

Мультимедиа по производству пенобетона на установке «Краснодарская ПБ–1» представлено на сайте по адресу https://youtu.be/bnlTA0w5VjU.
2.2.4. Производство пенобетона на технологическом комплексе ПБК–Р
СибАДИ |
||||||
На ООО «Альянс» разработана технология и оборудование |
||||||
технологического комплекса ПБК–Р для производства пенобетонных |
||||||
смесей на основе м неральных вяжущих, заполнителей, |
пенообразователя |
|||||
воды. Технолог |
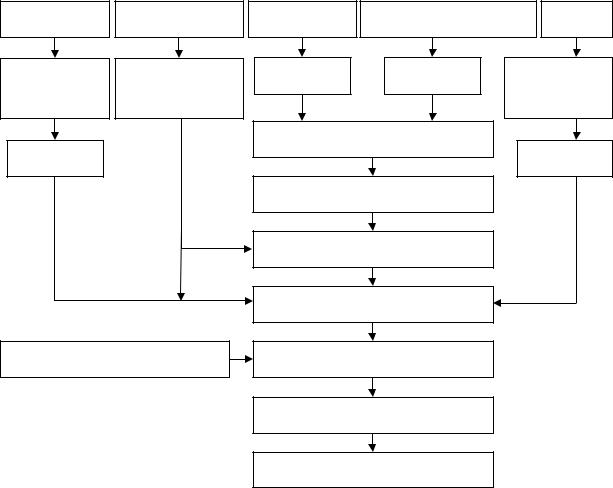
ческая схема производства неавтоклавного пенобетона |
|||||
представлена на р |
с. 2.4 [50]. |
|
|
|
|
|
Цемент |
Компрессор |
Вода |
Пенообразователь |
Песок |
||
Расходный |
Регулятор |
Дозатор |
Дозатор |
Расходный |
||
бункер |
давлен я |
|
|
|
бункер |
|
Дозатор |
|
|
Емкость рабочего раствора |
Дозатор |
||
|
|
|
|
Насос |
|
|
|
|
|
Пеногенератор |
|
|
|
|
|
|
Смеситель пенобетона |
|
|
|
Устройство съема бортов |
|
Формы |
|
|
||
|
|
|
Резательный комплекс |
|
|
|
Готовая продукция
Рис. 2.4. Технологическая схема производства неавтоклавного пенобетона на комплексе ПБК–Р
Приготовленную в смесителе пеномассу заливают в металлические формы со съемными бортами, дно которых оборудовано системой подогрева (рис. 2.5). Функцию пневмокамерного насоса выполняет герметичный смеситель, позволяющий транспортировать пенобетонную
48
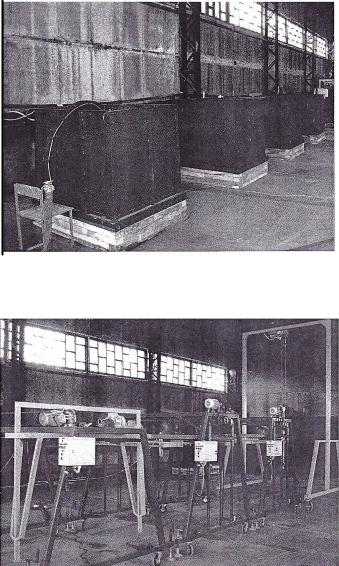
массу на расстояние до 100 м |
|
|
|
||||||
|
|
|
|||||||
по горизонтали и до 30 м по |
|
|
|
||||||
вертикали. Залитую в форму |
|
|
|
||||||
смесь |
накрывают |
гидротермо- |
|
|
|
||||
колпаком. Через пять часов по |
|
|
|
||||||
окончании заливки |
гидротер- |
|
|
|
|||||
СибАДИ |
|
|
|||||||
моколпак |
снимают, |
борта |
|
|
|
||||
формы |
удаляют |
с |
помощью |
|
|
|
|||
устройства для распалубки. К |
|
|
|
||||||
этому |
моменту |
температура |
|
|
|
||||
массива дост гает 50 – 60 ºС и |
|
|
|
||||||
к раскрытому масс ву под- |
|
|
|
||||||
гоняют |
передв жной |
реза- |
Рис. 2.5. Металлические формы |
||||||
тельный |
комплекс |
МКР–3 |
|
|
|
||||
(рис. 2.6), который последо- |
|
|
|
||||||
вательно обеспеч вает про- |
|
|
|
||||||
дольную, |
поперечную |
и |
|
|
|
||||
горизонтальную |
резку |
мас- |
|
|
|
||||
сива на |
здел я |
заданных |
|
|
|
||||
размеров. Резку осуществля- |
|
|
|
||||||
ют струнами или ленточными |
|
|
|
||||||
пилами, |
что |
позволяет |
|
|
|
||||
получать размеры изделий с |
|
|
|
||||||
точностью ±1 мм. Разрезан- |
|
|
|
||||||
ные массивы снова накры- |
|
|
|
||||||
вают |
гидротермоколпаками |
|
|
|
|||||
(рис. 2.7), что обеспечивает |
|
|
|
||||||
равномерный |
его |
прогрев, и |
Рис. 2.6. Передвижной резательный |
||||||
выдерживают |
10 |
ч. |
За |
это |
комплекс МКР–3 |
||||
время массив нагревается до 90 º без внешнего подвода тепла, и на момент съема продукции с поддона
формы пенобетон набирает до 70% прочности при сжатии. Операции по заливке пеномассы в форму, выдержки перед резкой, резка массива и самотермообработка массива осуществляются без транспортных манипуляций. Изделия укладывают на транспортные поддоны, упаковывают полиэтиленовой пленкой и вывозят на склад.
Разработанный технологический комплекс ПБК-Р предназначен для эксплуатации в стационарных условиях при положительных температурах +5 – 40 ºС. В комплекс входит следующее оборудование: установка для приготовления пенобетона ПБУ–1,5/6 с пеногенератором объемом 1,45 м3, рабочим давлением 0,07 МПа, количество оборотов 56 мин-1 и мощностью 3,5 кВт; установка для приго-товления раствора пенообра-зователя СПО–3
49

|
|
размером 2x1,5 м и мощностью |
|||
|
|
20 кВт; формы металлические |
|||
|
|
ФР–1,2 объемом 1,35 м3 |
|||
|
|
каждая; |
комплекс резательный |
||
|
|
мобильный МРК–3; устройство |
|||
|
|
для распалубки форм РУ–1 |
|||
|
СибАДИ |
||||
|
|
с грузоподъемностью 1 т и |
|||
|
|
мощностью |
0,65 |
кВт; |
|
|
|
устройство |
грузозахватное |
||
|
|
ПГ–1; устройство для просева |
|||
|
|
песка ПП–1; компрессор К–25 |
|||
|
Рис. 2.7. Выдержка разрезанных массивов |
с рабочим давлением 1,0 МПа |
|||
|
под г дротермоколпаками |
и |
производительностью |
||
500 л/мин.
Технолог ческ й комплекс ПБК–Р имеет следующие технические характер ст ки: про зводительность не менее 6 м3/ч; установленная мощность оборудован я 45 кВт; га аритные размеры 14х3х1,8 м; общая масса оборудован я не олее 15 т; вид потребляемого электрического тока 3-фазный, 50 Гц, 380 В; производственная площадь не более 700 м2.
Установка показана в мультимедийном файле на сайте по адресу https://youtu.be/B3B-mBmGid4.
Комплекс ПБК–Р позволяет получать крупноразмерные изделия из пенобетона со средней плотностью 300 – 900 кг/м3 и мелкоштучные стеновые блоки плотностью 250 – 1200 кг/м3. Усадка пенобетона средней плотностью 600 – 800 кг/м3 составляет около 0,8 мм/м. Расход сырьевых
компонентов |
|
некоторые технические показатели пенобетона со средней |
||||||||
плотностью 250 – 900 кг/м3 приведены в табл. 2.1. |
|
Таблица 2.1 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Расход сырьевых материалов и технические характеристики пенобетона |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Расход сырьевых компонентов |
Тепло- |
Предел |
|
|
||||
Плот- |
|
|
на 1 м3 пенобетона |
прочнос- |
Морозо- |
Водопог- |
||||
|
|
провод- |
||||||||
ность, |
|
це- |
|
пе- |
вода, |
пенооб- |
ность, |
ти при |
стойкость, |
лощение, |
кг/м3 |
мент, |
|
сок, |
разова- |
Вт/м К |
сжатии, |
циклов |
% |
||
|
|
кг |
|
кг |
л |
тель, мл |
МПа |
|
|
|
250 |
|
220 |
|
--- |
200 |
600 |
0,055 |
0,3 |
--- |
7 – 9 |
400 |
|
350 |
|
--- |
250 |
600 |
0,1 |
1,0 |
25 |
6 – 8 |
500 |
|
390 |
|
60 |
250 |
500 |
0,12 |
1,4 |
25 |
6 – 8 |
700 |
|
420 |
|
220 |
250 |
500 |
0,18 |
2,8 |
35 |
5 – 7 |
900 |
|
460 |
|
370 |
300 |
500 |
0,24 |
4,0 |
35 |
5 – 7 |
50
2.2.5.Производство пенобетона на омском предприятии «ИНТА-СТРОЙ»
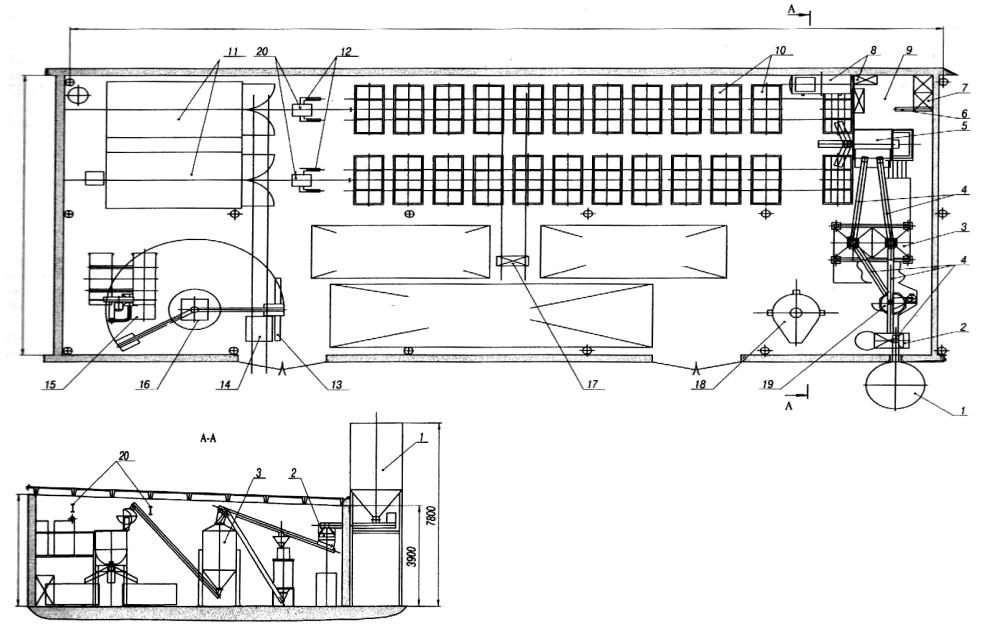
На омском предприятии ООО «ИНТА-СТРОЙ» организовано производство неавтоклавного пенобетона мощностью до 400 м3 блоков в месяц. хема участка по выпуску пенобетонных блоков представлена на
СибАДИрис. 2.8 [51].
Отличительной особенностью технологии является то, что вода в баке-дозаторе подогревается ТЭНами для обеспечения необходимой температуры смеси 40 – 50 °С, в результате происходит саморазогрев,
самопропар ван е упрочнение пенобетона в форме. В цехе
предусмотрен промежуточный расходный бункер цемента, так как в
осенне-весенн й з мний периоды, когда температура цемента в
наружном бункере опускается ниже 0 °С, весьма затруднительно поддерж вать температуру смеси на необходимом уровне (рис. 2.9). Между бункером, установленным снаружи 5 и промежуточным бункером 1 установлено с то для просеивания цемента 4, так как в цементе часто
встречаются нородные включения, способные вывести из строя технолог ческую л н ю.
Смеситель сконструирован таким образом, что при вращении лопастного вала производится одновременная зачистка стенок и днища смесителя. Пенобетоносмеситель установлен на высоте 1,6 – 2,2 м для
обеспечения заливки в формы самотеком.
После заливки формы со смесью устанавливаются в термокамерунакопитель в 3 яруса по 4 формы в длину, то есть в одну камеру устанавливается 12 форм. При производительности участка в 400 м3 блоков в месяц и существующей пропускной способности имеющихся термокамер достаточно использовать две камеры, которые занимают общую площадь всего 25 м3. Металлоконструкция термокамеры выполнена из квадратных труб, в которых циркулирует вода, подогреваемая ТЭНами мощностью 5 кВт в специальном баке. Так как формы с пенобетоном саморазогреваются, то тепло требуется только для поддержания температуры внутри камеры до 70 ° . Перемещение формы от места заливки в термокамеру осуществляется специальным захватом массой 130 кг. Удале-
ние готовых блоков из формы манипулирование крупноразмерным
блоком при его установке на станок резки осуществляется с помощью специального самозатягивающегося захвата. Для предотвращения прилипания пенобетона к стенкам и частичного разрушения блоков используется тонкая полиэтиленовая пленка толщиной 10 мкм, которая укладывается в формы и полностью герметизирует форму, при этом поверхность блоков не испорчена смазкой, что важно при отделочных работах.
51
12000
4400
СибАДИ |
|||
|
30000 |
|
|
Зона межоперационного |
|
Зона |
межоперационного |
склад рования локов |
|
хранения деталей форм |
|
Зона складирования готовой продукции
Рис. 2.8. Схема участка по выпуску пенобетонных блоков:
1 – бункер наружный; 2 – вибросито; 3 – бункер расходный; 4 – шнековые транспортеры (4 шт.); 5 – пенобетоносмеситель с дозатором; 6 – пеноге- нератор; 7 – насосная установка к пеногенератору; 8 – расходные баки с нагревателями (2 шт.); 9 – металлоконструкции площадки обслуживания; 10 – формы; 11 – термокамера-накопитель; 12 – захват для форм, используется с тельфером (2 шт.); 13 – захват для блоков; 14 – тележка переда- точная (2 шт.); 15 – станок пильный дисковый; 16 – кран-укосина для погрузки; 17 – кондуктор для ручной распиловки (2 шт.); 18 – установка переработки отходов брака пенобетона; 19 – мельница планетарная; 20 – монорельс с тельфером 1 т
52