

6.2.2 Оптимальні значення геометричних параметрів та їх вибір
6.2.2.1 Вибір переднього кута γ
Значення кута γ залежить від матеріалу різця та оброблюваної заготівки.
Чим міцніший та твердіший матеріал різального інструменту, тим більше значення кута γ. Чим міцніший та твердіший матеріал деталі, тим менше значення кута γ.
Як правило величина переднього кута знаходиться в межах від 100 до 300, але інколи для твердих металів і для швидкісного різання передній кут роблять від’ємним, від –50 до –100 , а для м’яких сплавів, навпаки, його інколи доводять до 400.
Знак переднього кута визначається, як показано на рисунку 6.5 [13].
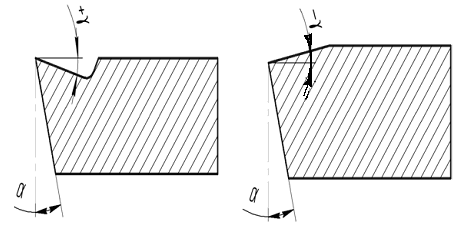
Рисунок 6.5 - Визначення знаку переднього кута
Правило вибору переднього кута має деякі виключення. Наприклад, якщо величина припуску має малі значення (у розверток - до 0,02 мм), то форма передньої поверхні немає великого значення, її виконують плоскою.
6.2.2.2 Вибір заднього кута α
Задній кут α призначений для зменшення тертя між задньою поверхнею та поверхнею різання.
Оптимальне значення заднього кута α залежить від товщини зрізаного шару а: чим вона більша, тим менше значення кута α.
Значення заднього кута α завжди додатні та знаходяться в межах 50...150, але для деяких чистових інструментів α досягає до 300 (утворюється тонка стружка). Задній кут α впливає на шорсткість оброблюваної поверхні. При зростанні заднього кута, шорсткість поверхні збільшується, але полегшуються умови різання. Для зменшення шорсткості зменшують задній кут або виконують фаску вздовж головного різального леза.
6.2.2.3 Вибір кута нахилу головного різального леза λ
Кут λ визначає напрямок сходження стружки: при додатному куті стружка відводиться в бік обробленої поверхні, при від’ємному в сторону поверхні, що обробляється. Як правило, кут λ знаходиться в межах від мінус 50 до плюс 150.
Кут нахилу головного різального леза λ впливає на міцність вершини різця. У різальних інструментів, які обладнані мінералокерамікою або твердим сплавом, через невелику міцність матеріалу на згин, кут λ>0 або має нульове значення. Це погіршує умови різання на ділянці біля вершини. В той же час, інструмент з швидкорізальної сталі має різноманітні значення кутів в залежності від умов роботи.
Кут λ впливає на відношення між складовим сили різання, при великих кутах λ покращується рівномірність процесу різання.
6.2.2.4 Вибір головного φ та допоміжного φ1 кутів в плані
Головний кут в плані φ звичайно має значення від 10 до 900.
При малих глибинах різання головний кут в плані приймають від 100 до 400 в випадках жорсткої системи ВПІД (верстат – пристрій – інструмент – деталь). При роботі з ударом головний кут в плані φ приймають від 600 до 700 в випадках середньої жорсткості системи ВПІД.
При обробці нежорстких деталей та нежорсткої системи ВПІД головний кут в плані φ становить близько 900.
Головний φ та допоміжний φ1 кути в плані впливають на шорсткість оброблюваної деталі – зі збільшенням їх шорсткість зростає.
6.2.3 Вимірювання кутів
Вимірювання геометричних параметрів різальної частини різців проводиться на спеціальному універсальному кутомірі (рис. 6) [19].
Кутомір складається із основи 9, на якій закріплюються гвинт-стійка 1 і поворотний столик 10. По стійці 1 гайкою 3 вертикально переміщується кронштейн 2 зі шкалою 4 і стрілкою 6. По пазам столика 10 може переміщатись каретка 11, в якій гвинтами 7 закріплюється вимірюваний різець. Гвинт 14 призначений для закріплення каретки на столі, а гвинт 8 фіксує кутове положення стола 10. Відлік кутового положення стола проводиться по шкалі 12 стрілкою 13.

Рисунок 6.6 - Загальний вид спеціального універсального кутоміру для вимірювання геометричних параметрів різальної частини різців
Для вимірювання кутів в плані використовують передню площину стрілки 6 чи шкали 4, а також перпендикулярну до них площину ребра 5. Головний передній кут, головний та допоміжний задній кут та кут нахилу головного різального леза вимірюють торцевими базовими поверхнями стрілки 6, а значення цих кутів відраховують по шкалі 4. Відлік значень кутів в плані ведуть по шкалі 12.