
|
|
|
|
|
= ∑Kij (Vj −Vi )= R T ∑ |
Ci Cj |
(V j −Vi ). (10) |
||
|
|||||
|
|||||
|
j |
j CT Dij |
|||
|
|
|
|
|
|
В последнем уравнении величина диффузии в явной форме зависит от температуры, которая в свою очередь является функцией технологических параметров электрохимического процесса:
|
|
|
|
|
|
|
+ dµi |
|
- можно рассматривать как движущую |
Сi dµi |
+ dµi |
|||
|
dx |
dy |
dz |
|
|
|
|
|
|
силу на единицу объёма, действующую на компоненты i и заставляющую двигаться их по отношению к окружающей жидкости.
С другой стороны коэффициент трения, в значительной мере определяющий процессы массопереноса может, быть определён по уравнению:
Kij = |
R T Ci C j |
, |
(11) |
|
|||
|
CT Dij |
|
|
в котором также силы трения в явной форме зависят от температуры. При наличии концентрационных градиентов плотность тока не пропорциональна электрическому полю. Уравнение для плотности тока в развёрнутой форме можно записать в виде выражения:
|
|
|
|
|
dФ |
|
|
|
|
|
|
|
dСi |
|
dСi |
|
|
(12) |
i = −F |
2 |
dФ |
+ |
+ |
dФ |
2 |
|
dСi |
+ |
+ |
|
+ F V ∑Zi Ci . |
||||||
|
|
dx |
dy |
|
∑Zi |
Ui Ci − F ∑Zi Di . |
dx |
dy |
dz |
|
|
|||||||
|
|
|
|
|
dz |
i |
i |
|
|
|
|
i |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Благодаря диффузионному уравнению, представленному вторым членом правой части уравнения (12), плотность тока может иметь иное направление, чем направление электрического поля, поэтому его (уравнение 12) можно переписать в виде
118
|
|
|
dФ |
|
|
|
i |
|
F |
|
|
|
|
dСi |
|
dСi |
|
|
dФ |
|
|
dФ |
|
|
|
dСi |
|
|
|
||||||||
|
|
+ |
|
+ |
|
= − |
|
− |
|
∑Zi Di . |
|
+ |
|
+ |
|
, (13) |
||
dx |
dy |
χ |
χ |
dx |
dy |
dz |
||||||||||||
|
|
|
dz |
|
|
i |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
и сделать предположение, что даже в отсутствие тока может существовать градиент потенциала, поскольку и в уравнение плотности тока Б скрытой форме входит влияние температуры на величину последнего через зависимость:
χ = F 2 ∑Zi |
2 Ui Ci , |
(14) |
i |
|
|
т.к. Ui = f (T ).
Представленные уравнения, отражают теорию процессов массопереноса, включают параметр температуры в явной или скрытой форме.
Сопоставляя результаты электротермографических исследований, данных по токораспределению и наводораживанию образцов (отдельных секций) составленного электрода можно сделать заключение о приоритете, тех или иных реакций на электродах МЭЗ. Рассматривая процесс окисления Ti и его сплавов, как сложную систему кинетика, которой может быть описана отдельными стадиями суммарного анодного процесса в этом случае может быть выражена через суммарный ток
i = i1 + i2 + i3, |
(15) |
где i1- плотность тока определяющая скорость образования адатомов;
i2 - плотность тока определяющая скорость реакции выхода адатомов из ступени растворения;
i3 – плотность тока определяющая скорость процесса перехода атома из полукристаллического состояния в электролит.
Таким образом, здесь в первую очередь возникает задача установления модельных зависимостей между параметрами состояния межэлектродного промежутка, кинетическими особенностями процесса растворения и технологическими показателями обработки.
Литература 1. Винокурова И.М. Планирование эксперимента при
электрохимической размерной обработке металлов, склонных к
119
пассивации [Текст]/ И.М.Винокурова, В.А.Жиленко // Современные тенденции развития науки и технологий: мат. межд. XX науч.- практич. конф.- Белгород: АПНИ., № 11-3. -2016. С. 39-43.
2. Винокурова И.М. Математическое описание процессов переноса в турбулентных потоках при электрохимиической обработке металлов [Текст]/ И.М.Винокурова, В.П.Смоленцев //Современная электротехнология в промышленности центра России: сб. тр. VIII региональ. научно-техн. конф. Тула, 1 июня 2006. –Тула:ТулГУ С.2226.
3. Винокурова И.М., Изучение изменения кинетических параметров течения электролита на процессы формообразования при импульсных режимах обработки титановых сплавов [Текст]/ И.М. Винокурова, Шмакова С.С. //Вестник Воронежского государственного государственного технического университета. Воронеж: ФГБОУ ВПО “Воронеж. госуд. технический ун-т”, Т. 8, № 7.2, 2012. С. 32-36.
4. Жиленко В.А. Изучение температурных полей при электрохимической обработке титановых сплавов в зависимости от массопереноса [Текст] / В.А.Жиленко, И.М.Винокурова// Авиакосмические технологии (АКТ-2017): тр. XVII междунар. науч.- технич. конф. и школы молодых ученых, аспирантов и студентов.- Воронеж: ООО Фирма “Элист”; 2017. С. 32-35.
5. Винокурова, И.М. Температурные поля при электрохимической обработке титановых сплавов [Текст] / И.М.Винокурова, В.А.Жиленко// Авиакосмические технологии (АКТ-2017): тр. XVIII междунар. науч.-технич. конф. и школы молодых ученых, аспирантов
истудентов.-Воронеж. ООО Фирма “Элист”, С. 206-211.
6.Винокурова, И. М. Определение температурных полей и зависимости от скорости съема металла при электрохимической обработке титановых сплавов с учетом массопереноса [Текст]/ И.М. Винокурова, Е.А.Рыканова // сбор. трудов VI Общероссийской
молодежной науч.-техн. конф.: Молодежь. Техника. Космос / Балт. гос. техн. ун-т. – СПб.; ВОЕНМЕХ. Вестник БГТУ., № 21. 19-21 марта 2014. Санкт-Петербург, Россия, С. 99-101.
7. Винокурова, И.М. Особенности выбора электролита для размерной электрохимической обработки металлов [Текст] / И.М.Винокурова, А.В.Ермилов, А.Ю.Дейнега // Современные исследования в области технических и естественных наук: мат. межд.
120
науч.-практич. конф. 30 мая 2017 г.- Белгород: ООО Агентство перспективных научных исследований (АПНИ)., № 11-3. -2016. С. 178-184.
Voronezh State Technical University
MODELING OF CHANGES IN THE PARAMETRIC INDICATORS OF THE TECHNOLOGICAL PROCESS OF THE ANODIC TREATMENT OF TITANIUM AND ALUMINUM ALLOYS IN THE
WORKING ZONE OF ELECTROLYTES
M.A. Malakhovа, B. A. Zhilenko, I.M. Vinokurova
Anodic electrochemical machining of metals with allowance for the kinetic features of the dissolution processes
Key words: electrolyte volume, anodic treatment, hydrodynamic fluid
УДК 681.518.5
ФУНКЦИОНАЛЬНАЯ ИНФОРМАЦИОННАЯ ИЗБЫТОЧНОСТЬ В КОМПЛЕКСЕ БОРТОВОГО ОБОРУДОВАНИЯ
Савченко А.Ю., канд. техн. наук; Букирёв А.С., курсант; Васильченко А.С., адъюнкт; Озеров Е.В., канд. техн. наук
Военный учебно-научный центр ВВС «Военно-воздушная академия»
Определен термин избыточности, описывающий такое состояние комплекса бортового оборудования, при котором получаемая в процессе его функционирования информация по объему формально превышает количество информации, необходимое для его нормальной работы без включения дополнительных средств. Сформулирована проблема управления избыточностью в комплексе бортового оборудования.
На сегодняшний день актуальной является проблема управления избыточностью в комплексе бортового оборудования (КБО) с целью повышения безопасности полетов, перехода на стратегию обслуживания по состоянию [1], реализации концепции необслуживаемого бортового оборудования [2].
121
С целью постановки и решения проблемы управления избыточностью в КБО необходимо определить конкретный вид избыточности, описывающий такое состояние КБО, при котором получаемая в процессе его функционирования информация по объему формально превышает количество информации, необходимое для его нормальной работы без включения дополнительных средств.
Избыточность в соответствии с [3] – «наличие в техническом устройстве возможностей сверх тех, которые могли бы обеспечить его нормальное функционирование. И. вводится для повышения надёжности работы изделия в различных условиях эксплуатации или для исключения влияния на достоверность передаваемой информации помех и сбоев, возникающих в передающей (приёмной) аппаратуре. Частный вид И. – аппаратурная И., или Резервирование. Применяются и другие виды И.: информационная И. (см. Избыточность сообщений), временная И. – запас времени для повторного выполнения операции (например, двойного или тройного просчёта на вычислительной машине), энергетическая И. – запас мощностей, который может быть использован в более тяжёлых условиях эксплуатации или при старении изделия (например, установка более мощного двигателя, чем это необходимо в нормальных условиях его работы)».
Вкачестве предметной области будет рассмотрена избыточность
сточки зрения наличия в техническом устройстве информации сверх той, которая могла бы обеспечить его нормальное функционирование.
Рассмотрим правомерность использования термина информационная избыточность в данном контексте.
В соответствии с [4] «под информационной избыточностью понимают такое состояние измерительной информации, получаемой в процессе управления, при котором ее объем формально превышает количество информации, необходимое для суждения о состоянии управляемой системы.
Информационная избыточность бывает структурной и функциональной.
Под структурной информационной избыточностью принято понимать включение в измерительную систему дополнительных средств измерения, измеряющих одну и ту же физическую величину.
Под функциональной информационной избыточностью принято понимать наличие тех или иных связей между измеряемыми
122
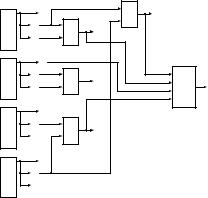
величинами, обусловленных свойствами объекта измерений или управления».
Информационная избыточность в [5] определяется как «состояние измерительной информации, при котором она более необходима для реализации функций управления объектов». В качестве примеров информационной избыточности приводятся «включение в измерительную систему дополнительных средств измерений» и «наличие тех или иных связей между измеряемыми величинами, обусловленных свойствами объекта измерений или управления».
В [6] «информационная избыточность – наличие в информации дополнительных знаков, слов, текста, благодаря которым можно исправить ошибки и устранить искажения в информации, допущенные при её передаче или переработке».
Термин информационная избыточность в соответствии с [3] не позволяет строго определить суть рассматриваемого вида избыточности в рассматриваемой предметной области. Подходящим является интерпретация термина информационная избыточность, приведенная в [4, 5]. При этом есть смысл оперировать термином функциональная информационная избыточность [4].
На рисунке 1 представлен пример системы с функциональной информационной избыточностью.
|
x |
|
/ |
y |
|
Д |
a |
/ |
y |
|
|
b |
|
|
|||
|
y |
|
|
|
|
Д |
c |
/ |
x |
|
|
d |
УОС |
|
|||
|
|
|
y |
||
|
z |
|
|
|
|
Д |
a |
/ |
y |
|
|
c |
|
|
|||
|
u |
|
|
|
|
Д |
b |
|
|
|
|
c |
|
|
|
|
|
|
|
|
|
|
Рисунок 1 – Пример системы с функциональной информационной избыточностью
123
На рисунке 1: Д – датчики, осуществляющие прямые измерения параметров x, y,z,u ; a,b,c,d – параметры доступные косвенным
измерениям; y = a /b – результат косвенного измерения параметра y;
УОС – устройство обработки сигналов; y – оценка параметра y.
Эффективное управление функциональной информационной избыточностью возможно реализовать в КБО, построенном по принципу интегрированной модульной авионики (ИМА) [1, 2]. Архитектура КБО при этом представляет собой распределенные в пространстве датчики информации, унифицированные вычислители и исполнительные устройства, связанные одной линией передачи данных.
В работе [2] система управления избыточностью включает две подсистемы:
1)мониторинга (обнаружения, локализации) отказов и повреждений;
2)реконфигурации структуры БРЭО в реальном времени.
Данная структура должна быть несколько модифицирована под систему управления функциональной информационной избыточностью и будет включать подсистемы:
1)диагностики (определение технического состояния элементов системы и локализация отказавшего элемента);
2)информационной реконфигурации (изменение порядка обработки и передачи информации в КБО с целью сохранения его работоспособности при отказе отдельных элементов).
С учетом выше сказанного сформулирована проблема: управление функциональной информационной избыточностью в КБО.
Литература
1.Чернодаров А.В., Контроль, диагностика и идентификация авиационных приборов и измерительно-вычислительных комплексов. М.: ООО «Научтехлитиздат», 2017. 300 с.
2.Буков В.Н., Евгенов А.В., Шурман В.А. Интегрированные комплексы бортового оборудования с управляемой функциональной
избыточностью//Сборник пленарных докладов V Международной научно-практической конференции «Академические Жуковские чтения» (22–23 ноября 2017г.). Воронеж: ВУНЦ ВВС «ВВА»,2017.94с.
124
3.Большая советская энциклопедия. М.: Советская энциклопедия. 1969–1978.
4.Полякова О.В. Методы и способы повышения точности
измерений. Часть 3. http//metrob.ru/html/staty/polakova3.html?page=2 (дата обращения 12.06.2018 г.)
5. РМГ 64 – 2003. Рекомендации по межгосударственной стандартизации. Государственная система обеспечения единства измерений. Обеспечение эффективности измерений при управлении технологическими процессами. Методы и способы повышения точности измерений. М.: ИПК Издательство стандартов, 2004.
6. Энциклопедия «Техника». М.: Росмэн. 2006.
Military training and research center of the air force "Air force Academy"
FUNCTIONAL INFORMATION REDUNDANCY IN THE ONBOARD EQUIPMENT COMPLEX
A.Y. Savchenko, A.S. Bukirev, A.S. Vasilchenko, E.V. Ozerov
The term of redundancy is defined, which describes such a state of the onboard equipment complex, in which the information obtained in the course of its operation formally exceeds the amount of information necessary for its normal operation without the inclusion of additional funds. The problem of redundancy control in the onboard equipment complex is formulated.
Key words: diagnostic system, functional information redundancy, onboard equipment complex.
УДК 621.73.042
УСТОЙЧИВОСТЬ УДЛИНЯЕМЫХ ЦИЛИНДРИЧЕСКИХ СТЕРЖНЕЙ В УСЛОВИЯХ СДВИГА
1А.Д. Хван, д-р техн. наук; 2Д.В. Хван, д-р техн. наук; 2А.А. Воропаев, канд. техн. наук; 2Ю.Б. Рукин, канд. техн. наук
1Воронежский государственный университет
2Воронежский государственный технический университет
В статье рассматривается решение задачи об устойчивости растягиваемых стержней с учетом влияния деформаций сдвига на основе критерия положительности работы добавочных нагрузок.
125
Установлено, что деформация сдвига увеличивает значение критической накопленной деформации, и в свою очередь уменьшает критическую относительную деформацию, при которой происходит образование «шейки». Решение указанной задачи находится в удовлетворительном соответствии с экспериментальными данными, что свидетельствует о справедливости критерия положительности работы добавочных нагрузок.
При реализации техпроцессов обработки металлов давлением (ОМД), связанных с возникновением растягивающих нормальных напряжений в обрабатываемой заготовке, не всегда удается за одну операцию получать из последней деталь с заданными проектными размерами из-за потери пластической устойчивости. При этом для получения готовой детали заготовку последней подвергают для восстановления пластичности дополнительному высокотемпературному отжигу (один или более раз в зависимости от свойств материала детали). В связи с этим в ОМД придается важное значение разработке критериев оценки пластической устойчивости материала в условиях действия растягивающих напряжений и их экспериментальным обоснованиям [1].
В теории пластичности применяются различные критерии устойчивости [2], среди которых для проектирования техпроцессов ОМД часто используется критерий положительности работы добавочных нагрузок [3].
Целью работы является исследование влияния деформации сдвига на устойчивость удлиняемых цилиндрических стержней с
расчетной длиной ℓ0 и радиусом R0 на основе указанного критерия, имеющего в данном случае вид
dPd + dMdϕ ≥ 0 |
(1) |
Здесь dP,dM – соответственно приращения растягивающей силы P и крутящегося момента M ; dℓ, dϕ - соответственно приращения
длины и угла поворота концевых сечений заготовки.
Устойчивость удлиняемых стержней в работе исследуется на основе решения задачи, представленной в [1]. При этом осевое напряжение σ и касательное напряжение τ принимаются равными
126
σ = σ0(e) ∆;τ = σ0(e) γ(1+ε)ρ/3∆ |
(2) |
Здесь σ0 – интенсивность напряжений; e – накопленная
пластическая деформация; ε, γ – соответственно относительная деформация и сдвиг на поверхности стержня с текущим радиусом R ;
ρ– координата произвольной точки в поперечном сечении стержня;
∆= 
 1+ γ2(1+ε2 )/3ε2ρ2 .
1+ γ2(1+ε2 )/3ε2ρ2 .
Приложенные к стержню нагрузки определяются по соотношениям
R |
|
|
P = 2π∫σρdρ; |
|
|
0 |
|
(3) |
R |
|
|
|
|
|
|
|
|
M = 2π∫ρ2dρ. |
|
|
0 |
|
|
Текущая расчетная длина и угол поворота поперечных сечений друг относительно друга на указанной длине будут соответственно равны
|
|
ϕ = |
|
γl |
l = l0(l +ε); |
, |
(4) |
|
|
|
= cl0 ε(1+ε)2 |
(5) |
|||
|
|
|
|
|
3 |
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
0 |
|
|
где R = R0 |
|
– |
|
|
c = γ ε – |
||
11+ε |
текущий радиус |
стержня; |
|||||
коэффициент, характеризующий отношение угловой деформации на поверхности стержня к относительной деформации последнего.
Малые же изменения этих кинематических параметров будут равны
dl |
|
|
cl |
|
5 |
|
1 |
(6) |
= l dε;dϕ = 0 |
1+ |
|
ε (1 |
+ ε)2 |
||||
|
0 |
|
R0 |
|
2 |
|
|
|
|
|
|
|
|
||||
После подстановки выражений (2-6) в критерий (1) с учетом |
||||||||
соотношения А.Надаи [4] |
|
|
|
|
|
|
|
|
σ0 (e)= Aen = A[ln(1+ ε) ∆2 ]n , |
(7) |
|||||||
|
|
127 |
|
|
|
|
|
|
где A,n – характеристики материала, определяемые статистической
обработкой результатов испытаний на растяжение стандартных образцов [5], получим критерий устойчивости в виде
|
|
|
|
|
|
|
R |
|
|
|
|
|
c |
2 |
(1 |
|
|
|
|
5 |
|
|
R |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
+ ε) 1+ |
2 |
ε |
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
∫A1ρdρ + |
|
|
|
|
|
|
|
|
|
|
∫A2ρ3dρ − K2 = 0 |
(8) |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
3R0 |
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|||||
Здесь |
A |
= |
K1∆22 −[ln(1+ ε) ∆2 ]n B |
; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
1 |
|
|
|
|
|
∆32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
K1(1 |
+ ε)+ |
3 |
[ln(1+ ε) ∆2 ]n ∆22 −[ln(1+ ε) ∆2 ]n (1+ ε)B |
|
|||||||||||||||||||||||||||
A |
= |
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
∆32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
где K |
|
= n[ln(1+ ε) ∆ |
|
|
]n−1 |
|
∆2 |
|
+ |
B |
ln(1 |
+ ε) ; |
|
|
|
|
|
|
||||||||||||||||||
1 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1+ ε |
|
∆2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
R2[ln(1+ ε) |
∆ |
1 |
]n |
|
|
c2 |
|
|
|
|
|
5 |
|
|
|
c2ρ2(1+ε) |
|
||||||||||||||
K |
|
= |
|
0 |
|
|
|
|
|
|
|
|
1+ |
|
|
|
(1+ ε) 1+ |
|
ε |
; |
B = |
|
|
|
; |
|||||||||||
|
2 |
|
|
|
|
2∆ |
1 |
(1+ ε)2 |
|
|
|
|
|
|
3 |
|
|
|
|
|
2 |
|
|
|
2R2 |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|||
|
|
|
|
|
∆1 = |
1+ c2 (1−ε2 )/3 |
; ∆2 = |
1+c2(1−ε2 )ρ2 /3R2 |
. |
|
||||||||||||||||||||||||||
|
Если рассматривается только растяжение (c = 0 ), то из этого |
|||||||||||||||||||||||||||||||||||
соотношения |
|
следует, |
|
|
что |
|
∆1 = ∆2 =1,B = 0 |
и |
критическая |
|||||||||||||||||||||||||||
деформация будет равна eкр = n .
Решением уравнения (8) находят критическое значение относительной деформации εкр , при котором начинается локализация
деформации в заготовке при ее растяжении с кручением.
Величину же критической накопленной деформации рассчитывают по формуле
eкр |
= |
ln2 (1+ εкр )+ |
1c2 |
εкр2 |
(9) |
|
|
|
3 |
|
|
128

Экспериментальную проверку критерия устойчивости (1) проводили на сплошных цилиндрических образцах. При этом нагружение образцов осуществляется в условиях монотонного нагружения в соответствии с зависимостью (5). Для проведения опытов составляется программа с учетом выражения
3
ϕ = c l −l0 l 2 (10)
R0 l0
Согласно данному выражению, задаваясь текущей длиной l > l0
при фиксированном значении коэффициента c , определяли угол
взаимного поворота отстоящих друг от друга на этой длине поперечных сечений стержня в радианах.
При выполнении экспериментов потеря устойчивости (начало появления шейки) образца фиксировали визуально по силомеру испытательной машины определением момента падения растягивающей силы. Фактическое значение критической относительной деформации, при достижении которой происходит потеря устойчивости (образование шейки) в стержне, рассчитывали по формулам
εкр = |
lк −l |
2 |
d0 −dк |
, |
(11) |
|
|
||||||
|
|
|||||
|
l0 |
d0 |
|
|||
где l к ,d к – расчетные текущие |
длина |
и диаметр образца, |
||||
замеренные мерительными инструментами.
Действительное значение деформации сдвига на поверхности образца определяли по соотношению
γ = tgα , |
(12) |
где α – угол между риской, нанесенной до деформирования стержня
вдоль его оси и последней.
Тогда опытное значение критической накопленной деформации в рассматриваемом случае будет определяться по соотношению
eкр = |
|
ez2 + |
1 |
γ2 |
, |
(13) |
|
|
|
3 |
|
|
|
или с учетом выражений ez |
= ln(lк /l0 ) и (12) |
|
||||
129
eкр = |
ln2 lк |
+ |
1tg 2 |
α |
(14) |
|
l0 |
|
3 |
|
|
С целью экспериментальной проверки решения рассмотренной задачи были проведены опыты на цилиндрических образцах диаметром d0 = 15мм и расчетной длиной ℓ0 = 90мм из отожженной при t = 850°C с выдержкой в течении 2-х часов стали 45 со следующими установленными для нее характеристиками кривой
течения, аппроксимированной в виде (7): А =1060 МПа; п = 0,18.
Эксперименты проводились на гидропрессе ZDMU – 30. При этом значение коэффициента с в выражении (5) определялось в первом приближении по формуле
с = tgα εкр |
(15) |
На рисунках 1 и 2 представлены соответственно зависимости критической накопленной и относительной деформации от коэффициента с, характеризующего степень закручивания заготовки, для исследованной стали (сплошная линия – расчетная зависимость; точки – опытные значения критических деформаций).
0,22 |
|
|
|
0.20 |
|
|
|
0,18 |
|
|
с |
0 |
0,4 |
0,8 |
1,2 |
Рисунок 1 - Изменение критической накопленной деформации
130
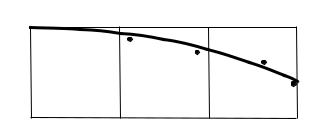
Анализ приведенных данных показывает, что рассмотренный критерий устойчивости достаточно точно (с погрешностью <10% ) подтверждается экспериментом. С увеличением степени закручивания критическая накопленная деформация монотонно возрастает, а критическая относительная деформация убывает. В связи с этим следует отметить, что процесс нагружения одновременным действием растягивающей силы и крутящего момента в условиях обеспечения постоянного значения отношения угловой деформации γ и
относительной ε нельзя использовать для увеличения критической относительной деформации удлиняемого стержня. Эффекта увеличения критической деформации можно достичь, как представлено в [6], только лишь немонотонным нагружением стержня, характеризующемся тем, что указанное выше условие
(c = const ) не будет выполняться.
εкр
0,2
0.1 |
|
|
с |
0 |
0.4 |
0.8 |
|
Рисунок 2 - Изменение относительной критической деформации
Таким образом, результаты сопоставления расчетных и опытных значений критических деформаций позволяют заключить о правомерности полученного решения задачи о осадке (растяжении) с кручением заготовок [1] и широко используемого при исследовании устойчивости пластического деформирования критерия положительности работы добавочных нагрузок.
Выводы.
1. На основе решения задачи о кручении с растяжением цилиндрических стержней сформулировано условие пластической устойчивости последних в соответствии с критерием положительности работы добавочных нагрузок.
131
2. Расчетами и экспериментально установлено, что с ростом сдвиговых деформаций происходит уменьшение относительной критической деформации удлиняемого стержня при нагружении последнего в условиях постоянства отношения угловой деформации к относительной, и в связи с этим рассмотренный процесс нагружения нельзя использовать для увеличения критической деформации заготовки
3. Дано экспериментальное обоснование возможности использования критерия положительности работы добавочных нагрузок при исследованиях пластической устойчивости деформирования в ОМД.
Литература
1.Дель Г.Д. Технологическая механика / Г.Д. Дель - М.: Машиностроение. 1978. – 180 с.
2.Хван Д.В. Технологические задачи пластического кручения / Д.В.Хван, И.Г.Амрахов, А.А.Воропаев, А.Д.Хван – Воронеж: Изд-во ВГУ. 2001. – 160 с.
3.Хван Д.В. Повышение эффективности в обработке металлов
давлением / Д.В.Хван – Воронеж: Изд-во ВГУ, 1995. – 224 с.
4.Малинин Н.Н. Прикладная теория пластичности и ползучести / Н.Н. Малинин - М.: Машиностроение. 1985. – 400 с.
5.ГОСТ 1497-84. Металлы. Методы испытаний на растяжение.
1984. – 110 с.
6. Хван А.Д. Увеличение критической деформации удлиняемых цилиндрических заготовок / А.Д.Хван, А.А.Воропаев, Д.В.Хван, С.В.Пустовалов – М.: Кузнечно-штамповочное производство. ОМД. 2002. № 2. – С. 13-16.
1Voronezh State University
2Voronezh State Technical University
STABILITY OF EXTENDED CYLINDRICAL RODS
UNDER SHIFT CONDITIONS
1A.D. Khvan, 2D.V. Khvan, 2A.A.Voropaev, 2Yu.B. Rukin
In article the decision of a problem on stability of stretched rods taking into account influence of deformations of shift on the basis of criterion of positivity of work of additional loadings is considered. It is established that
132
shift deformation increases value of the critical saved up deformation, and in turn reduces critical relative deformation at which there is "a neck" formation. The decision of the specified problem is in satisfactory conformity with experimental data that testifies to justice of criterion of positivity of work of additional loadings.
Key words: stability of the plastic deformation, the saved up deformation, criterion of positivity of work of additional loadings, tangents and normal pressure, shift deformation, critical deformation.
УДК 539.375
ОПРЕДЕЛЕНИЕ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ПРИ ФОРМООБРАЗОВАНИИ ЛИСТОВЫХ ДЕТАЛЕЙ
Д.О. Бурцев студент; В.И. Корольков д-р техн. наук Воронежский государственный технический университет
Разработан алгоритм расчета предельных деформации многопереходного процесса формообразования листовых деталей, который учитывает начальные характеристики конкретной партии проката и прогнозирует их изменение в процессе деформирования.
Листовой прокат из легких металлических сплавов продолжает находить широкое применение в конструкции летательных аппаратов. Возрастающие требования к качеству обводообразующих поверхностей, стремление к повышению производительности труда, необходимость исключения ручных доводочных работ подтверждают востребованность создания математических моделей, позволяющих описывать процессы пластического деформирования.
При проектировании технологических процессов многопереходного формообразования детали из листа необходимо стремиться к минимальному количеству ступеней деформирования, так как от него напрямую зависит трудоемкость процесса, количество требуемой оснастки и в итоге стоимость. Для этого необходимо с высокой точностью прогнозировать предельные деформации в процессе формообразования на каждом переходе.
В настоящее время для определения предельных деформаций при расчете листа из пластичного материала пользуются диаграммой
133
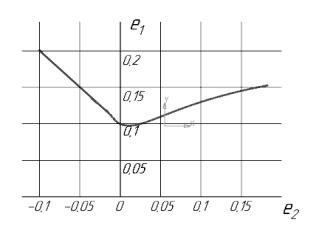
предельных устойчивых деформаций (ДПД), которая соответствует потере устойчивости пластического растяжения, что позволяет сократить число пробных отладочных экспериментов при отработке технологии, снизить расход материала, сократить сроки технологической подготовки производства, повысить достоверность и надежность проектирования [1]. Для прогнозирования технологических отказов необходимо моделирование технологических операций деформирования листа. Считается что изготавливаемая из листа деталь не будет иметь дефектов в виде сосредоточенных утонений, если в проектируемой операции значения деформаций располагаются ниже ДПД, пример которой представлен на рисунке 1.
Рисунок 1 – Диаграмма предельных деформаций
К настоящему времени разработан ряд экспериментальных и расчетных методик построения ДПД для листового материала при различных видах деформированного состояния, характеризуемого отношением главных логарифмических деформаций α, значение которого в процессе каждого перехода считается примерно постоянным.
Сложность определения предельных деформаций состоит в том, что необходимо учитывать историю деформирования, геометрию переходов, положение главных осей анизотропии в процессе
134
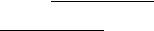
деформирования, а также предварительную и промежуточную термообработку. Также ДПД построенные для материала могут содержать значительные неточности, так как прокат имеет допуски на механические характеристики и одна партия от другой может значительно отличаться, вследствие чего для эффективного использования свойств листа необходимо учитывать особенности каждой партии [2,3].
В разработанном алгоритме используется модель МарцинякаКучинского, где неоднородность листа моделируется бесконечно узкой канавкой. Без учета эффекта Баушингера, можно считать, что на каждом последующем переходе историю деформирования можно
учитывать пересчетом постоянной ε в уравнении кривой течения (1) и |
||
Учитывается |
= В ∙ ( + 0) |
(1) |
параметра неоднородности ∆. |
|
|
|
термообработка на каждом |
переходе путем введения |
параметра эффективности термообработки β, который характеризует степень восстановления свойств листа.
|
Остальная |
последовательность |
|
расчетов |
описана |
в [4] и [5]. |
||||||||||||||||||||||||
|
|
( |
+ |
+ |
|
3 |
е |
|
|
+ |
|
+ |
) |
|
|
|
|
|
|
(1+)(1−) |
|
|||||||||
Итоговое уравнение примет вид (2) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
= |
0 |
|
0 |
|
2 |
|
1 |
|
5 |
|
2 |
|
6 |
|
|
|
|
7 |
|
|
|
( 6 |
+ 4) |
1 |
|
− |
||||
|
|
|
5 |
2 |
+ 6 + 7 |
+ |
|
|
3 |
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
−( |
− |
|
|
|
е ) |
|
2 |
|
(2) |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
0 |
|
|
2 |
|
|
1 |
|
|
|
|
|
|
|
|||
|
где |
|
- отношение |
|
|
|
3 |
по толщине в области канавки и |
||||||||||||||||||||||
на |
удалении от неё; |
|
|
|
|
деформации2 |
|
|||||||||||||||||||||||
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
На |
2 |
4 |
5 |
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
логарифмическая деформация в плоскости листа; |
||||||||||||||||||||||||
|
|
|
е1,– главная, , , m – постоянные, определены в [5]. |
|
||||||||||||||||||||||||||
|
|
|
рисунке |
2 |
|
|
представлено |
сопоставление |
|
результатов |
||||||||||||||||||||
эксперимента и расчетных диаграмм для свежезакаленного листа из сплава 01420. Характеристика листа после обработки результатов на
одноосное |
растяжение |
оказалось |
следующей: коэффициенты |
||
r = 0,56, параметрых |
|
= 0,62, |
х |
0 =0,006. |
|
анизотропии |
= 0,19, |
|
|
= 1,63, параметр анизотропии |
|
кривой течения n = 0,235;
135
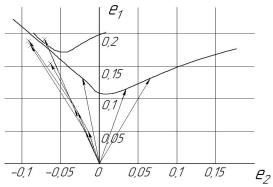
Рисунок 2 – Расчетные диаграммы одно- и двухступенчатого деформирования листа и результаты экспериментов
По результатам сравнения расчетных значений с экспериментальными данными наблюдается превышение найденных аналитическим методом значений над экспериментальными. Причиной этого возможно является то, что применяемая теория течения даёт некоторое завышение предельных деформаций. Максимальное расхождение значений не превышает 23%.
Данные результаты подтверждаются также для сплава АМцМ [6]. Представленный алгоритм имеет программное воплощение. По введенным стандартным характеристикам материала и результатам испытаний на одноосное растяжение программа определяет физическую и геометрическую неоднородность листа, параметры анизотропии, направление максимальной деформации. На основе полученных данных рассчитывается значение предельной деформации, и сравнивается с требуемой. В случае превышения требуемой деформации над максимальной необходимо увеличить число переходов. Этот алгоритм позволяет при проектировании технологического процесса формообразования детали эффективно
распределить деформации по ступеням с необходимым запасом.
Литература 1. Демин В.А. Проектирование процессов толстолистовой
штамповки на основе прогнозирования технологических отказов/ В.А. Демин - М.: Машиностроение, 2002 - 186 с. с ил.
136
2. Дель Г.Д. Анизотропия предельной устойчивой деформации [Текст] / Дель Г.Д., Ратова Н.В., Корольков В.И. // Вопросы авиационной науки и техники: Научн.-техн. сб. Серия Авиационная технология.-М.,1989.-вып.1(10).- С.52-55.
3.Дель Г.Д. Автоматизация проектирования технологических операций листовой штамповки [Текст] / Дель Г.Д., Сотников В.С., Ратова Н.В., Корольков В.И. // Авиационная технология Сб. научноисслед. трудов НИАТ. -Москва, НИАТ, 1991.- С.52-56.
4.Дель Г.Д. Диаграммы предельных деформаций листовых материалов/ Г.Д. Дель, В.П. Осипов, Н.В. Ратова, В.И. Корольков. -
Проблемы машиностроения и надежности машин -М.: Наука, 1990.- №4.-С.81-87.
5. Дель Г.Д. Расчет предельных устойчивых деформаций при растяжении листовых материалов с учетом истории деформирования/ Г.Д. Дель, В.И. Корольков. - Проблемы машиностроения и надежности машин -М.: Наука, 1994.- №1.-С.31-36.
6. Роговский И.С. Исследование двухпереходного пластического деформирования алюминиевого сплава АМцМ/ Роговский И.С., Корольков В.И., Терновский Р.А. - Авиакосмические технологии (АКТ-2016): Тезисы I тура XVII Всеросс. НТК и школы молодых ученых, аспирантов и студентов.– Воронеж: ООО Фирма «Элист», 2016, С.52-53.
Voronezh State Technical University
DETERMINATION OF LIMIT DEFORMATIONS WHEN FORMING FOR SHEET PARTS
D.O. Burtcev, V.I. Korolkov
An algorithm has been developed for calculating the limiting deformations of the multi-transition process of forming sheet parts, which takes into account the initial characteristics of a specific batch of steel and predicts their change in the process of deformation.
Key words: limit deformation, sheet shaping.
137
УДК 536.71
ПЛОТНОСТЬ АЗОТА, КИСЛОРОДА И ИХ СМЕСЕЙ В ДВУХФАЗНОЙ ОБЛАСТИ ЖИДКОСТЬ-ПАР
1А.А. Хвостов, д-р техн. наук; 1А.А. Журавлев, канд. техн. наук; 2А.В. Ряжских, канд. техн. наук, 1С.Ю. Панов, д-р техн. наук 1Военный учебно-научный центр ВВС «Военно-воздушная академия» 2Воронежский государственный технический университет
Аннотация. Представлены интерполяционные многочлены для аппроксимации зависимости плотности азота и кислорода в двухфазной области жидкость-пар в зависимости от температуры насыщения. Приведена методика расчета плотности смесей азота и кислорода в жидком и парообразном состояниях.
Современные типы воздушных судов РФ снабжены бортовыми газовыми системами, играющими важную роль в обеспечении полетов. Основными газовыми системами являются кислородные и азотные системы. В авиации РФ для производства азота и кислорода используются воздухоразделительные установки АКДС-70М, СКДС70, ТКДС-100, в которых разделение атмосферного воздуха на азот и кислород производится методом низкотемпературной ректификации.
В ходе ректификации протекают тепло- и массообменные процессы между паровой и жидкой фазами, заключающиеся в непрерывном перераспределения продуктов ректификации по фазам. Следствием этого является изменение термодинамических свойств паровой и жидкой смесей азота и кислорода.
К числу важнейших термодинамических свойств фаз, находящихся в равновесии, относится их плотность, зависящая от состава фазы, ее температуры и давления [1]. В этой связи для эффективного управления процессом разделения воздуха, а также моделирования и оптимизации низкотемпературной ректификации воздуха необходимо располагать надежными данными о плотности азота, кислорода а также их смесей в двухфазной области жидкостьпар в зависимости от состава смесей и термодинамических условий ректификации.
138

На линии насыщения плотность азотно-кислородных смесей в
жидком ρж |
(кг/м3) и парообразном состоянии ρп (кг/м3) определяют |
||||||||
по условию аддитивности [1]: |
1 |
|
|
|
|||||
|
ρж = |
|
|
|
|
; |
(1) |
||
|
|
x1 |
ρж1 + x2 ρж2 |
||||||
|
|
|
|
|
|
||||
|
ρп = |
|
|
|
|
1 |
, |
|
(2) |
|
|
y1 |
ρп1 |
+ y2 ρп2 |
|
||||
|
|
|
|
|
|
||||
где x1, x2 |
– соответственно, |
массовая доля азота |
и кислорода в |
||||||
жидкости; ρж1 и ρж2 – соответственно, плотность жидкого азота и кислорода, кг/м3; y1, y2 – соответственно, массовая доля азота и
кислорода в паре; ρп1 и ρп2 – соответственно, плотность паров азота
и кислорода, кг/м3.
Имеющиеся литературные данные (в табличной или графической форме) о плотности чистых азота и кислорода в двухфазной области жидкость-пар в зависимости от температуры насыщения зачастую противоречивы, представлены в различных единицах измерения и для весьма узких диапазонов варьирования давления и температуры, что усложняет их анализ и обобщение. Предложенные рядом авторов аналитические зависимости (в виде уравнений состояния) сложны по своей форме и содержат большое количество эмпирических коэффициентов. Некоторые из предлагаемых уравнений предусматривают только численное решение по итерационным алгоритмам [1 – 5].
В этой связи для проведения инженерных расчетов более целесообразным является использование интерполяционных уравнений в виде многочленов k-го порядка, обеспечивающих приемлемую точность вычисления.
Для построения интерполяционных многочленов, аппроксимирующих зависимость плотности азота и кислорода в двухфазной области жидкость-пар в зависимости от температуры насыщения использовали литературные данные [2] (рис. 1, 2). В качестве интерполяционного многочлена принят многочлен k-го порядка
139
k |
|
yk (x)= a0 + ∑a j x j = a0 + a1x + a2x2 +...+ ak −1xk −1 + ak xk , |
(3) |
j=1
где k – степень многочлена; j – порядковый номер степени многочлена; aj – коэффициент многочлена степени k ( j = 0,...,k); x –
температура, К; yk (x) – плотность продукта, кг/м3.
Рисунок 1 - Зависимость |
Рисунок 2 - Зависимость |
плотности |
плотности парообразного азота |
жидкого азота и кислорода |
и кислорода |
Коэффициенты интерполяционного многочлена k-го порядка (3) определяли согласно методу наименьших квадратов (МНК) из условия минимизации критерия F, представляющего собой сумму квадратов отклонений аппроксимирующего многочлена (3) от заданных табличных значений [2]
N |
|
F = ∑(a0 + a1xi + a2xi2 +...+ ak −1xik −1 + ak xik − yi )2 → min |
(4) |
i=1
где N – количество заданных табличных значений (узлов таблицы); i – порядковый номер узла таблицы (i =1,...,N); yi – табличное значение
плотности продукта при температуре xi .
Для определения степени многочлена k, обеспечивающего аппроксимацию табличных данных с приемлемой точностью, использовали итерационный алгоритм, в ходе которого для заданной
140
степени многочлена k, используя МНК, определяли коэффициенты aj ( j = 0,...,k) и остаточную дисперсию
|
|
|
|
N |
(xi |
)− yi ) |
2 |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|||
|
Sост2 |
|
|
∑(yk |
|
|
|
|
(5) |
||||
|
,k = |
i=1 |
|
|
|
|
|
|
|||||
|
|
|
|
+1) |
|
|
|
|
|||||
|
|
|
|
|
N −(k |
|
|
|
|
|
|||
Статистическую значимость различия между остаточными |
|||||||||||||
дисперсиями Sост2 |
,k |
|
и |
Sост2 |
,k+1 |
для |
|
многочленов |
порядка, |
||||
соответственно, k и k+1, устанавливали по критерию Фишера |
|
||||||||||||
|
F = |
|
Sост2 |
,k |
< F |
(p, f , f |
2 |
), |
(6) |
||||
|
|
|
|
|
|||||||||
|
|
|
Sост2 ,k+1 |
кр |
1 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
где Fкр (p, f1, f2 ) – критическое значение критерия Фишера для
принятого уровня значимости p = 0,05 и числе степеней свободы остаточной дисперсии числителя f1 и знаменателя f1.
Расчеты показали (рисунок 3), что увеличение степени аппроксимирующего многочлена (3) приводит к уменьшению величины остаточной дисперсии и снижению критерия Фишера (6). При степени многочлена k = 3 и выше различия между остаточными дисперсиями, в соответствии с критерием (6), оказываются статистически незначимыми. Это позволяет рекомендовать для расчета плотности азота и кислорода в парообразном и жидком состояниях использовать интерполяционную формулу в виде многочлена 3-го порядка
|
|
|
ρ = a |
+ a T + a T 2 + a T 3 |
, |
|
|
(7) |
|||
|
|
|
0 |
1 |
2 |
3 |
|
|
|
a |
|
где ρ – плотность продукта, кг/м3; T – температура насыщения, К; |
, |
||||||||||
a1 , a2 , a3 |
|
|
|
|
|
|
|
|
|
0 |
|
– эмпирические коэффициенты (таблица 1). |
|
|
|
||||||||
Таблица 1 – Значения коэффициентов уравнения (7) |
|
|
|
||||||||
Продукт |
|
a0 |
a1 |
|
|
a2 |
|
|
a3 |
|
|
Аж |
|
1913,7 |
-33,349 |
|
0,3624 |
|
|
-0,0015 |
|
|
|
Кж |
|
2017 |
-20,385 |
|
0,18 |
|
|
-0,0007 |
|
|
|
Ап |
|
-666,31 |
24,523 |
|
-0,3047 |
|
|
0,0013 |
|
|
|
Кп |
|
-269,89 |
9,6577 |
|
-0,1148 |
|
|
0,0005 |
|
|
|
141
Примечания: Аж, Кж – соответственно, азот и кислород жидкий; Ап, Кп – соответственно, азот и кислород парообразный.
Оценкой качества интерполяционных формул вида (7) является средняя относительная ошибка аппроксимации
1 |
N |
yi − yk (xi ) |
|
|
|
|
∆ = |
|
∑ |
|
|
100, |
(8) |
N |
y |
|
||||
|
|
i=1 |
i |
|
|
|
максимальное значение которой составило 4,84 % (рисунок 4, таблица
2).
Значения коэффициентов парной корреляции Rxy (см. таблицу 2) указывают на тесную корреляционную связь между плотностью азота и кислорода в двухфазной области и температурой насыщения.
Таблица 2 – Показатели интерполяционного многочлена вида (7)
|
Коэффициент |
Средняя |
Температура, К |
|
Продукт |
парной |
относительная |
||
(давление, МПа) |
||||
|
корреляции Rxy |
ошибка ∆, % |
||
|
|
|||
Аж |
0,9989 |
0,607 |
65 ÷ 125 |
|
0,0174 ÷ 3,205 |
||||
|
|
|
||
Кж |
0,9995 |
1,08 |
65 ÷ 150 |
|
0,0023 ÷ 4,215 |
||||
|
|
|
||
Ап |
0,9989 |
3,85 |
70 ÷ 120 |
|
0,0386 ÷ 2,516 |
||||
|
|
|
||
Кп |
0,9997 |
4,84 |
73 ÷ 138 |
|
0,011 ÷ 2,55 |
||||
|
|
|
142
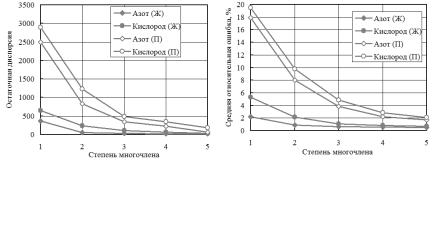
Рисунок 3 - Зависимость |
Рисунок 4 - Зависимость |
остаточной дисперсии от степени |
средней относительной ошибки |
многочлена (3) |
аппроксимации от степени |
|
многочлена (3) |
|
Состав жидкой и паровой фаз азотно-кислородной смеси может быть рассчитан на основании объединенного закона Рауля-Дальтона по известной концентрации одного из компонентов, например азота, и балансовым соотношениям [5, 6]:
y1 = |
|
|
|
α12x1 |
|
; |
|
(9) |
|||
|
1 |
+(α |
|
− |
1)x |
|
|||||
|
|
|
|
|
12 |
|
1 |
|
|
|
|
|
|
|
|
|
y |
|
|
|
|
||
x1 = |
|
|
|
|
1 |
|
; |
(10) |
|||
α |
− |
(α |
12 |
−1)y |
|||||||
|
|
12 |
|
|
1 |
|
|
||||
n |
|
|
|
|
|
|
|
n |
|
||
∑xi |
=1; |
|
|
|
|
∑yi =1, |
(11) |
||||
i=1 |
|
|
|
|
|
|
|
i=1 |
|
||
где α12 – коэффициент относительной летучести, зависящий от давления в ректификационной колонне [6].
Для азота и кислорода связь между давлением насыщенного пара и их температурой насыщения имеет вид уравнения Антуана [7]
lnP |
= 6,7358− 698,22 ; |
(12) |
01 |
T |
|
|
|
|
lnP |
= 7,0771− 846,26 , |
(13) |
02 |
T |
|
|
|
143
где T – температура насыщения, К; P01, P02 – соответственно, давление насыщенных паров азота и кислорода, МПа.
Температура насыщения азотно-кислородной смеси заданного состава может быть рассчитана по уравнению Дальтона [8]
n |
|
∑P0i xi = P , |
(14) |
i=1
где P – давление в ректификационной колонне, МПа. Представленные математические соотношения были реализованы
на ЭВМ в виде подпрограммы расчета плотности смесей азота и кислорода в двухфазной области жидкость-пар в зависимости от температуры насыщения при моделировании тепломассобменных процессов, протекающих испарителе и на контактных устройствах воздухоразделительной установки [9, 10].
Литература
1.Рид Р., Праусниц Дж., Шервуд Т. Свойства газов и жидкостей.
–Л.: Химия, 1982. 592 с.
2.Теплофизические свойства криопродуктов / Л.А. Акулов, Е.И. Борзенко, В.Н. Новотельнов, А.В. Зайцев. СПб.: Политехника, 2012. 243 с.
3.Вассерман А.А. Уравнения для описания фазового равновесия жидкость-пар в бинарных смесях / А.А. Вассерман, А.Г. Слынько,
В.Н. Галкин // Журн. физ. химии. 2014. Т. 88. №12. С. 1881 –1884.
4.Борзенко Е.И. Расчет теплофизических свойств криопродуктов на линии насыщения с повышенной точностью / Е.И. Борзенко, А.В. Зайцев, Н.В. Кудашова // Научный журнал СПбГУНиПТ, 2011. №2. С. 2 –5.
5.Комиссаров Ю.А. Химическая технология: научные основы процессов ректификации. В 2 ч. Часть 1: Учеб. пособие для академического бакалавриата / Ю. А. Комиссаров, Л. С. Гордеев, Д. П.
Вент. – 2-е изд., перераб. и доп. – М.:Издательство Юрайт, 2018. 270 с. 6. Ряжских В.И. Модель фазового перехода в испарителе кубовой жидкости ректификационной колонны воздухоразделительной установки при переменных теплофизических характеристиках / В.И.Ряжских, А.А.Хвостов, А.В.Ряжских, А.А.Журавлев, С.Г.Тихомиров // Математическое моделирование и информационные технологии в инженерных и бизнес-приложениях: сб. матер.
144
междунар. науч. конф. – Воронеж: Издательский дом ВГУ, 2018. С.
273– 284.
7.Ряжских В.И. Расчет давления насыщенных паров
криопродуктов по экспериментальным данным / В.И.Ряжских, А.А.Хвостов, А.А.Журавлев, А.В.Ряжских А.В. // Перспективы развития технологий обработки и оборудования в машиностроении: сб. науч. статей 3-й Всерос. науч.-техн. конф. с межд. участием. / ЮгоЗап. гос. ун-т. Курск: ЮЗГУ, 2018. С. 293 – 296.
8. Хвостов А.А. Уравнение кипения бинарных смесей азота, кислорода и аргона / А.А.Хвостов, А.А.Журавлев, А.А.Богер, Д.И. Целюк // Качество в производственных и социально-экономических системах: сб. науч. тр. 6-ой Международной научно-технической конференции: Юго-Зап. гос. ун-т, В 2 -х томах, Том 2, Курск: ЗАО «Университетская книга», 2018. С. 237 – 239.
9. Ряжских В.И. Модель испарителя кубовой жидкости ректификационной колонны воздухоразделительной установки с переменными теплофизическими характеристиками / В.И.Ряжских, А.А.Хвостов, А.А.Журавлев, А.В.Ряжских, О.А.Семенихин // Математические методы в технике и технологиях: сб. тр. Междунар. науч. конф.: в 12 т. Т. 1 / под общ. ред. А.А.Большакова. – СПб.: Издво Политехн. ун-та, 2018. С. 92 – 95.
10. Хвостов А.А. Математическая модель массообмена на контактных устройствах воздухоразделительной установки /А.А.Хвостов, В.И.Ряжских, А.А.Журавлев, И.А.Казьмин, А.А. Никитченко // Математические методы в технике и технологиях: сб. тр. Междунар. науч. конф.: в 12 т. Т. 1 / под общ. ред. А.А. Большакова. – СПб.: Изд-во Политехн. ун-та, 2018. С. 102 – 105.
1Military training and research center of the air force "Air force Academy"
2Voronezh State Technical University
THE DENSITY OF NITROGEN, OXYGEN AND MIXTURES
THEREOF IN THE TWO-PHASE REGION LIQUID-VAPOR
1A.A. Khvostov, 1A.A. Zhuravlev
2A.V. Ryazhskikh, 1S.Yu. Panov
Abstract. Interpolation polynomials are presented to approximate the dependence of nitrogen and oxygen density in the liquid-vapor two-phase region depending on the saturation temperature. A method for calculating
145
the density of nitrogen and oxygen mixtures in liquid and vapor States is presented.
Key words: nitrogen, oxygen, density, rectification, air separation unit, interpolation polynomial.
УДК 621.892
УЧЕТ ТЕМПЕРАТУРНОЙ ПОГРЕШНОСТИ ПРИ ПРОЕКТИРОВАНИИ НАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ ИНЖЕНЕРНО-АЭРОДРОМНОГО ОБЕСПЕЧЕНИЯ
1В.И. Ряжских, д-р техн. наук; 1А.А. Хвостов, д-р техн. наук; 2А.А. Журавлев, канд. техн. наук; 2Е.А. Шипилова, канд. техн. наук 1Воронежский государственный технический университет 2Военный учебно-научный центр ВВС «Военно-воздушная академия»
В работе рассмотрены вопросы расчета погрешностей, возникающих при расчете нагрева проводников без учета температурной зависимости сопротивления проводника от его температуры. Представлены результаты численных экспериментов и их анализ.
Нагревательные элементы с открытой спиралью широко используются в технике и оборудовании инженерно-аэродромного обеспечения (ИАО). Они входят в состав некоторых типов тепловых аэродромных машин, систем обогрева и кондиционирования помещений, а также систем жизнеобеспечения воздушных судов.
Расчёты геометрии и режима работы нагревательных элементов, как правило, осуществляются без учёта влияния температуры проводника на его сопротивление с использованием значения номинального сопротивления при некоторой «рабочей» температуре [1]. В ряде случаев осуществляется оценка работы проектируемой системы в различных температурных режимах с использованием табличных значений сопротивлений или расчетов сопротивлений по зависимостям, связывающим их с температурой. Действительно, при обогреве больших объёмов воздух, использовании конвективного отвода тепла от проводника или в случае незначительных отклонений
146
температуры включения от рабочей влиянием температуры можно пренебречь. Однако в случае нагрева сравнительно небольших объёмов (когда может осуществляться локальный резкий нагрев проводника), существенной зависимости сопротивления проводника от температуры и т.д. влияние температуры проводника на его сопротивление будет существенным и приведет к росту погрешности расчётов. В этом случае при расчётах и проектировании нагревательных элементов, а также при оценке их динамических характеристик необходимо использовать модель нагрева, учитывающую зависимость сопротивления проводника от температуры.
Рассмотрим открытую спираль в виде однородного проводника, по которому протекает электрический ток [2]. Количество теплоты, которое выделяется в проводнике за счет прохождения электрического тока, расходуется на нагрев проводника и отведение с поверхности конвекцией (излучением при этом пренебрегаем):
I 2Rdt = Gcd (T −T0 )+αF (T −T0 )dt , |
(1) |
где I – сила тока, проходящего по проводнику, А; R – сопротивление проводника, Ом; G – масса проводника, кг; с –
удельная теплоемкость материала проводника, Дж/(кг К); α – коэффициент теплоотдачи, Вт/(м2 К); F – площадь поверхности
теплообмена проводника, м2; T – температура проводника, °С; T0 – начальная температура проводника (равна температуре воздуха,
окружающего проводник), °С; t – время, с.
В дифференциальной форме относительно (T −T0 ) уравнение
описывает нагрев проводника при постоянном сопротивлении без учета температурной поправки.
d (T −T0 ) |
+ |
αF |
(T −T0 )= |
I 2R |
, |
|
|||
|
|
|
|
|
|
||||
dt |
GC |
GC |
(2) |
||||||
|
|
|
|
||||||
T (0)=T0. |
|
|
|
|
|
|
|||
Вводя зависимость сопротивления от температуры |
|
||||||||
|
R = R0 (1+α*(T −T0 )), |
|
(3) |
||||||
147
где R0 - сопротивление проводника при температуре T0 , Ом; α* - температурный коэффициент сопротивления, К-1, запишем уравнение
(2) в следующем виде:
d |
(T −T0 ) |
|
αF |
(T −T0 )= |
I 2R0 (α* (T |
−T0 )) |
, |
|
|||||||||||
|
|
|
|
+ |
|
|
|
|
|
|
|
|
(4) |
||||||
|
dt |
GC |
|
|
GC |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
T (0)=T0. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Решение (4) будет следующим |
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
T (t)= |
|
I |
2 |
R0 |
|
|
|
− |
αF −I 2R0α* t |
|
|
|
|
||||
|
|
|
|
|
|
1−e |
|
GC |
|
|
+T . |
(5) |
|||||||
|
|
αF − I 2R |
α* |
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
||||||
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
При α* = 0 (5) сводится к зависимости с постоянным сопротивлением
|
|
T (t)=T0 |
|
I |
2 |
R |
|
−αF t |
|
|
|
|
|||
|
|
+ |
|
1−e GC |
|
. |
|
|
(6) |
||||||
|
|
αF |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
В установившемся режиме оценим температуру проводника как |
|||||||||||||||
limT |
(t) для (5) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t→∞ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T |
= limT (t)=T + |
|
I 2R |
|
|
|
|
|
||||||
|
|
|
0 |
|
|
, |
(7) |
||||||||
|
|
|
|
|
* |
||||||||||
|
уст |
t→∞ |
|
|
0 |
|
αF − I |
2 |
R0α |
|
|
||||
и limT (t) для (6) |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
t→∞ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tуст = limT |
(t )=T0 |
+ |
I 2R |
. |
|
(8) |
|||||||
|
|
|
|
0 |
|
||||||||||
|
|
αF |
|
||||||||||||
|
|
t |
→∞ |
|
|
|
|
|
|
|
|
||||
Для оценки средней погрешности расчёта температуры спирали без учета температурной зависимости сопротивления проводника от температуры рассчитаем среднюю температуру спирали за время
нагрева τ без учета температурной поправки
|
|
|
|
|
|
|
|
− |
αF |
τ |
|
|
|
|
1 |
τ |
I 2R |
|
1 |
I 2RGC 1 |
−e GC |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||||
T (τ )= |
|
∫0 T (t)dτ =T0 + |
|
− |
|
|
|
|
, |
(9) |
||
τ |
αF |
τ |
α2F 2 |
|
|
|||||||
148

и с её учётом
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
−αF −I 2R0α* |
τ |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
I 2R GC 1−e |
GC |
|
|||
|
|
|
|
= 1 |
τ |
|
|
|
|
|
|
I |
R0 |
|
− 1 |
0 |
|
|
|
|
||||||
|
|
τ |
) |
∫ |
T |
( |
t dτ =T + |
|
|
|
|
|
|
|
|
|
. (10) |
|||||||||
T |
|
|
|
|
|
|||||||||||||||||||||
|
|
( |
τ |
|
) |
0 |
αF − I |
2 |
R0α |
* |
τ |
(αF − I 2R0α* ) |
2 |
|
|
|||||||||||
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
Соответствующие значения в установившемся режиме оценим |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
(t) для (10), и совпали с (8) и (7) |
||||||||||||||||||
как limT |
(t ) |
|
для (9) и |
limT |
||||||||||||||||||||||
|
|
|
t→∞ |
|
|
|
|
|
t→∞ |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
соответственно.
Полученные формулы (5) ÷ (10) приводят к зависимостям для оценок абсолютной погрешности за время нагрева τ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I |
2 |
|
|
|
|
|
|
− |
αF −I 2R0α*τ |
|
I |
2 |
R |
|
|
|
−αF τ |
|
|
|||||
∆T τ |
=T τ |
−T |
t |
) |
= |
|
|
|
|
|
R0 |
|
1 |
−e |
|
|
GC |
|
− |
|
1−e |
GC |
|
|||||||||||||||
αF |
|
|
|
|
|
|
|
|
αF |
, |
(11) |
|||||||||||||||||||||||||||
( ) |
|
( ) |
|
|
( |
|
− I 2R α* |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
средней абсолютной погрешности за время нагрева τ |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
I 2R0 |
|
|
|
|
|
|
|
|
|
|
−αF −I 2R0α*τ |
|
|
|
|
|
|
−αF |
τ |
|
|||||||||
|
|
|
I 2R |
|
|
|
|
|
|
|
I 2RGC |
|
1−e |
|
GC |
|
|
|
|
|
1 |
−e GC |
|
|
||||||||||||||
∆T (τ ) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
= |
|
− |
|
|
|
|
|
|
|
|
|
|
+ |
|
|
|
|
|
|
|
|
|
|
|
|
− |
|
|
2 |
|
2 |
|
, |
|||||
αF |
αF |
− I |
2 |
R0α |
* |
|
τ |
|
(αF − I 2R0α* ) |
2 |
|
α |
F |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(12)
а также абсолютной и относительной погрешности в установившемся режиме
|
|
|
|
|
|
|
|
I 2R |
|
|
I 2R |
|
|
|||||||
ε |
абс = |
lim ∆T (τ ) |
= |
|
|
|
|
− |
|
|
2 * |
|
, |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|||
|
|
τ →∞ |
|
|
|
|
αF |
|
|
|
αF − I R0α |
|
|
|||||||
|
|
|
|
|
|
I 2R |
− |
|
|
I 2R |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
αF |
αF − I |
2R α* |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
ε |
отн = |
|
|
|
|
|
|
|
|
|
|
0 |
|
|
100. |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
T уст |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
(13)
(14)
По формулам (11) ÷ (14) можно оценить возможную погрешность при расчёте, проектировании или оценке статических и динамических характеристик систем управления нагревательными элементами с открытой спиралью.
Проведена серия вычислительных экспериментов на примере конвективного теплообмена между воздухом и нагретой открытой
149
спирали при протекании по ней электрического тока [3, 4]. Проведено
исследование зависимостей (11) ÷ (14) на предмет чувствительности ошибки расчётов без учёта температуры к изменению параметров,
входящих в (11) ÷ (14) и которые могут варьироваться в процессе проектирования или расчёта нагревательного элемента.
В качестве объекта моделирования принята электрическая спираль, изготовленная из никель-хромового сплава нихром Х20Н80.
На рисунках 1и2 представлены результаты моделирования процесса нагрева открытой спирали.
Расчётная погрешность расчёта температуры нагрева без учета температурной поправки в установившемся режиме составила 3,97 0С, что составит относительно предельного значения (161,48 0С) 2,5%.
Рисунок 1 |
Рисунок 2 |
Рисунок 3 |
Рисунок 4 |
150
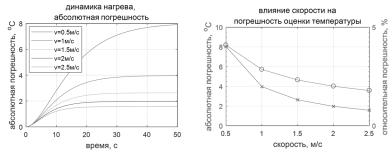
Рисунок 5 |
Рисунок 6 |
|
Как видно из представленных на рисунках 1, 2 и в табл |
ице 4 |
|
данных, в процессе |
нагрева погрешность расчётов без |
учёта |
температурной зависимости сопротивления проводника для заданных условий нагрева начинает увеличиваться, принимая по истечении некоторого времени постоянное значение.
По данным, представленным на рисунках 3, 4 можно сказать, что с увеличением диаметра спирали относительная и абсолютная ошибки расчетов в установившемся режиме снижается. То есть при расчете температурного режима тонких спиралей следует учитывать температурный коэффициент сопротивления и для оценки динамики нагрева использовать формулу (5). Расчет по формуле без учета температурной поправки приведет к существенным погрешностям. Для относительно толстых спиралей (определяется также материалом спирали) зависимость сопротивления от температуры можно не учитывать.
Результаты, представленные на рисунках 5, 6 показывают, что с увеличением скорости воздуха погрешность расчета в установившемся режиме снижается. Таким образом, в условиях активного конвективного теплообмена с окружающей средой температурной поправкой можно пренебречь, однако в условиях низкой интенсивности теплообмена погрешности расчетов без учета температурной поправки могут привести к существенным погрешностям.
Полученные аналитические зависимости и результаты моделирования показали, что введение температурной поправки в ряде случаев позволяет существенно снизить погрешность расчетов.
151
Прогноз возможных погрешностей по зависимостям (11) – (14) позволяет оценить целесообразность введения поправки для конкретных расчётных задач. Представленные зависимости позволяют учитывать влияние режима обдува, типа материала и геометрию спирали на погрешность расчетов. Это позволит оценить необходимость температурной поправки в случаях, когда критично время нагрева (системы жизнеобеспечения транспортных средств и воздушных судов), а также для оценки динамических свойств объекта управления при синтезе систем управления нагревательными элементами.
Литература 1. Козлов А.В. Сравнительный анализ характеристик открытых
спиралей и ТЭНов в составе электронагревательных приборов. Ч. 1. Расчет тепловых полей в стационарных и нестационарных режимах / А.В.Козлов, А.С.Шаповалов, В.Я.Явчуновский // Вопросы прикладной физики. Саратов: Изд-во Сарат. ун-та. Вып. 15., 2008.- с.53-58.
2. Струпинский М.Л. Проектирование и эксплуатация систем электрического обогрева в нефтегазововой отрасли / М.Л. Струпинский, Н.Н. Хренков, А.Б. Кувалдин. – М.: Инфра-Инженерия, 2015. – 272 с.
3. Хвостов А.А., Журавлев А.А., Целюк Д.И., Журавлев Е.А. Моделирование нагрева однородного электрического проводника протекающим током // Техника и безопасность объектов уголовноисполнительной системы: сборник материалов Международной научно-практической межведомственной конференции / ФКОУ ВО Воронежский институт ФСИН России. Воронеж: Издательскополиграфический центр «Научная книга», 2016. – С. 328 – 329.
4. Хвостов А.А. Моделирование нестационарного теплового режима нагрева открытой спирали / А.А. Хвостов, А.А. Журавлев, Д.И. Целюк // Научный вестник ВГАСУ. Серия: Информационные технологии в строительных, социальных и экономических системах/ Воронеж. ГАСУ. - Воронеж, 2017. – № 1 – С. 54 – 58.
152
1Voronezh State Technical University
2Military training and research center of the air force "Air force Academy"
ACCOUNTING OF THE TEMPERATURE ERROR WHEN DESIGNING THE HEATING ELEMENTS OF EQUIPMENT OF
ENGINEERING AND AERODROMIC ENVIRONMENTAL
EQUIPMENT
1V.I. Ryazhskikh, 2A.A. Khvostov, 2A.A.Zhuravlev, 2E.A.Shipilova
The paper considers the issues of calculating the errors that arise when calculating the heating of conductors without taking into account the temperature dependence of the resistance of the conductor on its temperature. The results of numerical experiments and their analysis are presented.
Key words: the heating of conductors, the resistance of the conductor on its temperature.
УДК 621.1.013
ЛОКАЛЬНЫЕ ТЕМПЕРАТУРЫ ФАЗ ДВИЖУЩЕЙСЯ СУСПЕНЗИИ В ОБОГРЕВАЕМОМ ПЛОСКОМ КАНАЛЕ
А.В. Ряжских, канд. физ.-мат. наук, И.Н. Качкин, магистрант Воронежский государственный технический университет
Аннотация: В предположении справедливости гипотезы взаимопроникающих континуумов для движущейся однонаправленно суспензии в обогреваемом плоском канале синтезирована математическая модель идентификации локальных температур фаз при граничных условиях второго рода без учета стратификации и седиментации в виде начально-краевой задачи для системы параболических уравнений. Получено аналитическое решение.
Ключевые слова: cуспензия, плоский канал, теплообмен, граничные условия второго рода, аналитическое решение
В отличие от теплообмена в гомогенных средах [1] описание переноса теплоты в гетерогенных потоках пока еще представляет определенные трудности [2]. Поэтому получение математических моделей, учитывающих дисперсность потока, является актуальным.
153
В рамках корректного использования гипотезы взаимопроникающих континуумов для описания теплового взаимодействия дисперсной и дисперсионной фаз суспензии, движущейся в обогреваемом плоском канале, без учета стратификации и седиментации частиц, с допущением об однонаправленности в аксиальном направлении течения, получена система модельных уравнений:
∂Tf |
|
= Pe−f |
1 |
∂2Tf |
|
+ |
Nu f |
ϕξ2 (ΛTs −Tf ); |
(1) |
|||||||
∂Z |
|
|
2 |
|
|
|
||||||||||
|
|
|
|
∂X |
|
|
|
Pef |
|
|
|
|
|
|||
∂T |
|
−1 |
∂2T |
|
|
Nu f |
2 |
(Tf −ΛTs ); |
|
|||||||
s |
|
|
s |
|
|
|
|
|
|
|
||||||
∂Z |
|
= Pes |
|
∂X 2 |
+ |
|
ξ |
|
(2) |
|||||||
|
|
Pe |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
s |
|
|
|
|
|
||
Tf (X ,0) = Ts (X ,0) = 0; |
|
|
|
(3) |
||||||||||||
∂Tf (0,Z ) |
|
= −1; |
∂Ts (0,Z ) |
= 0 ; |
(4) |
|||||||||||
|
∂X |
|
|
∂X |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
∂Tf (1,Z ) |
=1; |
∂Ts (1,Z ) |
= 0; |
(5) |
||||||||||||
|
∂X |
|
||||||||||||||
|
|
|
|
|
|
|
∂X |
|
|
|
|
|
||||
где Z, X – безразмерные аксиальная и поперечная декартова координаты, отнесенные к ширине плоского канала; Tf , Tf –
относительные температуры жидкой среды и частиц суспензии; Pe f , Pes – числа Пекле для дисперсионной и дисперсной фаз; Nu f –
локальное число Нуссельта на границе жидкость-частица; ξ – отношение ширины плоского канала к характерному размеру частиц;
Λ– отношение коэффициентов теплопроводности фаз суспензии;
ϕ– отношение объемных долей фаз.
Решение системы (1) – (5) получено последовательным применением одностороннего интегрального преобразования Лапласа [3] по переменной Z и конечного интегрального преобразования косинус – Фурье [4] по переменной X:
∞
Ts (X ,Z )= F0 (Z )+ 2∑Fn (Z )cos(πnX );
n=1
154
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
∞ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tf (X ,Z )= Φ0 (Z )+ 2∑Φn (Z )cos(πnX ); |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n=1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
где |
|
|
|
|
|
|
|
|
|
|
|
|
e(s) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
(Z ) = |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
(a |
|
|
|
|
|
|
|
|
)Z |
|
|
|
|
|
K |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
F |
|
|
|
n |
|
|
|
|
1− exp |
|
− |
|
|
n |
+ b |
|
|
ch |
|
|
n Z |
|
|
− |
|
|
|
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
n |
|
|
|
|
|
anbn |
|
− c |
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
− |
a |
|
|
+ b |
exp |
|
− |
|
1 |
(a |
|
|
+ b |
|
)Z |
|
sh |
|
|
K |
|
|
Z |
|
|
; |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
n |
|
|
|
n |
|
|
|
n |
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Kn |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
Φ |
|
|
|
(Z ) = e |
( f |
) |
(a |
b |
−b |
2 |
− |
2c)exp |
|
− |
1 |
(a |
|
|
+b |
)Z |
|
|
|
|
|
K |
n Z |
|
|
||||||||||||||||||||||||||||||||||||||||
n |
|
|
|
|
|
|
|
|
|
|
|
|
n |
|
sh |
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
n |
|
|
|
|
n |
|
n |
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
(a b −c)K |
|
|
|
|
|
|
|
|
|
b |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
(a |
|
|
|
|
|
|
)Z |
|
|
|
|
|
K |
|
|
|
|||||||||||||||||||||||
|
|
|
n |
+ |
|
|
|
|
|
|
|
n |
|
|
|
1−exp |
|
|
− |
|
|
|
n |
+b |
|
sh |
|
|
n |
Z |
|||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
n n |
|
|
|
|
|
|
|
|
|
anbn −c |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
2 |
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
(s) |
|
|
|
−1 |
|
|
|
n |
|
|
|
Nu f |
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
−1 |
|
|
|
|
|
|
2 |
|
|
Nu f |
|
|
|
2 |
|
|
||||||||||||||||||||||
e |
|
|
|
= Pe |
f |
|
(−1) |
|
+1 |
|
|
|
|
|
|
ξ |
|
|
; a |
n |
= Pe |
f |
|
|
(πn) |
|
+ |
|
|
|
|
|
|
|
ϕξ |
|
|
; |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Pes |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Pef |
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
b |
|
= Pe−1 (πn) |
2 |
+ |
|
Nu |
f |
ξ2Λ ; |
|
|
c = |
|
Nu2f ξ4ϕΛ |
; |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
n |
|
|
|
|
|
s |
|
|
|
|
|
|
|
|
|
|
|
|
Pes |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Pef Pes |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
( |
f ) |
|
|
|
|
|
−1 |
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
e |
= Pe |
|
|
|
|
|
|
|
|
|
|
; K |
|
|
= |
|
|
|
(a |
|
|
− b |
|
) |
2 |
+ 4c . |
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
f |
|
(−1) |
|
+1 |
n |
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Полученное решение в явном виде для локальных полей температур фаз суспензии позволяет оценить коэффициент теплоотдачи, что позволит прогнозировать функционирование различных технических систем.
Литература
1.Bejan A. Convection heat transfer. – NY: John Wiley & sons, inc., 2004. – 673p.
2.Morel C. Mathematical modeling of disperse two-phase flows. – NY: Springer, 2015. – 350p.
155
3.Деч Г. Руководство к практическому применению преобразованию Лапласа и z-преобразования. – М.: Наука, 1971.–288с.
4.Снеддон И. Преобразования Фурье. – М.: Изд-во иностранной
литературы, 1955. – 667с.
Voronezh State Technical University
LOCAL TEMPERATURES OF PHASES OF MOVING SUSPENSION IN A HEATED FLAT CHANNEL
A.V. Ryazhskih, I.N. Kachkin
Assuming the hypothesis of interpenetrating continua for a unidirectionally moving suspension in a heated flat channel, a mathematical model is created for identifying local phase temperatures under the boundary conditions of the second kind without stratification and sedimentation as an initial-boundary value problem for a system of parabolic equations. An analytical solution was obtained.
Key words: suspension, flat channel, heat transfer, boundary conditions of the second kind, analytical solution
УДК 621.7-97: 621.793.74
ВЛИЯНИЕ КИНЕМАТИКИ ПЛАЗМЕННОГО НАПЫЛЕНИЯ НА ТЕПЛОВЫЕ ПРОЦЕССЫ В КОМПОЗИЦИИ
«ПОКРЫТИЕ–ОСНОВА»
2Г.И. Трифонов, соискатель; 1С.Ю. Жачкин, д-р техн. наук 1Воронежский государственный технический университет,
2Военный учебно-научный центр ВВС «Военно-воздушная академия»
Работа посвящена проблеме моделирования плазменного напыления, в частности составлению уравнений по прогнозированию температуры нагрева поверхности детали. Также рассмотрено влияние кинематики движения инструмента на распределение температурных диапазонов на винтовой поверхности детали.
Введение Известно [1-3], что покрытия, получаемые плазменным
газотермическим методом, позволяют существенно повысить
156
эксплуатационные свойства контактных поверхностей деталей различных изделий промышленности.
Защитные свойства плазменных покрытий и их качество определяются физико-химическими характеристиками порошковых материалов и материала детали, характеристиками средств технологического оснащения процесса, кинематической схемой и режимами напыления и, как показывают многочисленные исследования, в конечном счете, деформационными, тепловыми и топохимическими явлениями при взаимодействии частицы порошка с поверхностью [1].
Следовательно, при разработке технологической карты по нанесению плазменного покрытия можно выделить проблемы, характеризующие конкретную деталь и её функциональный слой. В частности, появляется необходимость моделирования уравнений по прогнозированию кинематических режимов плазменного напыления и их влияния на температуру нагрева сложнопрофильной поверхности детали.
Целью данной работы является анализ влияния кинематических режимов на формирование плазменного покрытия, а также разработка уравнений по прогнозированию нагрева винтовой (сложнопрофильной) поверхности обрабатываемой детали.
Теоретическая часть При газотермической обработке одним из важных факторов
является степень точности назначения кинематики движения инструмента (плазмотрона) относительно обрабатываемой поверхности. Это связано с тем, что время нанесения единицы площади поверхности и толщина получаемого плазменного покрытия напрямую зависят от кинематики движения распылителя.
Основываясь на работах А.Ф. Пузрякова [2] и А.Ф. Ильющенко [3], была составлена таблица определения скорости перемещения плазмотрона для типичных поверхностей тел вращения.
Таблица 1 - Определение скорости перемещения плазмотрона
№ |
Типовая |
Уравнение |
скорости |
п/п |
поверхность |
перемещения плазматрона |
|
157
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
1 |
|
|
Дисковая |
|
|
dρ 2 |
|
|
2 dϕ 2 |
||||||
|
|
|
v = |
( dt ) |
|
+ ρ |
( dt ) |
|
|
||||||
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(dρ )2 |
+ ρ |
2 (dϕ)2 + |
|||||||
2 |
|
|
Коническая |
|
v = |
dt |
|
|
|
dt |
|
|
|
|
|
|
|
|
|
|
|
+ (dz )2 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
dt |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
Цилиндрическа |
|
|
2 |
dϕ |
|
2 |
dz |
2 |
|
|
|
|
|
я |
|
|
v = ρ ( dt |
) +(dt ) |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
Винтовая |
|
|
2 |
dϕ |
|
2 |
dz |
2 |
|
|
|
|
|
|
|
v = |
ρ |
( dt |
) +(dt ) |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||||
Описание |
|
кинематики плазменного |
напыления для типичных |
||||||||||||
|
|
dϕ |
|
|
|
|
|
|
|
|
|
|
dz |
||
поверхностей: |
|
dt – скорость вращения обрабатываемой детали, dt |
|||||||||||||
|
|
|
|
|
|
|
|
d ρ |
|
|
|
|
|
||
– продольная скорость перемещения инструмента, dt |
– радиальная |
||||||||||||||
скорость перемещения инструмента, ρ, φ, z – цилиндрические координаты.
Опираясь на описание и технологию изготовления деталей с винтовой поверхностью, а также на геометрию развертки винтовой линии, выведем необходимые выражения для описания поверхности напыления.
Так как винтовые линии развертываются в концентрические дуги при одинаковом центральном угле, то, следовательно, [4]:
r1 = c
R1 C
r1 = Cacc
− (1)
R1 = r1 + a
где r1 и R1 – радиусы дуг (мм), с – длина витка внутренней винтовой линии (мм), С – длина витка внешней винтовой линии (мм), а – ширина винтовой поверхности (мм).
158
α = |
С −с |
|
||
R |
−r |
|
||
Учитывая уравнение угла выреза |
[4], ширину |
|||
1 |
1 |
|||
винтовой поверхности а и крутизну подъема φ1 [5], выводим уравнение напыления винтовой поверхности детали:
q = a −∆ = |
C −C1 |
= |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
α |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D |
2 |
(1 |
+tgϕ |
|
)− D |
2 |
(1+tgϕ |
|
|
||||
|
π |
|
|
|
|
) |
||||||||
= |
|
|
|
|
|
|
1 |
1 |
|
|
1 |
|
|
|
|
|
|
|
|
|
α |
|
|
|
(2) |
||||
|
|
|
|
|
|
|
|
|
|
|||||
где ∆ – значение |
ширины |
|
винтовой поверхности, не |
|||||||||||
подвергающееся напылению (мм), С1 – длина витка внешней винтовой линии, не подвергаемая плазменному напылению (мм), D – внешний диаметр винтовой линии (мм), D1 – диаметр винтовой линии, не подвергаемый плазменному напылению (мм).
Осуществим преобразования:
|
|
|
|
|
|
|
|
|
||
|
|
|
|
π ( |
|
) 2 |
|
|
||
|
1 |
D2 (1+tgϕ1 )− D12 (1+tgϕ1 ) |
|
|
||||||
|
+ |
|
|
|
|
|
|
|||
|
|
α |
|
|
|
|||||
dϕ |
|
|
|
|
|
|
× dz1 |
|
||
= |
|
|
|
|
|
|
(3) |
|||
dt |
|
|
|
|
|
β |
|
|
dt |
|
Учитывая составленное уравнение (3), моделируем уточненное уравнение кинематики инструмента (плазмотрона) для винтовой поверхности детали [6]:
|
|
|
|
|
|
|
|
|
||
|
( π ( |
|
|
) /α)2 |
|
|
|
|
||
D2 (1+tgϕ1 )− D12 (1+tgϕ1 ) |
+ |
|
|
|
||||||
v = |
|
|
β2 |
|
(4) |
|||||
|
|
|
|
|||||||
( π ( |
|
|
) /α)4 |
|
|
|
||||
+ |
|
D2 (1+tgϕ1 )− D12 (1+tgϕ1 ) |
+1× |
dz |
||||||
|
|
|
|
|
|
1 |
|
|||
|
|
β2 |
|
|||||||
|
|
|
|
|
|
dt |
||||
Корректируя уравнение движения плазмотрона v (4) относительно продольной скорости перемещения инструмента, получаем:
159
dz1 |
= |
|
βv |
|
(5) |
|
|
|
|
||||
dt |
q6 + β2 |
|||||
|
|
|
|
Исследования и результаты Опираясь на работы [7,8], запишем систему уравнений, которая
обобщенной форме описывает нагрев поверхности материала детали плазменной дугой:
q1 = qK + qЛ + qe |
(6) |
qK = a1 (Tплаз −Tпов ) |
qл = ξ1ξ2 ×σcTП4
где q1 – нагрев материала поверхности детали плазменной дугой (Дж); qK – конвективный теплообмен (Дж); qЛ – лучистый теплообмен (Дж); qе – нагрев от электрического тока (Дж); a1 – коэффициент температуропроводности (м2/с); Tплаз – температура плазменной дуги на внешней границе пограничного слоя (К); Tϭпов – температура поверхности (К); ξ1 – интегральная поглощательная способность поверхности; ξ2 – степень черноты плазмы; с – постоянная Стефана-Больцмана; TП - температура плазмы (К).
Поскольку в рассмотренной системе уравнений все величины экспериментально определимы, и установить их значение можно как лабораторными испытаниями, так и с помощью справочных данных, то переходим к величине, которая нуждается в более подробном математическом анализе, а именно к температуре нагрева напыляемой детали.
Уравнение процесса распространения тепла в обрабатываемой детали от мощной быстродвижущейся плазменной струи, имеет вид
[8]:
|
|
|
|
|
z |
2 |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
||||
|
Q |
|
exp |
|
|
|
|
||
T − T = |
× |
|
|
4at |
|
||||
|
|
|
|
|
|
|
|
||
0 |
2πλv |
|
|
t(t0 + t) |
(7) |
||||
где Т – температура нагрева детали (К); у, z – ширина и глубина пятна нагрева (мкм); t – время (с); t0 – длительность распространения фиктивного источника (с); То - температура тела (К); Q – эффективная мощность плазменной дуги (Вт); υ – скорость перемещения источника теплоты (плазмотрона).
160

По мере увеличения скорости перемещения плазмотрона максимум температуры сдвигается к краю нагрева. Если тепловой источник движется с постоянной скоростью, то через определенный промежуток времени температурное поле вокруг движущегося источника стабилизируется [9].
Поэтому воспользуемся ранее разработанной коллективом авторов системой уравнений, а именно выражением, описывающим кинематику движения распылителя относительно винтовой поверхности.
Стоит учитывать, что не вся теплота дуги затрачивается на плазменное напыление детали. Значительная часть ее расходуется на теплоотдачу в окружающую среду, расплавление порошка в струе, разбрызгивание и т.п.
В итоге получаем уравнение по определению температуры нагрева поверхности детали с учетом кинематики движения плазмотрона и профиля напыляемой поверхности детали:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(8) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
z2 |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Q |
|
|
|
|
|
|
|
|
|
exp |
|
|
|
|
|
2α |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
T = |
|
|
|
|
|
|
|
|
|
|
|
|
× |
|
4a1t |
+T0 |
|
× |
|||||||
|
( π ( |
|
|
|
) |
/α ) |
|
|
|
|
|
|
t(t −t) |
сρL |
|||||||||||
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
D2 (1+tgϕ1 )− D12 (1+tgϕ1 ) |
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2πλ |
|
( π ( |
|
β2 |
|
|
|
|
/α ) |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
) |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
+ |
|
D2 (1+tgϕ1 )− D12 (1+tgϕ1 ) |
|
+1× |
dz |
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
2 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
β |
|
|
|
|
|
|
|
|
dt |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
где L – толщина стенок винтовой поверхности (мм); α – коэффициент теплоотдачи в общем случае он отражает совместное действие (αк) конвекции и излучения (αр): α = αк + αр [10].
Выводы. Проведен анализ теплопроводности при плазменном напылении, определено влияние кинематических режимов плазменной обработки на геометрию зоны оплавления винтовой поверхности детали, а также разработано усовершенствованное уравнение нагрева поверхности детали.
Приведенные зависимости можно использовать при отработке процесса нанесения плазменного напыления на автоматических
161
установках при напылении винтовых деталей со сложной произвольной образующей [11].
Литература 1. Трифонов Г.И. Математическое моделирование и расчет
технологических параметров плазменного напыления порошка оксида алюминия [Текст] / Г.И. Трифонов, С.Ю. Жачкин // Авиакосмические технологии (АКТ-2017): Труды XVIII Международной научнотехнической конференции и школы молодых ученых, аспирантов и студентов. – Воронеж: ООО Фирма «Элист»; 2017. – С. 319-325.
2. Пузряков А.Ф. Теоретические основы технологии плазменного напыления [Текст] // Учеб. пособие по курсу «Технология конструкций из металлокомпозитов». 2-е изд., перераб. и доп. – М.: Изд-во МГТУ им. Н.Е. Баумана, 2008. – 360 с.
3.Ильющенко А.Ф. Процессы формирования газотермических покрытий и их моделирование / А.Ф. Ильющенко, А.И. Шевцов, В.А. Оковитый, Г.Ф. Громыко // Минск: Беларус. навука, 2011. – 357 с.
4.Григорьев А.М. Винтовые конвейеры // М.: Машиностроение,
1972. – 184 с.
5.Гевко Б.М. Технология изготовления спиралей шнеков // М. – Львов: Вища шк. Изд-во при Львов, ун-те, 1986. – 128 с.
6.Жачкин С.Ю. Моделирование кинематики плазменного напыления на сложнопрофильные поверхности [Текст] / С.Ю.
Жачкин, Г.И. Трифонов, М.Н. Краснова, Н.А. Пеньков // Труды ГОСНИТИ. – 2017. – Т. 128. – С.133-139.
7.Балановский А.Е. Плазменное поверхностное упрочнение металлов // Иркутск. Изд-во ИрГТУ.- 2006. – 180 с.
8.Головин С.И. Математическая модель сверхзвукового воздушноплазменного напыления / С.И. Головин, В.А. Аверченко, Л.Г. Попович, А.Ф. Пузряков // Сварочное производство. 2008. №2. С. 16-21.
9.Лещинский Л.К. Плазменное поверхностное упрочнение / Л.К. Лещинский, С.С. Самотугин, И.И. Пирч, В.И. Комар – К.: Тэхника,
1990. – 109 с.
10. Язовских В.М. Математическое моделирование и инженерные методы расчета в сварке: в 2 ч. Ч2. Тепловые процессы при сварке и моделирование в пакете MathCad // – Пермь: Изд-во Перм. гос. техн. ун-та, 2008. – 119 с.
162
11. Кутателадзе С.С. Основы теории теплообмена. Изд. 5-е перераб. и доп. – М.: Атомиздат, 1979. 416 с.
1Voronezh State Technical University
2Military training and research center of the air force "Air force Academy"
THE INFLUENCE OF THE KINEMATICS OF A PLASMA SPRAY FOR THERMAL PROCESSES IN COMPOSITION
"COVERAGE–BASED»
2G.I. Trifonov, 1S.Yu. Zhachkin
The work is devoted to the problem of modeling of plasma deposition, in particular, the preparation of equations for predicting the temperature of heating the surface of the part. The influence of the kinematics of tool motion on the distribution of temperature ranges on the screw surface of the part is also considered.
Key words: plasma spraying, mathematical model, technological parameters, screw surface, kinematics, thermal conductivity.
УДК661.935
ОЦЕНКАВЛИЯНИЯЭФФЕКТИВНОСТИОХЛАЖДЕНИЯ ДРОССЕЛЬНОГОПОТОКАВИСПАРИТЕЛЕАЗОТНОЙКОЛОННЫ ВОЗДУХОРАЗДЕЛИТЕЛЬНОЙУСТАНОВКИТКДС-100В
НАЕГОПАРОСОДЕРЖАНИЕ
А.М. Кокарев, адъюнкт,М.И. Слюсарев, д-р техн. наук Военный учебно-научный центр ВВС «Военно-воздушная академия»
Из предположения об уменьшении эффективной поверхности теплопередачи испарителя азотной колонны воздухоразделительной установки ТКДС-100В проведена оценка температуры основного потока перед его дроссельным охлаждением. С учетом возможных вариаций температуры и перепада давлений рассчитаны термодинамические параметры и паросодержание дроссельного потока на входе в колонну высокого давления. Полученные результаты позволяют обосновать условия стабилизации давления в ректификационной колонне и могут быть использованы при моделировании статических и динамических режимов работы блока разделения воздуха.
163
Для снабжения воздушных судов продуктами разделения воздуха используют транспортабельную кислородоазотодобывающую станцию ТКДС-100В. Опыт ее эксплуатации показал на нестабильный характер ее работы после выхода на рабочий режим, что требует от обслуживающего персонала постоянных регулировочных воздействий для поддержания на нужном уровне параметров процесса, указанных в руководстве по эксплуатации [1].
Было отмечено, что изменение уровня жидкости в кубе азотной колонны обычно сопровождается противоположными вариациями значений давления в ректификационном аппарате. При показаниях шкалы уровнемера испарителя колонны I меньше 200 мм, снижение уровня кубовой жидкости нередко вызывает аварийный сброс давления, что уменьшает производительность воздухоразделительной установки (ВРУ).
С учетом экспериментальных данных и на основе анализа протекающих в ректификационной колонне процессов можно сделать предположение, что при низких значениях уровня кубовой жидкости ухудшаются условия для ее циркуляции и не исключена возможность того, что часть теплопередающей поверхности окажется в сепарационном пространстве испарителя. Указанные факторы, особенно последний, снижают средний по поверхности теплообмена коэффициент теплопередачи k и эффективность охлаждения дроссельного потока в испарителе азотной колонны, результатом чего является повышение температуры сжатого воздуха перед его дросселированием.
Согласно [1] давление сжатого воздуха на жидкостных режимах работы ВРУ составляет 15-20 МПа, а в азотной колонне - 0,4 - 0,6 МПа. С учетом [1] и данных НПО ГЕЛИЙМАШа температуру дроссельного потока на выходе из змеевика испарителя колонны высокого давления можно принять равной T1 = 102 К, что будет соответствовать двухфазной области состояния воздуха после дросселирования. В связи с этим с увеличением температуры доля пара в дроссельном потоке, поступающем в ректификационную колонну, также будет возрастать, что будет причиной повышения давления в колонном аппарате.
Если уровень кубовой жидкости опустится ниже верхней кромки змеевика, то суммарным эффектом наблюдаемых явлений формально
164
можно считать уменьшение эффективной площади теплообмена в предположении неизменных значений коэффициента теплопередачи k и средней разности температур. Как показали наши расчеты, при таком подходе к рассмотрению тепловой нагрузки змеевика снижению поверхности теплопередачи примерно на 20 % будет соответствовать возрастание температуры сжатого воздуха на выходе из теплообменника на величину около 10 К.
Изменение паросодержания дроссельного потока оценивали при следующих исходных данных: давление сжатого воздуха P1 после компрессора составляло 20 и 17 МПа, давление P2 в ректификационной колонне изменяли от 0,4 до 0,6 МПа, а температуру T1 потока перед дросселем принимали равной в пределах от 102 до 112 К.
Процесс дросселирования протекает при постоянном значении энтальпии рабочего тела. Расчет энтальпии воздуха в зависимости от давления и температуры возможен, если воспользоваться уравнением состояния в вириальной форме [2]:
|
|
|
|
|
|
|
|
N M |
i |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Z =1 |
+ ∑∑bij |
wi |
, |
|
|
|
|
|
|
(1) |
|
|
|
|
|
|
|
|
|
i=1 j=0 |
τ |
|
|
|
|
|
|
|
|
|
где |
Z = |
P |
|
– |
коэффициент сжимаемости; |
bij – |
коэффициент |
|||||||||||
ρ |
R T |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
разложения; |
w = |
ρ |
; |
– |
приведенная |
плотность; |
τ = |
Т |
|
– |
||||||||
ρкр |
Ткр |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
приведенная температура; ρкр ,Ткр |
– |
критические |
плотность |
и |
||||||||||||||
температура, R - газовая постоянная. |
|
|
|
|
|
|
|
|
|
|||||||||
|
Тогда энтальпия рабочего вещества с использованием |
|||||||||||||||||
уравнения (1) определится выражением [2]: |
+ j)bij |
wj . |
|
|
|
(2) |
||||||||||||
|
|
|
|
|
|
|
h = h0 + RT ∑∑(i |
|
|
|
||||||||
|
|
|
|
|
|
|
|
N |
M |
|
|
|
i |
|
|
|
|
|
|
|
|
|
|
|
|
|
i=1 j=0 |
|
i |
|
τ |
|
|
|
|
||
|
Энтальпию в идеально-газовом состоянии вычисляют по |
|||||||||||||||||
соотношению: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
T |
|
|
+ h00 , |
|
|
|
|
(3) |
||
|
|
|
|
|
|
|
h0 |
= ∫ c0p dT + h00 |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
T0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
165 |
|
|
|
|
|
|
|
|
|
|

где h00 – энтальпия при температуре T0 , а h00 – теплота сублимации
при T =0 K . Значения изобарной теплоемкости в идеально-газовом
состоянии рассчитывают использованием обобщенного полинома по степеням температуры:
|
k |
l |
|
, |
(4) |
c0p = R |
∑αjτTj + ∑βjτT− j |
||||
|
j=0 |
j=1 |
|
|
|
Здесь α j и β j – коэффициенты |
полинома, |
τT = T 100 |
– |
||
безразмерная характерная температура. Численные значения коэффициентов в уравнениях (1) - (4) приведены в [2].
Паросодержание влажного воздуха x после дросселя рассчитывали по слeдующему алгоритму:
1 - находили энтальпию газа перед дросселем h1 = h(P1,T1);
2 - по заданному давлению рассчитывали температуру кипения жидкого воздуха TL =TL (P2 );
3 - определяли энтальпию жидкости hL = h(P2 ,TL );
4 - с использованием уравнения Клайперона - Клазиуса рассчитывали удельную теплоту парообразования r = r (TL );
5 - определяли паросодержание влажного воздуха по
соотношению x = (h1 − hL ) r .
r .
Если через x0 обозначить паросодержание влажного воздуха при T1 = 102 К, то относительное увеличение доли пара x(T1)  x0 в
x0 в
дроссельном потоке с ростом температуры сжатого воздуха после змеевика испарителя ректификационной колонны до T1 = 112 К при различных перепадах давления определится зависимостями, представленными на рис. 1.
166
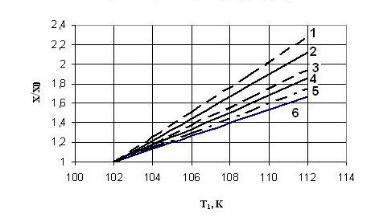
Рисунок 1 - Относительное изменение доли пара в дроссельном потоке в зависимости от его начальной температуры при различных перепадах давления: 1 - 17/0,6 МПа; 2 - 20/0,6 МПа; 3 - 17/0,5 МПа; 4 - 20/0,5 МПа; 5 - 17/0,4 МПа; 6 - 20/0,4 МПа
Анализ полученных данных показывает, что с повышением начальной температуры рост содержания пара в дроссельном потоке может достигать более 220 %. При этом максимальный эффект относительного увеличения доли пара в воздухе, поступающем в колонну, по сравнению с начальным значением при T1 = 102 К наблюдается при минимальном перепаде давления в дросселе (20/0,6 и 17/0,6 МПа). Полученный результат соответствует верхней оценке роста паросодержания во влажном воздухе на входе в колонный аппарат.
Увеличение поступающего в ректификационную колонну потока парообразного воздуха приводит к постепенному повышению давления в аппарате, что демпфирует указанный эффект. Если предположить, что при возрастании начальной температуры воздуха давление в колонне достаточно быстро повысится от P2 = 0,4 МПа до конечного значения P2 = 0,5 МПа или P2 = 0 ,6 МПа, то получим нижнюю оценку влияния начальной температуры воздуха перед дросселем от перепада давления на относительное изменение доли пара в дроссельном потоке, что показано на рис. 2.
167
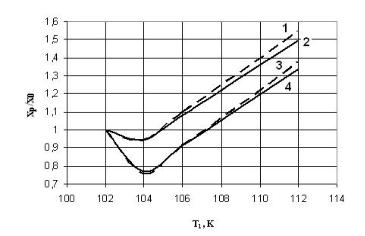
Рисунок 2 - Влияние начальной температуры и перепада давления на относительное изменение доли пара в дроссельном потоке:
1 - 17/0,5 МПа; 2 - 20/0,5; 3 - 17/0,6; 4 - 20/0,6 МПа
Отметим, что с понижением давления в холодильном цикле с 20 до 17 МПа влияние начальной температуры на рост паросодержания снижается и демпфирующая роль эффекта роста давления в колонне усиливается.
Полученные результаты позволяют обосновать условия стабилизации давления в ректификационной колонне и могут быть использованы при моделировании статических и динамических режимов работы блока разделения воздуха.
Литература 1. Станция кислородоазотодобывающая транспортабельная
ТКДС-100В. Руководство по эксплуатации. - НПО ГЕЛИЙМАШ, 2007. 218 с.
2. Теплофизические свойства криопродуктов / Л.А. Акулов [и др.]. – СПб.: Политехника, 2001. 243 с.
168
Military training and research center of the air force "Air force Academy"
ESTIMATION OF THE INFLUENCE OF THE THROTTLE FLOW COOLING EFFICIENCY IN THE NITROGEN COLUMN
REBOILER OF THE AIR SEPARATION PLANT ТКДС-100B ON ITS VAPOR FRACTION
A.M.Kokarev,M.I.Slyusarev
Based on the assumption that the effective heat transfer surface of the nitrogen column reboiler of the air separation plant ТКДС-100B is reduced, the temperature of the main flow before its throttle cooling is estimated.
Taking into account possible temperature and pressure drop variations, thermodynamic parameters and vapor fraction of the throttle flow at the inlet to the high-pressure column were calculated. The results obtained make it possible to justify the pressure stabilization conditions in the distillation column and can be used in simulating static and dynamic modes of operation of the air separation unit.
Key words: air separation units, throttle flow, vapor fraction, pressure stabilization, nitrogen column.
УДК 544.6
АНАЛИТИЧЕСКИЕ И ЭКСПЕРИМЕНТАЛЬНЫЕ ВОЗМОЖНОСТИ МЕТОДАВНУТРЕННЕГО ТРЕНИЯ ПРИ ИССЛЕДОВАНИИ МЕТАЛЛОВ ВНУТРЕННЕЕ ТРЕНИЕ В СВИНЦОВИСТЫХ БРОНЗАХ
Шалимов Ю.Н. д-р техн. наук, Корольков В.И., д-р техн. наук Воронежский государственный технический университет
Не много существует методов в технологиях эксперимента, составляющих конкуренцию по своей информативности методу внутреннего трения. Не вызывает сомнений и надежность, обеспечения простотой конструкции систем датчиков. Современные методы считывания показаний позволяют осуществлять эксперимент с автоматической регистрацией его результатов. Различные инварианты систем датчиков позволяют получить определенную информацию о структурных изменениях в материалах различного химического состава в том числе и в композиционных материалах. По данным исследователей [Моравец] Метод внутреннего трения
169
позволяет проводить эксперимент во всех фазовых состояний. Но особенным достоинством этого метода следует считать возможность изменения поведения любой структуры во время фазового перехода.
Основные принципы взаимодействия определенной структуры с конкретной системой возбуждения или возмущения наиболее удобно рассмотреть на емкостном датчике, который считывает с образца лепесткового типа. В такой системе в роли факторов возмущения реализуется температура и вынужденные изгибные колебания лепесткового образца. На рис. 1 представлена функциональная схема установки внутреннего трения для исследования металлических структур с емкостным датчиком.
В состав установки входят следующие основные узлы и элементы. Функциональное назначение для элементов определяются из их названия.
Особая роль в технике эксперимента отведена конструкции термокамеры от совершенства которой зависит достоверность результатов измерений. Конструкция термокамеры позволяет снимать показания в интервале −190 ÷850°C
Рисунок 1 – Функционально-технологическая схема установки внутреннего трения
Основные элементы конструкции термокамеры. Термодатчик фиксирует температуру образца в линии изгиба лепестка нижний конец которого жестко крепится к основанию, образуя конденсатор с изменяющимся зазором между пластинами. Конденсатор включен в контур генератора синусоидальных колебаний.
Запуск генератора осуществляется путем подачи короткого П- импульса на обкладках конденсатора колебательного контура.
170
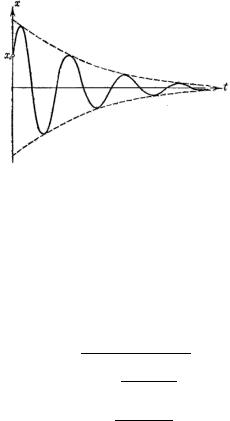
Осциллограмма затухающих колебаний фиксируется на экране осциллографа. Определение декремента затухания осуществляется в автоматическом режиме. По вопросу определения декремента затухания будем руководствоваться основными положениями описанными в работе [5]. Для решения проблем учитывающих влияние трения дополним идеализированную модель гармонического осциллятора фактором трения (силы), которая пропорциональна скорости. На рисунке 2 представлено графическая интерпретация определения декремента затухания гармонических колебаний.
Рисунок 2 – К определению декремента затухания гармонических
колебаний В этом случае ′′ + ′ + = 0 - дифференциальное
уравнение однородное второго порядка. Используя известную процедуру решения, вычисляя характеристическое уравнение
Где b – коэффициент трения, x0 – начальная координата, v0 –
начальная скорость.
Решение можно записать= в−следующемcos( +виде)
= 02 + 0 + 0 2= − 0 + 0
0
В работе В.С. Постникова «Температурные зависимости для чистых металлов и сплавов». Было показано, что чистота металлов
171
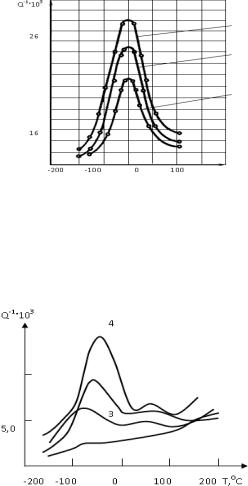
практически линейно связана с величиной декремента затухания при увеличении числа включений, значение декремента возрастает. Нами было исследовано влияния импульсного тока на внутренне трение электролитического хрома полученного из серно кислых электролитов. Результаты эксперимента приведены на рисунке 3.
Рисунок 3 – Температурная зависимость внутреннего трения электролитического хрома, полученного из сернокислого электролита
Как следует из рисунка, амплитуда внутреннего трения имеет больший пик для образцов полученных не в стационарных режимах электролиза. Это связано с тем, что в этих режимах образуется большее число центров кристаллизации, что связано с увеличением числа дефектов в структуре металла (рисунок 4).
Рисунок 4 – График вторичного наводораживания электролитического хрома,
полученного из стандартных электролитов
172
Применен график вторичного наводорожевания электролитического хрома полученного из стандартных электролитов. Вторичное наводорожевание осуществляется по дефектам структуры таким образом метод внутреннего трения позволяет оценить степень дефектности структуры и кроме того даёт возможность оценить аккумулирующую способность образца относительно водорода то есть использовать метод внутреннего трения в качестве прогнозирующего инструмента накопительной ёмкости по водороду.
Работ а выполнена в рамках реализации Государст венного задания №9.11295.2018/10.11 по т еме «Разработ ка т ехнологии высокоизносост ойких покрыт ий подшипников скольж ения со сверхмалым коэффициент ом т рения на основе соединений никельбор»
Литература
1.Андронов А.А., Витт А.А., Хайкин С.Э. Теория колебаний. 2-е изд., перераб. и испр. - М.: Наука, 1981. - 918 с.
2.Шалимов Ю.Н., Мандрыкина И.М., Литвинов Ю.В. Оптимиза-
ция электрохимического процесса обработки алюминиевой фольги в производстве конденсаторов. - Воронеж: ВГТУ, 2000. - 343 с.
Voronezh State Technical University
ANALYTICAL AND EXPERIMENTAL POSSIBILITIES OF THE METHOD OF INTERNAL FRICTION IN THE STUDY OF METALS INTERNAL FRICTION IN LEAD-BRONZES
Y.N. Shalimov, V.I. Korolkov
There are not many methods in experimental technologies that compete in their informativeness with the method of internal friction. There is no doubt and reliability, ensuring the simplicity of the design of sensor systems. Modern methods of reading readings allow an experiment to be performed with automatic recording of its results.
173
Направление II
ТЕХНОЛОГИИ ПРОИЗВОДСТВА АВИАЦИОННЫХ И КОСМИЧЕСКИХ СИСТЕМ
УДК 544.6
ЭЛЕКТРОХИМИЧЕСКИЕ ТЕХНОЛОГИИ В СИСТЕМАХ «ВАЛ – ПОДШИПНИК»
Ю.Н. Шалимов, д-р техн. наук; А.П. Будник, канд. техн. наук; С.С. Куликовский, студент; Ю.О. Черников, студент Воронежский государственный технический университет
В работе рассмотрены электрохимические технологии для формирования системы вал-подшипник. Показано, что наиболее перспективным является использование технологий, использующих импульсные методы гальваностегии. Установлено, что основными методиками для определения качества формируемых покрытий являются методы внутреннего трения.
Ключевые слова: импульсный электролиз, внутреннее трение, адгезия основы, скважность импульсного тока.
Технологическое назначение системы – передача механической энергии с минимальными потерями мощности. Специфика трибологии в системе вал – подшипник, несмотря на множество уже известных решений в каждом конкретном случае требует не только технической, но и экспериментальной проработки. По своим свойствам металлы, полученные гальваническим способом, отличаются от металлов, полученных другими способами (твердость, электропроводность, температура плавления, коррозийная стойкость и т.д.). Но тем не менее иногда просто нет альтернативы электрохимическим технологиям. В частности, для упрочнения валов и повышения их износостойкости в машиностроении наиболее часто употребляют гальваническое хромирование. Несмотря на то, что гальваническое хромирование дает хорошие результаты по износостойкости, отрицательные факторы этой технологии заставляют искать альтернативу этому процессу.
Предлагаемый в качестве альтернативы процесс электроосаждения сплава Ni-B предполагается осуществлять в
174
режимах нестационарного импульсного электролиза, с этой целью режим питания осуществляется от установки, функциональная схема которого представлена на рисунке 1.
Рисунок 1 – Функционально – технологическая схема установки импульсного тока
Установка состоит из выпрямителя (В), электролитической ванны (ЭВ), блока питания схемы управления (БП), импульсного генератора (ИГ) и электронного ключа, собранного на транзисторах T1, Т2 и Т3. Выходное напряжение источника регулируется в пределах 1 ÷ 20 В, что обеспечивает надёжную его работу при осуществлении основных электрохимических технологий [1].
Параметры импульсного тока выбираются исходя из требований, предъявляемых к структуре упрочняющего сплава (микротвердость, содержание компонентов, износостойкость). При выборе параметров импульсного тока возникает необходимость оптимизации соотношения длительности импульса и длительности паузы скважности Q (1).
Q=T/τp |
(1) |
Т=τu+τp |
(2) |
где Т– период; |
|
τu– длительность импульса; τp– длительность паузы.
Необходимые условия осуществления процесса в режиме
импульсного электролиза должны быть выполнены неравенства (3): |
|
τr<τu |
(3) |
175 |
|
где τr – время релаксации - время необходимое для осуществления процесса окисления атома (иона) или его восстановления. Например, время релаксации иона Cr3+ – в 100 раз больше, чем иона Ni2+.
Помимо этого, в условиях импульсного электролиза его эффективность сильно зависит от значения фонового тока, поскольку оно определяет время перезарядки емкости двойного электрического слоя. Особые требования при формировании износостойкого покрытия предъявляются к свойствам адгезии (прочность сцепления упрочняющего слоя с основой). В классической гальваностегии используют толчок тока и кратковременное повышение плотности тока в начальный период осаждения упрочняющего слоя. В условиях импульсного электролиза эту операцию осуществляют увеличением величины плотности тока в импульсах с одновременным повышением скважности. Это обеспечивает лучшую адгезию основы (вала) с упрочняющим покрытием. Для исследования границы следует воспользоваться структурно чувствительным методом внутреннего трения [2]. Схема препарирования образца представлена на рисунке 2.
Рисунок 2 – Технология препарирования образца для исследования границы вал и прочностного слоя [3]
176
Проведение исследования методом внутреннего трения вызвано необходимостью̊ прогнозирования поведения структуры при изменении Т С.
Структурные особенности сопрягаемых материалов в ряде случаев требуют формирования буферного (компромиссного) слоя. Его толщина должна быть строго ограничена, так механические характеристики этого слоя могут сильно отличаться от вала и упрочняющего слоя.
В трибологии для пары вал–подшипник требования к последнему зависят от типа двигателя и особенностей изменения нагрузки при работе пары. Но с позиции эксплуатационных требований износ вкладыша должен быть более интенсивным, поскольку операция по смене вкладыша менее затратна, чем восстановление шейки вала.
Что же касается свинцовистых бронз, являющихся сплавами с ограниченно растворимыми компонентами, то здесь основная задача должна быть сформулирована четко и просто. Технология должна обеспечивать получение металлической структуры с максимальной степенью гомогенности и дисперсности компонентов.
Нами выбраны два технологических способа: индукционная плавка и импульсная технология электрохимического формирования сплава.
Индукционная плавка. Универсальность, простота и доступность этой технологии не вызывают сомнений. Но это не относится к сплавам с ограниченно растворимыми компонентами. В процессе затвердевания происходит ликвация сплава, в результате которой образуются зоны с преимущественной концентрацией одного из компонентов. Именно этот процесс предопределил появление такой примитивной технологии формирования вкладышей как центробежное литье через сетчатые фильеры.
На рисунке 3 приведены схемы установок центробежного литья с горизонтальным и вертикальным расположением оси вращения.
177
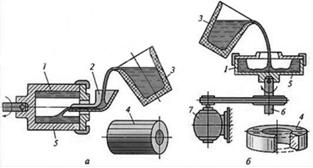
Рисунок 3 – Схема установок центробежного литья с горизонтальным и вертикальным расположением осей вращения [4].
Главными недостатками технологии центробежного литья являются:
Неравномерность получаемой структуры. Большие потери (отходы производства). Высокая категория вредности производства.
В предлагаемом нами варианте электрохимической технологии формирования материала вкладышей исключены факторы влияния высокой температуры и шумов на организм человека. Основным компонентом сплава является медь, для которой использован этилендиаминовый электролит. А для другого компонента – свинца в качестве основного комплекса выступает электролит свинцевания на основе борфтористоводородного свинца [5]. Высокое значение энергии связи в комплексах такого типа позволяет максимально сблизить потенциалы восстановления меди и свинца на катоде. Это определяет условия для более точной регулировки фазового состав сплава на катоде.
Кроме того в данной технологии при использовании малых концентраций электролитов для каждого иона комплексообразователя существуют свои резонансные частоты. В общем случае значение резонансной частоты является функцией следующих постоянных (4):
fr = P (A,K,с) |
(4) |
где А – атомный вес элемента; К – координационное число комплексообразователя;
178

с – концентрация.
Эта феноменологическая зависимость представляет особый интерес для теории импульсного электролиза, поскольку ее данные могут быть использованы для практической реализации технологических процессов в гальваностегии.
Для определения длительности П-импульса воспользуемся значением первой гармоники резонансной частоты определенного сорта иона (5):
τu = 1/f |
(5) |
где f – частота первой гармоники.
Конструктивно электролизер выполнен в виде полого цилиндра, внутренняя поверхность которого повторяет внешний диаметр кольцевого вкладыша. Сканирующий анод обеспечивает наибольшую равномерность распределения тока по поверхности вкладыша. Общий вид такого анода представлен на рисунке 4.
Рисунок 4 – Общий вид сканирующего анода
Такая конструкция анода и электролизера обеспечивает постоянство газодинамических условий при формировании катодного осадка на различных участках поверхности электрода. Кроме того в электролизере применена система магнитогидродинамического перемешивания раствора электролита. Эта система обеспечивает абсолютное перемешивание раствора бесконтактным способом в результате послойного перемещения анионов и катионов во встречных элементарных потоках. Круговое движение таких потоков представлено на рисунке 5.
179
Рисунок 5 – Круговое движение катионов и анионов под действием внешнего магнитного поля
Соответствие полученной структуры необходимым при эксплуатации характеристикам проверяется контрольным образцом методом внутреннего трения путем экспериментального определения температурной зависимости (6).
Q-1 = f(T) |
(6) |
Таким образом, использование метода внутреннего трения позволяет осуществить длительный прогноз работы атомномолекулярных структур при различных температурах и нагрузках.
Работа выполнена в рамках реализации Государственного задания №9.11295.2018/10.11 по теме «Разработка технологии высокоизносостойких покрытий подшипников скольжения со сверхмалым коэффициентом трения на основе соединений никельбор»
Литература 1. Шалимов Ю.Н. Влияние тепловых и электрических полей на
электрохимические процессы при импульсном электролизе. диссертация на соискание ученой степени доктора технических
наук / Воронеж, 2006, – 354 с.
2. Гранкин Э.А. Влияние условий электролиза и термической обработки на внутреннее трение и коррозионную стойкость электролитического хрома. Дис. канд. технических наук. Воронеж:
ВПИ, 1973. - 116 с.
180
3.Богданович Е.Н., Звягинцева А.В., Шалимов Ю.Н. Технология восстановления системы сопpяжения вал-подшипник// Технология машиностроения. 2010. № 4. С. 32-38.
4.http://www.12821-80.ru/images/tech/66/skhema_centrobezhnoe_ elektroshlakovoe_lityo.png
5.Гальванические покрытия в машиностроении. Справочник. Под ред. М.А. Шлугера, Л.Д.Тока. – М.: Машиностроение, 1985: Том 1, – 240 с.
Voronezh State Technical University
ELECTROCHEMICAL TECHNOLOGIES IN SYSTEMS "SHAFT - BEARING"
Y.N. Shalimov, A.P.Budnik, S.S. Kulikovskii, Y.O. Chernikov
The paper considers electrochemical technologies for the formation of a shaft-bearing system. It is shown that the most promising is the use of technologies using pulsed methods of electroplating. It is established that the main methods for determining the quality of the formed coatings are methods of internal friction.
Key words: pulsed electrolysis, internal friction, base adhesion, pulse current porosity.
УДК 629.7.02
АНАЛИЗ ВАРИАНТОВ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ ИЗ ПКМ
В.А. Казакова, студент; В.В. Самохвалов, канд. техн. наук Воронежский государственный технический университет
В работе проанализированы альтернативные методы изготовления таких интегральных самолетных конструкций, как закрылки, рули высоты и направления.
Интегральная конструкция – конструкция, которая представляет собой сочетание каркасных элементов и оболочки (обшивки) выполненная как единое целое (монолит). Так, например, конструкция закрылка крыла самолета RRJ-100 – это монолитное изделие (рисунок 1), состоящее из верхней и нижней обшивок, силового набора (стенок) и имеющее обтекаемую аэродинамическую форму.
181
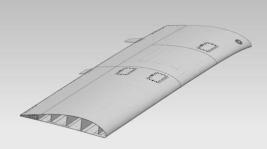
Рисунок 1 – Модель закрылка интегральной конструкции
Элементы конструкции – обшивка и стенки закрылка – изготавливаются из препрега, пропитанного связующим на основе эпоксидной смолы.
Основной особенностью конструкции является её монолитность – отсутствие дополнительных соединений и крепежа, что значительно (до 50%) снижает массу закрылка по сравнению с обычной каркасной конструкцией из алюминиевых сплавов.
В настоящее время на базовом предприятии подобные конструкции с габаритами порядка 900×3600 мм производится вакуумно-автоклавным методом формования в несколько этапов: вручную выкладываются верхняя и нижняя обшивки на оснастку; стенки вырезаются из отдельно отформованного и термостатированного листа, эти элементы отверждаются в автоклаве и подформовываются вручную. Затем следует общая сборка закрылка (рисунок 2) в разъёмной оснастке , установка стенок (5) оформление стыков обшивок (4), установка вкладышей (3); термостатирование в автоклаве всей конструкции при t=175°С в течение полутора часов. На заключительном этапе производится механическая обработка (обрезка контура и вырезка проемов под лючки), установка законцовочных профилей и накладок, нанесение лакокрасочного покрытия. Все эти операции выполняются вручную.
182
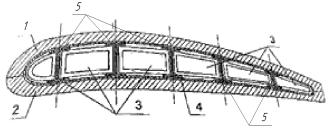
Рисунок 2 – Закрылок в разъёмной оснастке: 1 – верхняя полуформа оснастки; 2 – нижняя полуформа оснастки;
3 – вкладыши; 4 – обшивка; 5 – стенки. Существующий технологический процесс характеризуется
прерывистым циклом с различными по физико-химическим параметрам процессами (кинематическими и термодинамическими). Наблюдается преобладание ручных работ и высокая трудоёмкость технологических операций – 344 н.ч.
Второй вариант анализируемого технологического процесса предполагает внесение изменений в следующие операции: выкладку верхней и нижней обшивок предлагается реализовывать на станке для выкладки волокна MAG VIPER FPS-1200 производства Cincinnati Machine Confidential с последующим формованием вакуумноавтоклавным методом, механическую обработку отвержденной конструкции закрылка осуществлять на станке ENDURA. Автоматизация работ в производстве обеспечивает снижение трудоёмкости операций до 15% благодаря повышению качества выкладки и обработки, и следовательно, отсутствию доводочных работ и снижению воздействия человеческого фактора на результат, и это является значимым фактом при усовершенствовании технологического процесса.
Одним из вариантов технологического процесса может стать реализация метода автоматизированной намотки изделия из препрега посредством станка MAG VIPER FPS-1200. Этот вариант предполагает внесение изменений в конструкцию закрылка самолета, которые позволят сократить количество ручных работ и свести их к минимуму, а именно:
183
–замена существующих стенок на «коробки», которые будут обеспечивать большую жесткость конструкции ввиду её целостности;
–замена верхней и нижней частей обшивки на единую
монолитную поверхность, что исключает необходимость стыковки половинок обшивки закрылка и операций по герметизации шва. На рисунке 3 представлен эскиз сечения закрылка предлагаемой конструкции.
Такой вариант технологического процесса будет включать следующие операции:
1)намотка «коробочек» на станке MAG VIPER FPS-1200;
2)предварительное отверждение элементов;
3)склеивание «коробочек» между собой клеем ВК-25;
4)установка вкладышей в получившуюся конструкцию и жесткой оснастки для установки на станок;
5)намотка обшивки;
6)автоклавное отверждение конструкции;
7)мехообработка на станке ENDURA;
8)нанесение лакокрасочного покрытия.
Рисунок 3 – Эскиз сечения закрылка предлагаемой конструкции: 1- «коробочки»
В результате внесения вышеописанных изменений в конструкцию закрылка происходит:
–сокращение технологических операций, выполняемых вручную;
–сокращение количества отходов материала (стенки не вырезаются из листа)
–снижение трудоёмкости технологического процесса;
184
Однако это требует существенного изменения конструкции и обоснования такого изменения.
Сейчас проводится множество разработок, нацеленных на более широкое применение безавтоклавных технологий в производстве ПКМ для повышения упруго-прочностных свойств и уменьшения стоимостных характеристик конструкций [1,2,3]. К ним относятся: вакуумное формование ПКМ – VАRTM пропитка под вакуумом
(Vacuum assisted resin transfer molding) и формование ПКМ при помощи пропитки под давлением – RTM (Resin transfer molding). Применение этих методов возможно при изготовлении интегральной конструкции типа закрылок при некоторых доработках конструкции с учетом особенностей технологии.
Технология вакуумной инфузии VARTM (Vacuum Assisted RTM) предполагает пропитку сухого армирующего материала под воздействием вакуума, создаваемого в полости оснастки. Разница давлений обеспечивает передвижение связующего внутри полости оснастки из ёмкости к месту соединения с вакуумным насосом; так пропитывается весь наполнитель. Перепад давления не превышает 0,095 МПа, что дает возможность снизить требования к прочности оснастки. Это в свою очередь позволяет спроектировать более простую оснастку, которая обеспечит уменьшение экономической стоимости и конструктивной сложности оборудования по сравнению с RTM-методом. На схеме (рисунок 4) представлен процесс вакуумной пропитки (VАRTM).
Рисунок 4 – Пропитка детали методом вакуумной инфузии
185
Применение технологии вакуумной инфузии (VАRTM) в производстве позволит уменьшить энергетические, материальные и трудовые затраты при изготовлении рассматриваемых конструкций интегрального типа.
Литература:
1. Хрульков А.В., Душин М.И., Попов Ю.О., Коган Д.И. Исследования и разработка автоклавных и безавтоклавных технологий формования ПКМ //Авиационные материалы и технологии. 2012. №S. С. 292–301
2.Кербер М.Л., Виноградов В.М., Головкин Г.С. и др.; под ред. Берлина А.А. Полимерные композиционные материалы: структура, свойства, технология. – СПб.: Профессия, 2008. – 560 с.
3.Самохвалов В.В. Анализ методов изготовления авиационных конструкций из ПКМ и тенденции их развития [Текст] / Самохвалов
В.В., Корольков В.И., Слинько В.А. // Авиакосмические технологии (АКТ-2014): Труды XV Всеросс. науч.-техн. конф. и школы молодых ученых, аспирантов и студентов.– Воронеж: ООО Фирма «Элист», 2014, С.135-147.
Voronezh State Technical University
ANALYSIS OF OPTIONS FOR THE MANUFACTURE OF AN INTEGRAL STRUCTURE OF PCM
V. Kazakova, V. Samokhvalov
The paper analyzes alternative methods of manufacturing such integral aircraft structures as flaps, elevators and directions.
Key words: polymer composite material, coal filler autoclave molding, composite parts, adhesive prepreg, binder, reinforcing material, technological properties, automation.
186
УДК 621.7.024.2
ЦЕЛЕСООБРАЗНОСТЬ ПРИМЕНЕНИЯ ТЕХНОЛОГИИ ГИДРОИМПУЛЬСНОЙ ОЧИСТКИ
М.В. Андреев; А.С. Грешнов; Р.Н. Степанов, инженер; П.В. Рачков; В.Б. Кровяков, старший научный сотрудник.
Военный учебно-научный центр ВВС «Военно-воздушная академия»
В работе рассмотрена целесообразность применения технологии гидроимпульсной очистки на примере воздушно-масляного радиатора ВМР 2281Б вертолета МИ-8.
Степень готовности воздушных судов (ВС) к их использованию при выполнении задач в установленные сроки в числе прочего определяется фактором технического состояния – ВС должны находиться в исправном состоянии, и временным фактором – время нахождения ВС в состоянии технического обслуживания или ремонта должно быть минимизировано.
Комплекс задач по поддержанию ВС в исправном состоянии предусматривает своевременное техническое обслуживание и своевременный ремонт, регламентируемые соответствующими документами (в том числе по состоянию) всех систем и компонентов ВС, в число которых входят и жидкостные (топливные, силовые гидравлические, масляные) системы и агрегаты (ЖСА).
При обслуживании (ремонте и производстве) ЖСА ВС существенное место по времени исполнения и сложности достижения требуемого качества занимают технологические процессы обеспечения нормативного уровня чистоты их рабочих (внутренних) полостей.
В ряду ЖСА ВС присутствуют объекты очистки, характеризующиеся относительно низкими эксплуатационными и разрушающими значениями давления, представляющие особую сложность для обеспечения промышленной чистоты (ПЧ) их рабочих полостей.
К числу таких объектов очистки относятся теплообменные устройства изделий авиационной техники, к примеру воздушно– масляный радиатор ВМР 2281Б вертолета МИ–8.
187
ВМР 2281Б предназначен для охлаждения масла двигателей и редуктора вертолета. Загрязненность рабочих полостей ВМР ухудшает его теплообменные свойства, приводя к перегреву двигателей, создает угрозу нештатного режима работы самой масляной системы вплоть до нарушения геометрической целостности ее элементов. Все это существенно влияет на ресурс, надежность агрегатов и в целом на безопасность эксплуатации вертолета, сохранность техники, экипажа, пассажиров, перевозимых грузов.
Анализ загрязненности рабочих полостей ВМР показывает наличие стружки, заусенцев, кусков припоя, оставшихся в полостях после изготовления радиатора; сколов и частиц покрытия, внесенных при монтаже; механических частиц – продуктов износа трущихся поверхностей агрегатов и продуктов термических физико–химических преобразований рабочей жидкости системы при эксплуатации в виде пленочного покрытия внутренних поверхностей; атмосферной пыли, песка. Преобладает размер частиц загрязнений от 10 до 300 мкм, отдельные частицы достигают размера 2 – 3 мм.
Как объект очистки ВМР является весьма сложным агрегатом. На рисунке 1 представлен внешний вид ВМР 2281Б и схема устройства его проточных каналов.
Рисунок 1 – Схема и общий вид ВМР 2281Б
Наличие конструктивных застойных зон обуславливает свойство ВМР являться накопителем частиц загрязнений, а напряженные температурные режимы работы, создающие предпосылки для
188
образования пленочного покрытия, приводят к вкраплению этих частиц в массив покрытия.
Наличие резких перепадов проходного сечения, изменений геометрической конфигурации проходного сечения обуславливает свойство уменьшать эффективность применения известных методов интенсификации процесса отрыва загрязнений и выноса их за пределы ВМР, таких как использование газожидкостного потока, применение ультразвука, организация кавитационных явлений и пр. Низкое рабочее давление ВМР 2,5 кг/см2 (разрушающее – 10 кг/см2) не позволяет применить гидроударный метод очистки и делает малоэффективной очистку неустановившимся потоком жидкости (с колебаниями давления).
В настоящее время очистка ВМР на ремонтных предприятиях осуществляется прокачкой горячим керосином. На уровне специалистов предприятий предпринимаются попытки интенсифицировать процесс очистки использованием силовых инерционных полей, для чего ВМР размещают на вибрационном столе. Для разрушения углеродистых пленочных отложений, являющихся продуктом термического преобразования рабочей жидкости, эффективно применение фенольного каменноугольного креолина, вырабатываемого коксохимической промышленностью. Креолин, активно разрушая пленочное покрытие, способствует и отделению от очищаемой поверхности частиц другой природы, вкрапленных в покрытие, но остается проблема выноса этих частиц из рабочих полостей ВМР, что требует дополнительного применения других методов очистки. Ввиду недостаточной эффективности и из соображений опасности креолина для персонала, предприятия отказываются от его применения и продолжают поиск других путей решения проблемы.
Для решения вопросов качественной очистки внутренних полостей ВМР в приемлемые временные сроки предложен метод очистки с организацией внешнего нагружения [1]. Суть его состоит в том, что для предотвращения недопустимой деформации и разрушения объекта очистки при реализации эффективных с точки зрения очистки режимов прокачки его внутренних полостей, превышающих по давлению эксплуатационные и разрушающие значения, его помещают в жесткий контейнер, заполненный
189
жидкостью, рисунок 2. Через внутренние полости объекта очистки прокачивают моющую жидкость с необходимыми, оптимальными для процесса очистки, давлением и расходом. Одновременно в контейнере создают давление, равное по величине и характеру давлению прокачки.
Рисунок 2 – Схема обеспечения оптимальных гидродинамических режимов промывки внешним нагружением объекта очистки
Исследовалась эффективность очистки ВМР неустановившимся потоком жидкости, за счет периодического перекрытия проходного сечения на выходе из секции ВМР с помощью генератора колебаний жидкости [2] (рисунок 3) в сравнении с прокачкой установившимся потоком.
Разработанный генератор колебаний жидкости позволяет в широком диапазоне осуществлять регулировку амплитудно – частотных характеристик неустановившегося потока жидкости.
190
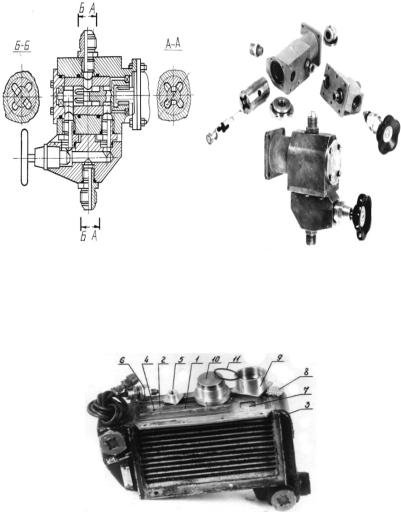
Рисунок 3 – Схема и общий вид генератора колебаний жидкости в сборе и в разобранном виде
Для исследования процесса очистки ВМР доработана секция охлаждения масла двигателя ВМР 2281Б, представленная в разобранном виде на рисунке 4.
Рисунок 4 – Доработка секции охлаждения масла двигателя ВМР
2281Б 1 – боковина секции; 2 – стенка охлаждающей трубки;
3 – охлаждающая трубка; 4 – отверстие; 5 – переходник; 6 – датчик давления; 7 – колодец;
8–вкладыш – имитатор внутренней геометрии охлаждающих трубок; 9 – стакан, 10 – пробка; 11 –уплотнительное кольцо.
191
Секция оснащена датчиком давления 6 для контроля величин давления в охлаждающих трубках ВМР и вкладышами–имитаторами 8 внутренних полостей охлаждающих трубок для визуализации процесса очистки, выполненными из конструктивного элемента самого радиатора. Загрязнение вкладышей–имитаторов производилось частицами металла, химически чистой двуокисью железа и фракционным песком (размер частиц 10 – 300 мкм), смешанными с расплавленной бензостойкой смазкой путем окунания и последующей сушки.
Контроль качества очистки при исследованиях с использованием доработанной секции ВМР с искусственным загрязнением вкладышей–имитаторов осуществлялся весовым методом по количеству смытого загрязнителя и визуально. Вкладыши идентично загрязнялись, поочередно вставлялись в секцию и промывались. На рисунке 7 представлен загрязненный вкладыш до и после промывки.
а) |
б) |
Рисунок 7 – Искусственно загрязненный вкладыш – имитатор внутренней полости охлаждающих трубок ВМР 2281Б,
а) до промывки; б) после промывки;
Для повышения объективности результатов исследований производилась и очистка описанными методами недоработанных секций. Для этого выбирались секции ВМР с одного изделия, как наиболее одинаково загрязненные. Контроль качества очистки в этом случае осуществлялся в соответствии с требованиями «Руководства по капитальному ремонту ВМР 2281Б».
192
В результате исследований очистки загрязненного вкладыша установлено, что при промывке стационарным потоком жидкости (без создания колебаний давления) при давлении на входе в радиаторную секцию 2,5 кг/см2 и расходе жидкости 18,5 л/мин среднее время его полной очистки составляет 1445 мин.
Промывка неустановившимся потоком жидкости в пределах допустимых конструкцией давлений осуществлялась при давлении на входе в радиаторную секцию 2,5 кг/см2 и расходе 18,5 л/мин. Генератор колебаний жидкости, формировал колебания давления в охлаждающей трубке от 2,7 до 3,1 кг/см2 с частотой 50 Гц. Установлено, что среднее время очистки искусственно загрязненных вкладышей составляет 830 мин., то есть время промывки сокращается в 1,8 раза в сравнении с очисткой стационарным потоком жидкости.
Требуемый уровень чистоты загрязненных ВМР достигается лишь в диапазоне режимов прокачки стационарным потоком жидкости с давлением свыше 10 – 12 кГс/см2, в диапазоне не ниже этого возможна и существенная интенсификация процесса промывки организацией неустановившегося потока жидкости. При этом фактическое время очистки сильно загрязненных ВМР до требуемого уровня составляло в среднем порядка 30 – 40 мин., то есть время промывки сокращается в 48 раз по сравнению с промывкой стационарным потоком жидкости, и в 27 раз по сравнению с промывкой нестационарным потоком жидкости.
В производственных условиях ремонтного предприятия данная технология позволила отказаться от ранее применяемых специальных моющих жидкостей на кислотной и щелочной основе, что решить ряд экологических проблем.
Одновременно при проведении исследований экспериментально подтверждено, что величина амплитуды колебаний скорости жидкости оказывает существенно большее влияние на эффективность очистки, чем величина амплитуды колебаний давления. Это согласуется с выводами В.М. Сапожникова [3] о преобладающем значении скорости моющей жидкости для повышения качества очистки и положено в основу направления дальнейших изысканий в области создания новых эффективных методов очистки.
Дальнейшее повышение готовности ВС к использованию путем повышения качества и снижения продолжительности технологических
193
процессов очистки ЖСА видится в направлении изыскания новых методов организации высокоэффективных с точки зрения очистки неустановившихся режимов течения жидкости.
Литература 1 Никитин Г.А. Данилов В.М., Кровяков В.Б. Очистка
жидкостных систем и агрегатов низкого давления. Ж. Авиационная промышленность № 5, 1985, М.: НИАТ. Стр. 39.
2 Кровяков В.Б., Кровякова И.Е. Генератор колебаний жидкости. Патент РФ № 1149062. 1993.
3 Сапожников В.М. Монтаж и испытание гидравлических и пневматических систем летательных аппаратов. М.: Машиностроение. 1979. 256 с.
Military training and research center of the air force "Air force Academy"
EXPEDIENCY OF APPLICATION OF TECHNIQUE
HYDROIMPULSE SCRUBBING ACTION
M.A Andreev, A.S. Greshnov, R.N. Stepanov,
P.V.Rachkov,V.B.Krovjakov.
In operation the expediency of application of technique of hydroimpulse scrubbing action on an example of is air-oil heat sink ВМР2281Б helicopter MI-
8 is considered.
Key words:pulse cleaning, VMR 2281B, MI-8.
УДК 621.7.024.2
ВЗАИМОСВЯЗЬ ЗАГРЯЗНЕНИЯ РАБОЧИХ ПОЛОСТЕЙ ЖИДКОСТНЫХ СИСТЕМ И ОТКАЗОВ СИСТЕМ И
АГРЕГАТОВ ВОЗДУШНЫХ СУДОВ
М.В. Андреев; Д.И. Сергеев, научный сотрудник; И.А. Кожевников; В.Б. Кровяков, старший научный сотрудник
Военный учебно-научный центр ВВС «Военно-воздушная академия»
В работе рассмотрены вопросы влияния промышленной чистоты жидкостных систем на надежность их агрегатов и безопасность полетов воздушных судов.
194
На примере решения проблем обеспечения промышленной чистоты жидкостных систем воздушных судов показано место и значение технической составляющей в общей структуре деятельности по обеспечению безопасности полетов. Представлены направления совершенствования методов и средств обеспечения промышленной чистоты авиационной техники.
Обеспечение надежности авиационной техники (АТ) в составе обеспечения надежности авиационной системы посредством осуществления технических и организационных мероприятий, наряду с нормативным и профилактическим обеспечением является важной составляющей деятельности по обеспечению безопасности полетов (БП) воздушных судов (ВС) [1, 2]. При этом установлено, что отказы АТ и технических элементов систем обеспечения полетов относятся к 98% авиационных происшествий (АП) и инцидентов (АИ), происходящих по известным (профилактируемым) факторам, так же как и нарушения полетных заданий, установленных норм и правил производства полетов, ошибки летного состава, авиационного персонала нелетных специальностей и пр. [3].
При имеющем в настоящее время место отставании авиации Вооруженных Сил РФ по относительным показателям БП от стран Западной Европы и США (рисунок 1) показательным является то, что действовавшая в 1980-1990 гг. в США программа «Техническое обеспечение безопасности полетов» позволила существенно сократить и вывести на некоторый постоянный уровень среднее число АП на 100 тысяч часов налета ВС (рисунок 2) [4]. В России же в 2011-2015 гг. проявилась тенденция роста доли отказов АТ в причинах АП [5].
195
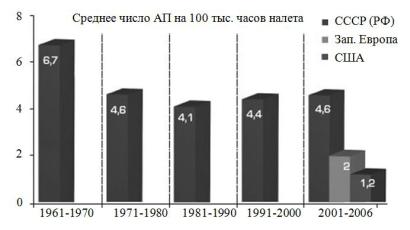
Рисунок 1 – Относительные показатели безопасности полетов в авиации Вооруженных Сил
Выполненные специалистами ВУНЦ ВВС «ВВА» совместно с ЦНИИ ВВС МО РФ исследования показали, что существенная часть отказов и неисправностей ВС приходится на жидкостно-газовые системы и агрегаты (ЖГСА). В общем числе отказов и неисправностей, повлекших катастрофы (К), АП и АИ, доля неисправностей и отказов ЖГСА и связанных с ними ошибок экипажа составляет от 30 до 45-65 %. Столь большой разброс данных объясняется тем, что анализу подвергались отказы и неисправности ВС разных видов авиации, разных типов ВС, в разные годы (с 1950-х по настоящее время).
196