

7.1.5 Вимірювання і контроль різі
На перших деталях виготовленої партії орієнтовно перевіряють крок різі. Його перевіряють масштабною лінійкою, вимірюючи відстань через десять або двадцять витків, і поділяють отриманий розмір відповідно на 10 або 20, визначаючи в такий спосіб відстань між двома сусідніми нитками (рис.7.8) [4].

Рисунок 7.8 – Контроль кроку:
а – лінійкою,
б – різеміром
Для дюймової різі визначають, скільки ниток укладається на довжині 1" (25,4 мм).
Для контролю кроку й одночасно кута профілю різі користуються набором шаблонів-різемірів. На кожному шаблоні мається насічка визначеного кроку і кута профілю і відповідне позначення (наприклад: 60°, 2 мм або 55°, 11 ниток). Прикладаючи шаблон насічкою до різі, визначають на просвіт збіг кроку і кута профілю насічки з кроком і кутом профілю контрольованої різі (рис.7.8).
Середній діаметр різі вимірюють нарізним мікрометром (рис.7.9).
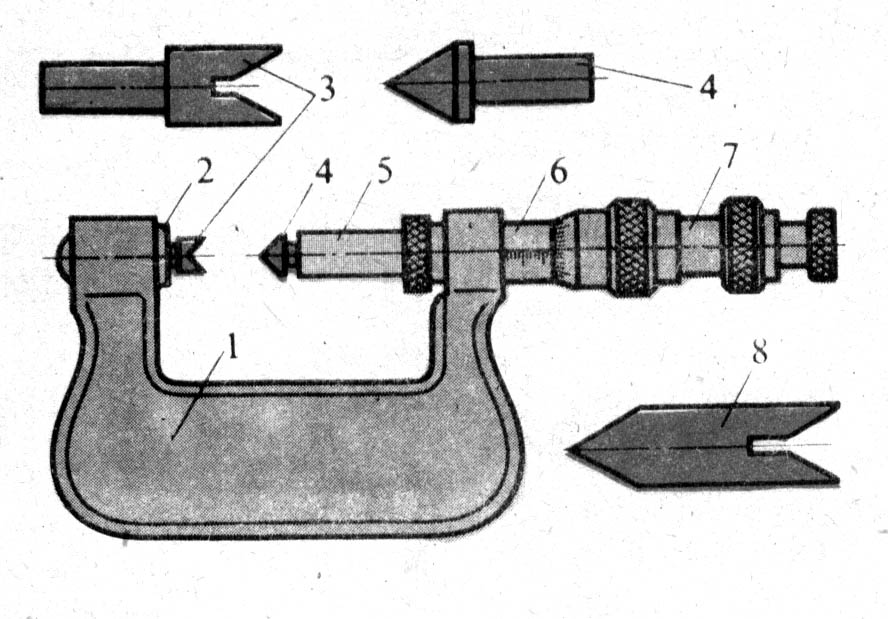
Рисунок 7.9 – Нарізний мікрометр
1 — скоба, 2 — п’ятка, 3 — призматична вставка, 4 — конічна вставка,
5 — шпиндель, 6 — стебло, 7 — барабан, 8 — шаблон
У шпинделі 5 і в п’ятці 2 маються отвори, у які встановлюють нарізні вставки. У шпиндель встановлюють конічну 4 з кутом, рівним куту профілю різі, а в п'яту — призматичну 3. До нарізного мікрометру додається набір вставок для контролю всіх стандартних кроків метричних і дюймових нарізів. Конічна вставка 4 при контролі вводиться в канавку різі, а призматична 3 охоплює протилежну нитку. Для встановлення відліку мікрометра на нуль служить шаблон 8. Точність виміру середнього діаметра нарізним мікрометром досягає 0,01 мм.
У масовому виробництві точність нарізних виробів контролюють граничними калібрами (рис.7.10): кільцями - зовнішні (рис. 7.10), та пробками – внутрішні різі (рис 7.10,б).
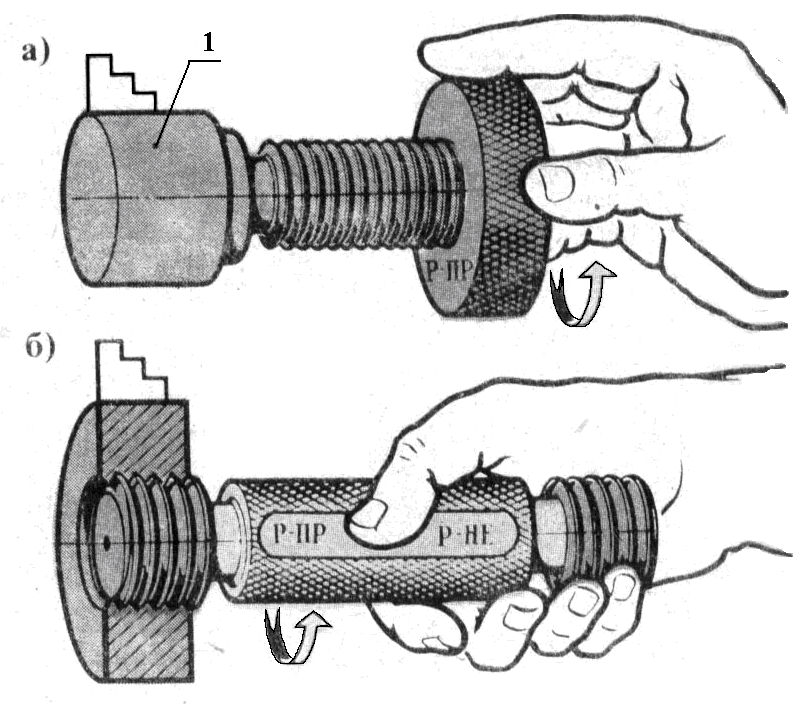
Рисунок 7.10 - Контроль різі:
а – калібром-кільцем, б – калібром-пробкою,
1 – заготовка
Прохідне кільце ПР має повний профіль і повинно згвинчуватися з контрольованим гвинтом на повну довжину різі, непрохідне кільце НЕ має усього два-три витки й укорочений профіль. Непрохідний калібр може нагвинчуватися не більше ніж на одну-дві нитки. Аналогічно у нарізної пробки для контролю внутрішньої різі мається прохідна сторона ПР і непрохідна НЕ.
7.3 Порядок виконання роботи
1. По заданим викладачем діаметру і кроку різі підібрати по довідковій літературі розміри діаметру отвору для нарізання внутрішньої і діаметру проточки циліндричної частини для зовнішньої різі.
2. У попередньо підготовлених заготовках нарізати за допомогою мітчиків відповідну внутрішню різь.
3. У попередньо підготовлених заготовках нарізати вручну за допомогою плашок відповідну зовнішню різь.
4. Вивчити устрій різеміру і за його допомогою визначити кроки запропонованих викладачем різей деталей.
5. Вивчити устрій нарізного мікрометру і за його допомогою виміряти середні діаметри різей деталей.
6. Ознайомитись із устроєм нарізних калібрів і перевірити придатність запропонованих різей деталей.
7.4 Контрольні запитання
1. Наведіть класифікацію різей по формі, напрямку витків, кількості заходів.
2. Назвіть та коротко охарактеризуйте основні елементи різі.
3. Опишіть конструкцію мітчиків.
4. Опишіть конструкцію плашок та різенарізних головок.
5.Охарактеризуйте основні методи нарізання зовнішніх різей.
6. Опишіть конструкцію мітчика та плашки.
7. Охарактеризуйте основні методи нарізання внутрішніх різей.
8. Опишіть конструкцію інструментів для контролю різей.