

1.2.2 Система позначення металорізальних верстатів
Парк верстатів сучасного виробництва різноманітний. Для зручності класифікації кожному верстату присвоюється шифр (індекс). Індексатор базується на десятковій системі позначення, тому верстати діляться на десять груп, яким надані номери від 0 до 9.
Типам верстатів в межах кожної групи також присвоєні номери від 0 до 9. Умовне позначення моделі верстата складається з трьох або чотирьох цифр, інколи з додатком букв, які позначають додаткову характеристику верстату. Перша цифра вказує групу, друга - тип, третя і четверта характеризують один з найважливіших розмірів верстату, оброблюваної деталі або інструмента. Буква, якщо вона знаходиться між цифрами, вказує на модернізацію верстату. Буква, написана після усіх цифр, означає модифікацію (видозміну) базової моделі або клас точності верстату. Наприклад, верстат 2Н135: 2 означає — свердлильний, Н — модернізований, 1 — вертикальний, 35 — максимальний діаметр свердління. Верстат 16К20П : 1 — токарний, 6 — гвинторізний, К — модернізований, 20 - висота центрів 20 см, П — підвищеної точності.
Цифра, яка записана в кінці шифру, через риску, означає кількість шпинделів автомату або напівавтомату. Наприклад, 1Б240-6: 1 - токарний, Б - модернізований, 2 - багатошпиндельний автомат, 40 - максимальний діаметр оброблюваного прутка, 6 - кількість шпинделів.
1.2.3 Головні ознаки металорізальних верстатів різних класифікаційних груп
На рисунку 1.1 наведені групи різноманітних металорізальних верстатів [9].
1. Група токарних верстатів (поз. 1—6) складається з верстатів, призначених для обробки поверхонь обертання. Об'єднуючою ознакою верстатів цієї групи є використання обертального руху у якості руху різання заготівки.
2. Група свердлильних та розточувальних верстатів (поз. 7—10) включає свердлильні і розточувальні верстати. Об'єднуючою ознакою цієї групи верстатів є обробка круглих отворів. Рухом різання служить обертальний рух інструмента, якому звичайно надається також рух подачі. У горизонтально-розточувальних верстатах подача може здійснюватися переміщенням столу з оброблюваною деталлю.
3. Група шліфувальних, полірувальних, викінчувальних, заточувальних верстатів (поз. 20—24) поєднується по ознаці використання у якості різального інструменту абразивних шліфувальних кругів.
4. Група комбінованих електро-фізико-хімічних верстатів поєднується за ознакою використання електро-хімічних методів обробки.
5. Група зубо –та різеобробних верстатів включає усі верстати, що служать для обробки зубів коліс і нарізей, у тому числі шліфувальні.
6. Група фрезерних верстатів (поз. 11—14) складається з верстатів, що використовують багатолезові інструменти — фрези.
7. Для групи стругальних і довбальних верстатів (поз. 15—17) загальною ознакою є використання прямолінійного зворотньо-поступального руху різця відносно оброблюваної деталі.
Група протяжних верстатів (поз. 18 і 19) використовує протяжки – спеціальний багатолезовий інструмент.
8. Група розрізних верстатів включає всі типи верстатів, призначених для розрізування і розпилювання катаних матеріалів (прутки, кутики, швелери і т.п.).
9. Група різних і допоміжних верстатів поєднує усі верстати, що не відносяться ні до однієї з перерахованих вище груп.
Нульова група являється резервною.
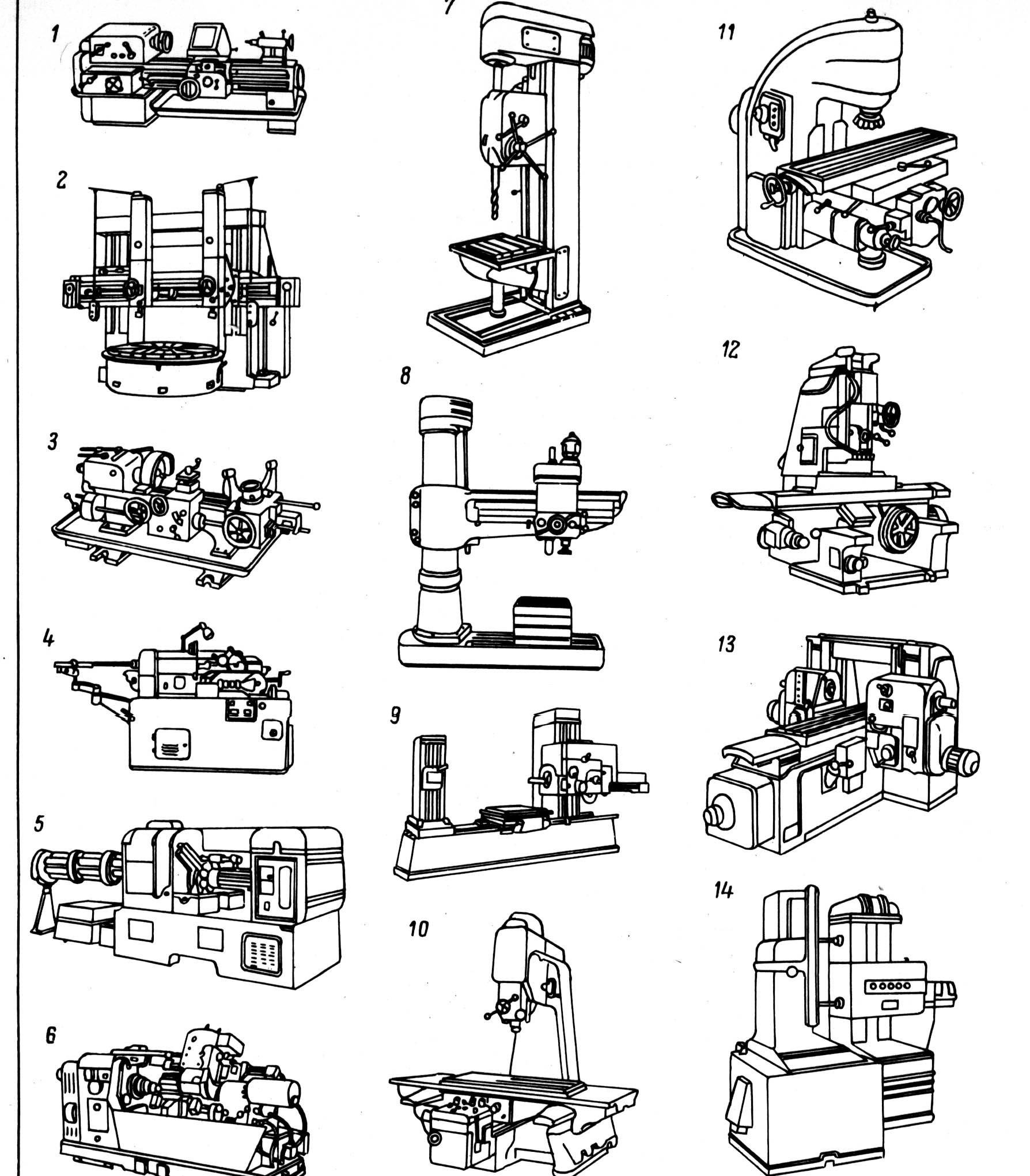
Рисунок 1.1 – Групи верстатів
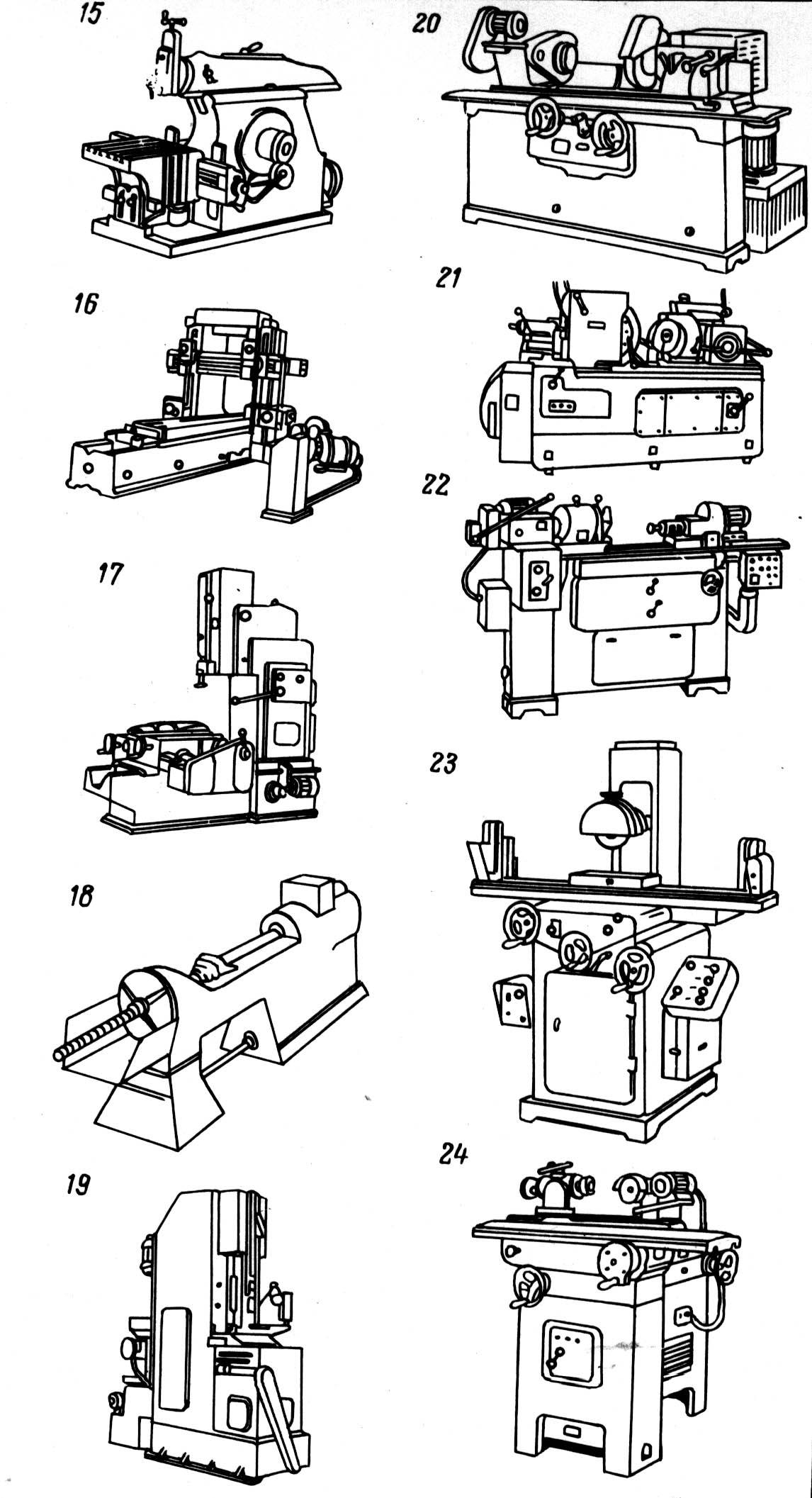
Продовження рисунка 1.1