


|
|
Р с. 2.9. Линия подачи цемента: |
|
|
||||
1 |
– |
промежуточный |
ункер; |
2 |
– |
шнековые |
транспортеры; |
|
3 – планетарная мельница ШЛ–312; 4 – вибросито; 5 – шнек из |
||||||||
наружного бункера |
|
|
|
|
|
|
||
Длина крупноразмерных форм составляет 2 м, высота – 0,6 м, а по |
||||||||
ширине имеется три варианта: 3 лока по 300 мм; 4 блока по 240 мм; |
||||||||
5 блоков по 200 мм. О ъем заливки соответственно 1,08; 1,15; 1,2 м3. |
||||||||
После твердения в течение 12 – 24 ч блоки разрезаются дисковой пилой на |
||||||||
любую требуемую толщину, что позволяет получить практически весь |
||||||||
спектр мелкоразмерных блоков. Пример производства пенобетона на |
||||||||
предприятии ООО «ИНТА-СТРОЙ» в г. Искитиме показано в |
||||||||
мультимедиа по адресу https://youtu.be/HCFry5Xd |
Ek. |
|
||||||
Остатки распила и производственный брак измельчаются в установке |
||||||||
переработки отходов (рис. 2.8, поз. 18) и возвращаются в технологическую |
||||||||
линию для повторного использования. |
|
|
|
|
|
|||
|
|
2.3. Технология получения автоклавного пенобетона |
||||||
В отечественной практике хорошо зарекомендовали себя |
||||||||
технологические линии с формованием, разрезкой |
автоклавной |
|||||||
СибАДИ |
||||||||
обработкой изделий на одном и том же технологическом поддоне. Размеры |
||||||||
массива: длина – 3000 мм; ширина – 600 мм; высота – 1200 мм. |
||||||||
Изменяя состав смеси и количество вводимой пены, на |
||||||||
технологической линии получают изделия со средней плотностью от 300 |
||||||||
до 1000 кг/м3. |
|
|
|
|
|
|
||
53
СибАДИ
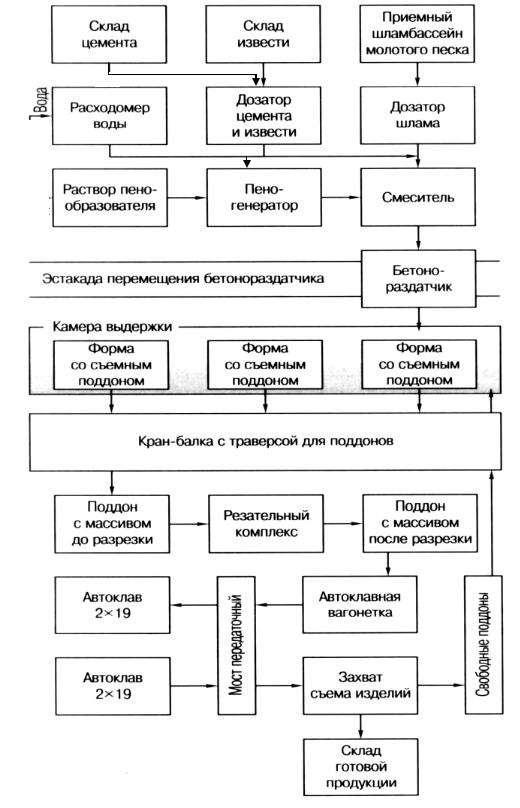
Рис. 2.10. Принципиальная схема линии по производству изделий из автоклавного пенобетона по резательной технологии
54
Технологическая схема производства приведена на рис. 2.10. Цемент и известь из расходных бункеров поступают поочередно в дозатор сухих компонентов, песчаный шлам – в дозатор шлама, вода подается непосредственно в смеситель через расходомер. Весовые дозаторы, установленные на линии, объединены системой управления, обеспечивающей набор требуемого количества сырьевых компонентов и
Сухие материалы, песчаный шлам и вода загружаются в смеситель и перемеш ваются, после чего в смеситель подается пена. Объем замеса равен объему формы, который составляет 2,3 м3, соответственно объем смесителя равен 3 м3. Коэффициент выхода бетона составляет 0,7 – 0,8 от объема смес теля, который обеспечивает максимальный объем заполнения формы.
разгрузку дозаторов в смеситель по заданной программе [52].
Из смес теля масса заливается в бетоновозную тележку, которая
развоз т смесь по формам. Выдержка изделий в формах перед разрезкой осуществляется в термостатированных камерах, открываемых на время
добавок из рамы, к которой шарнирноАприкреплены борта и на которой установлен
заливки бетона |
звлечения из формы поддона с массивом. Время |
выдержкимасс ва в формах в зависимости от состава бетона и |
|
применяемых |
составляет от 3 до 5 ч. |
Формы, спользуемые на линии, установлены стационарно и состоят |
|
съемный поддон. При этом продольные борта открываются на шарнирах, а поперечные – на рычагах, о еспечивающих плоскопараллельное
отодвигание борта от массива.
Раскрытие форм производитсяДвручную. Извлеченный из формы поддон с массивом устанавливается на каретку резательного комплекса. Каретка из исходного положения перемещается приводом на позицию поперечной резки, проходя через установку калибровки массива. На позиции поперечной резки массив разрезается колеблющимися струнами в поперечном направлении. Частота колебаний струныИ– 80 двойных ходов в мин. Амплитуда регулируется от 20 до 60 мм. Опускание и подъем рамы со струнами поперечной резки производится электромеханическим приводом. После завершения поперечной разрезки к массиву подходят упоры, каретка с массивом на поддоне начинает перемещаться вперед и проходит через струны продольной разрезки. Наличие подпорной стенки обеспечивает стабильное положение изделий при горизонтальной резке и позволяет практически полностью исключить сколы при выходе струн из массива. Схема резательного комплекса исключает образование трещин на массиве при продольной разрезке и обеспечивает точность резки в пределах ±1 мм. Резательный комплекс показан на рис. 2.11.
После разрезки поддон с массивом устанавливается на автоклавную вагонетку. В цехе установлен автоклав размером 2x19 м. За счет использования автоклавных вагонеток маленькой высоты в автоклав
55

входят по сечению 2 массива высотой 1100 мм. Объем массива 0,6x1,1x3 = = 1,98 м3. По длине в автоклаве
|
|
|
|
|
|
размещается 6 массивов. Таким |
||||
|
|
|
|
|
|
образом, за один цикл в |
||||
|
|
|
|
|
|
автоклаве запаривается 23,7 м3 |
||||
|
|
|
|
|
|
изделий. Коэффициент заполне- |
||||
|
|
|
|
|
|
ния автоклава |
составляет |
0,4. |
||
|
|
|
|
|
|
Размещение |
изделий |
в |
||
|
|
|
|
|
|
автоклаве показано на рис. 2.12 |
||||
|
|
|
|
|
|
и 2.13. |
|
|
|
|
|
|
|
|
|
|
Загрузка |
и |
разгрузка |
||
|
|
|
|
|
|
автоклавов |
|
осуществляются |
||
|
|
|
|
|
|
электропередаточным |
мостом. |
|||
|
|
|
|
|
|
После |
запарки |
изделия |
||
|
|
|
|
|
|
снимаются с поддона захватом. |
||||
|
|
|
|
|
|
Захват имеет длину 1,5 м, что |
||||
|
|
Рис. 2.11. Общ й в д резательного |
|
|||||||
|
|
|
|
|
|
|
|
|||
Массивы после |
комплекса |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
разрезки |
|
|
|
|
|
|
|
|
|
|
Поддон |
|
Автоклавная |
|
|
|
|
|
|
|
|
|
|
вагонетка |
|
|
|
|
|
|
|
|
Рис. 2.12. Размещение массивов |
|
Рис. 2.13. Разгрузка готовых |
|
|||||
|
|
|
|
в автоклаве |
|
изделий из автоклава |
|
|||
СибАДИсоответствует половине длины массива. Время формования одного массива плотностью 500 кг/м3 составляет 15 – 20 мин, время выдержки до распалубки составляет 3 – 5 ч в зависимости от состава смеси температуры в цехе.
56