

12.2.2 Параметри режимів різання при фрезеруванні:
1.
Швидкість різання
![]() ,
м/хв
,
м/хв
2. Подача S кінематично не зв’язана з обертанням шпинделя верстату. Розрізняють подачу на зуб; подачу на оберт; хвилинну подачу.
3. Глибина фрезерування - найкоротша відстань між оброблюваною та обробленою поверхнями. Для всіх типів фрез крім торцевих глибину фрезерування вимірюють в площині обертання фрези.
4. Ширину фрезерування вимірюють вздовж осі фрези (для всіх типів фрез крім торцевих). Ширина зрізаного шару відрізняється від ширини фрезерування.
5. Товщина зрізаного шару є величиною змінною, яка для загального випадку залежить від подачі, діаметра фрези і миттєвого значення глибини різання. Так, наприклад, її максимальне значення для циліндричних і торцевих фрез відповідно визначається
 де
- кут контакту.
де
- кут контакту.
12.2.3 Знос, стійкість фрез
Фрези зношуються або по задній, або по передній і задній поверхнях. Чим менше товщина зрізу, тим більше зношується задня поверхня. Торцеві і дискові фрези зношуються і по передній і по задній поверхнях.
При чорновій обробці критерієм затуплення служить оптимальний знос фрези, при якому досягається максимальний термін її служби.
При чистовій або напівчистовій обробці приймаються технологічні критерії затуплення, тобто такий знос при якому не забезпечуються необхідна якість обробленої поверхні.
12.3 Хід виконання роботи
Ознайомитись з конструкцією виданих викладачем фрез.
Зробити ескізи виданих фрез.
Дати класифікацію виданим фрезам та визначити область застосування
12.4 Контрольні запитання
Як класифікують фрези за технологічними ознаками?
Як класифікують фрези по напряму зубів, конструкції зуба та способу кріплення?
Які основні параметри процесу різання при фрезеруванні?
Які критерії зносу фрез ви знаєте?
Лабораторна робота №13 вивчення конструкції та органів управління горизонтально та вертикально-фрезерних верстатів
13.1 Мета роботи
Вивчити конструкцію та органи управління горизонтально-фрезерного верстату 6Р-82 та вертикально-фрезерного верстату 6Р-12.
13.2 Теоретичні відомості
13.2.1 Загальні відомості про горизонтально-фрезерні верстати [5]
В залежності від розташування шпинделя консольно-фрезерні верстати поділяються на горизонтальні та вертикальні.
Горизонтально-фрезерні верстати характеризуються горизонтальним розташуванням шпинделя і наявністю у верстата трьох взаємно перпендикулярних рухів — повздовжнього, поперечного і вертикального. Горизонтально-фрезерні верстати поділяються на два різновиди — прості й універсальні. В універсальних горизонтально-фрезерних верстатах робочий стіл крім вказаних переміщень може ще повертатися навколо вертикальної осі на кут до 45° у кожну сторону. Для установки столу на потрібний кут до осі шпинделя, між полозками і робочим столом мається поворотна частина, на периферії якої нанесені градусні розподіли.
На рис. 13.1 показаний загальний вид консольно-фрезерного верстату 6Р-82 з позначенням складових частин верстата. Основними складовими частинами верстата є: станина 1, шафа для електроустаткування 2, коробка швидкостей 3, механізм переключення 4, хобот 5, стіл і полозки 6, консоль 7 і коробка подач 8.
Станина верстата служить для кріплення усіх вузлів і механізмів верстата. Хобот переміщується по верхніх напрямних станини і служить для підтримки за допомогою серги кінця фрезернї оправки з фрезою. Він може бути закріплений з різним вильотом. Сергу можна переміщувати по напрямних хобота і закріплювати гайками. Варто мати на увазі, що перестановка серг з одного верстата на іншій не допускається. Для збільшення жорсткості кріплення хобота застосовують підтримки, що зв'язують хобот з консоллю.
Консоль являє собою виливку коробчатої форми з вертикальними і горизонтальними напрямними. Вертикальними напрямними вона з'єднана зі станиною і переміщається по них. По горизонтальних напрямних переміщуються полозки. Консоль закріплюється на напрямних спеціальними затисками і є базовим вузлом, що поєднує всі інші вузли ланцюга подач і розподіляє рух на повздовжню, поперечну і вертикальну подачі. Консоль підтримується стійкою, в якій мається телескопічний гвинт для її підйому й опускання.
Стіл монтується на напрямних полозків і переміщається по них у повздовжньому напрямку. На столі закріплюють заготовки, затискні й інші пристосування. Для цієї мети робоча поверхня столу має повздовжні Т-подібні пази.
Полозки є проміжною ланкою між консоллю і столом верстата. По верхнім напрямним полозків стіл переміщується в повздовжньому напрямку, а нижня частина полозків разом зі столом переміщується в поперечному напрямку по верхнім напрямним консолі.
Шпиндель фрезерного верстата служить для передачі обертання різальному інструменту від коробки швидкостей. Від точності обертання шпинделя, його твердості і вібростійкості значною мірою залежить точність обробки.
Коробка швидкостей призначена для передачі шпинделю верстата різних чисел обертів. Вона знаходиться усередині станини і нею керують за допомогою механізму переключення швидкостей, який дозволяє вибирати необхідну швидкість без послідовного проходження проміжних ступенів.
Коробка подач забезпечує одержання робочих подач і швидких переміщень столу, полозків і консолі.
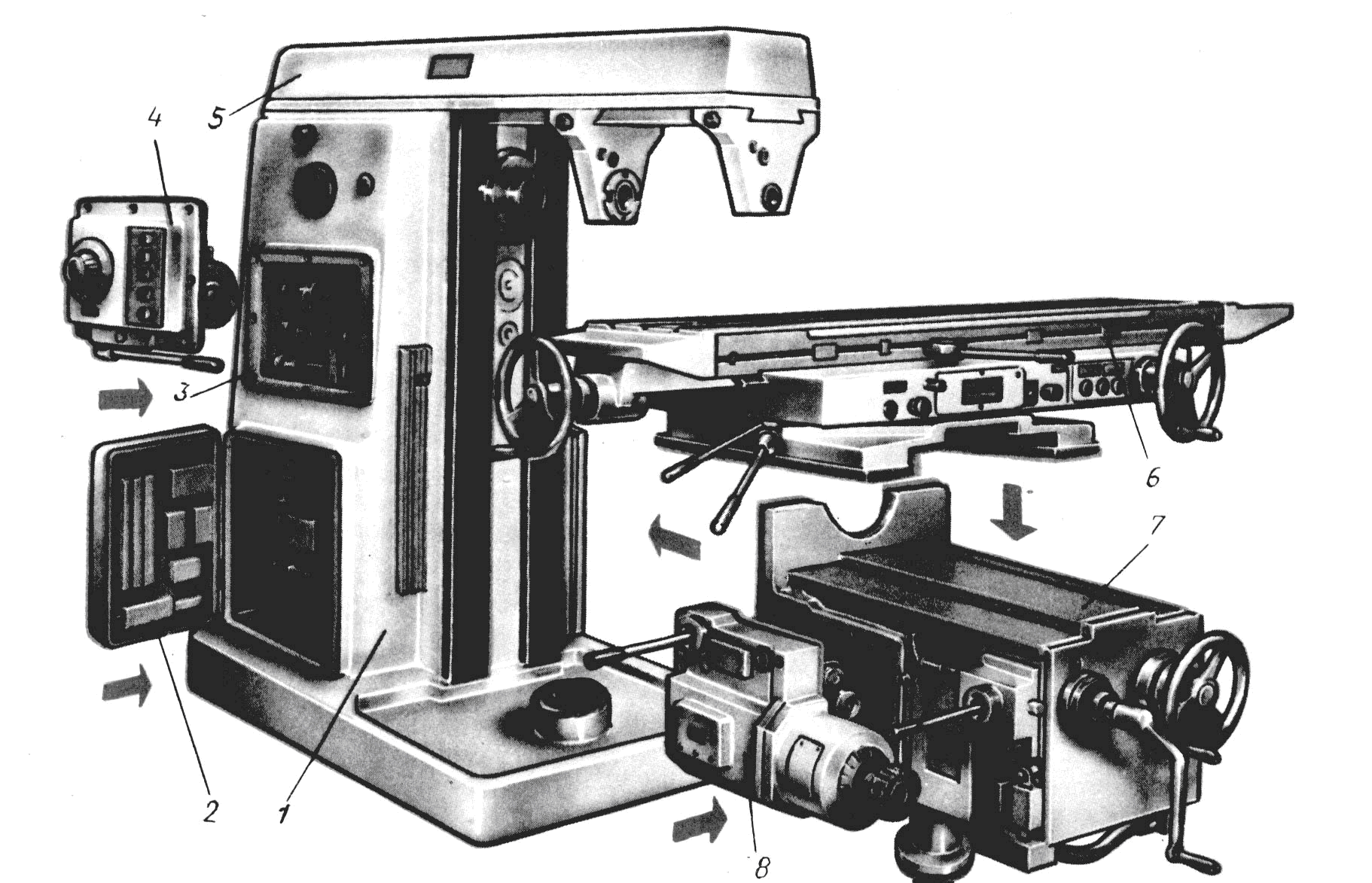
Рисунок 13.1 – Горизонтально-фрезерний верстат 6Р-82