

Лабораторна робота №4 засоби вимірювання лінійних та кутових розмірів
4.1 Мета роботи
Вивчити найбільш розповсюджені засоби вимірювання лінійних та кутових розмірів деталей. Здобути практичні навички у використанні штангенциркулів, мікрометрів, універсальних та оптичних кутомірів.
4.2 Теоретичні відомості
4.2.1 Вимірювання лінійних розмірів
Найбільш поширеними засобами для вимірювання лінійних розмірів являються штангенінструменти та мікрометри.
До штангенінструментів загального призначення відносяться штангенциркулі, штангенглибиноміри, штангенвисотоміри.
Відліковим пристроєм штангенінструментів є ноніус, за допомогою якого можна відраховувати дробові частки інтервалу розподілів основної шкали.
Величина відліку по ноніусу штангенінструментів встановлюється 0,1 або 0,05 мм. Похибка показань штангенінструментів не повинна перевищувати модуля величини відліку по ноніусу.
При нульовому положенні нульовий штрих ноніуса збігається з нульовим штрихом основної шкали.
При вимірюванні шкала ноніуса зміщується відносно основної шкали на величину, яка дорівнює вимірюваному розміру. Ціле число поділок основної шкали визначається по положенню нульового штриха ноніуса. Так, як інтервал розподілів шкали ноніуса відмінний від інтервалу розподілів основної шкали, кожна наступна поділка ноніуса розташована до якоїсь поділки основної шкали ближче попередньої. Збіг якого-небудь штриха ноніуса з будь-яким штрихом основної шкали показує число дробових розподілів по шкалі ноніуса. На рисунку 4.1 показаний приклад відліку розміру b = 117,15 мм.
За допомогою штангенінструментів можна вимірювати охоплювані, охоплюючі і східчасті розміри. При вимірі розмірів зовнішніх поверхонь, деталь затискається між поверхнями губок 2. Стопорні гвинти 3 і 5 повинні бути відпущені, після цього затискається гвинт хомутика 5 і за допомогою гвинта 7 мікрометричної подачі уточнюється положення рухомої губки. Деталь повинна бути затиснута щільно, без перекосів. Гвинтом 3 фіксується положення рамки ноніуса і знімається розмір.
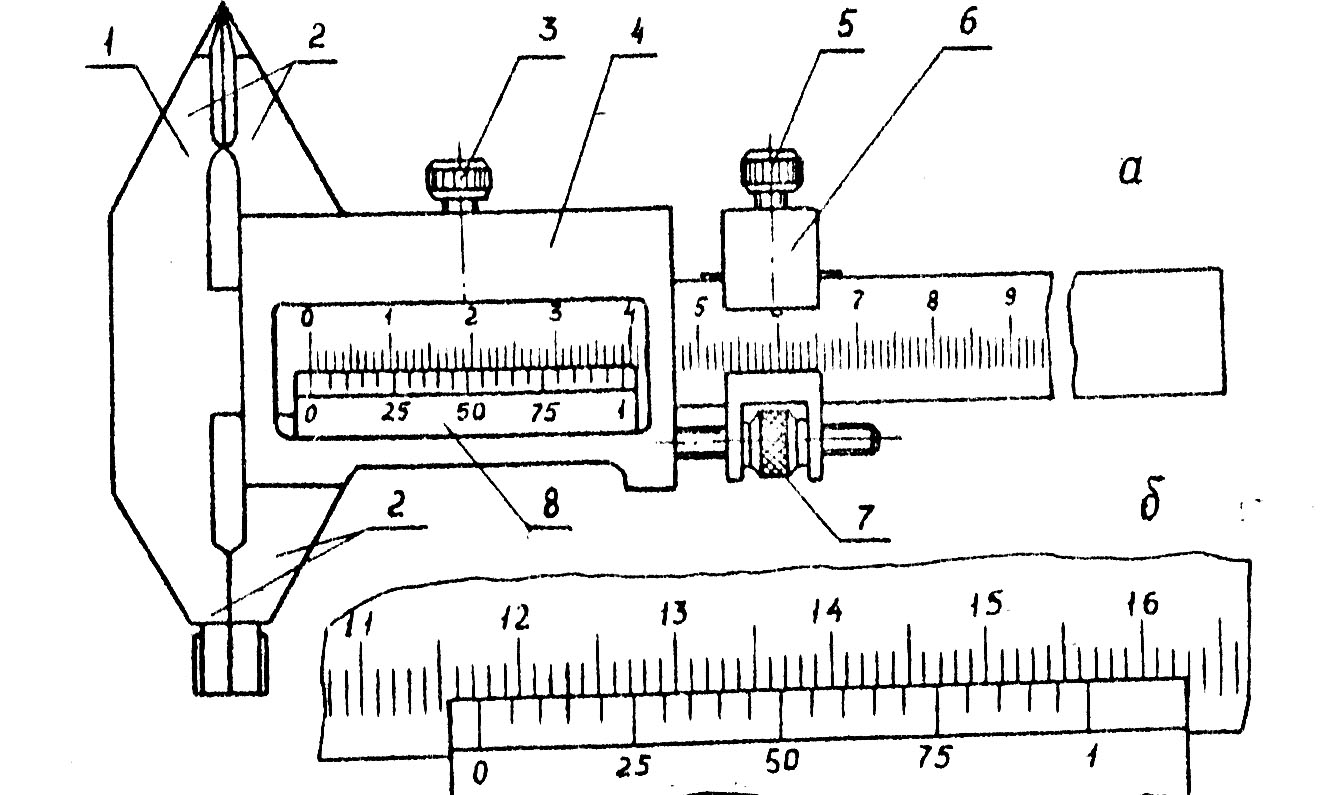
Рисунок 4.1 – Штангенциркуль
Мікрометри поєднуються загальною схемою вимірювального пристрою, заснованого на застосуванні мікрометричної пари.
Відліковий пристрій мікрометричних інструментів складається з двох шкал і двох покажчиків (рисунок 4.2,а) [28].
Основна шкала (повздовжня) нанесена на гільзу 4. По одну сторону повздовжнього штриха з інтервалом у 1 мм нанесена одна група поділок, по іншу – з тим же інтервалом друга група поділок, яка зміщена по відношенню до першої на 0,5 мм
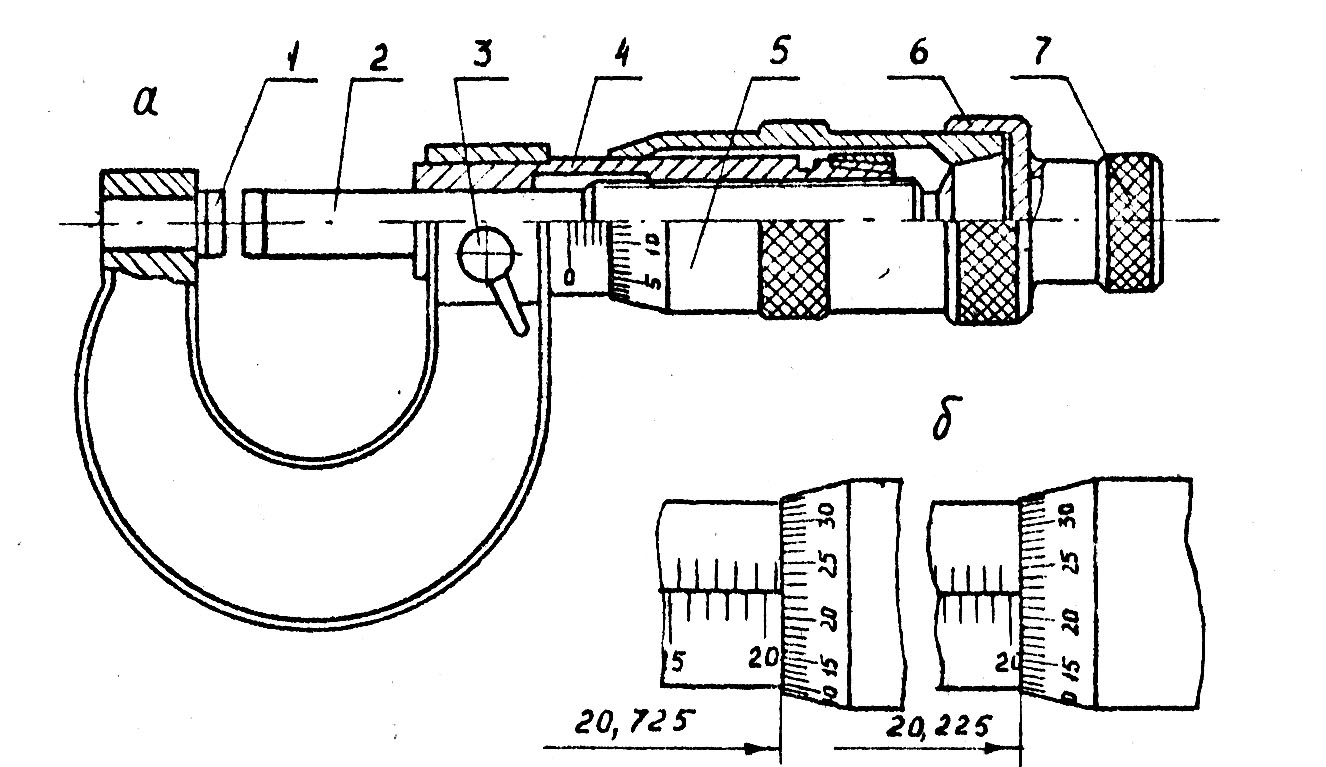
Рисунок 4.2 – Мікрометр
Друга шкала (кругова) з числом поділок n = 50 нанесена на скошений край барабана 5. Покажчиком кругової шкали служить повздовжній штрих, нанесений на гільзу 4. При кроці мікрогвинта Р = 0,5 мм одному його оберту відповідає переміщення вимірювального наконечника на 0,5 мм, а ціна однієї поділки кругової шкали складає 0,01 мм.
Приклади відліків розмірів приведені на рисунку 4.2, б.
Перед початком вимірювання мікрометри піддаються перевірці нульового показання. Перевірка нульового показання виконується на нижній межі його показань. Для цього мікрометричний гвинт 2 обертається за допомогою тріщітки 7 і приводиться в контакт з вимірюваною поверхнею 1, або для мікрометрів з межею вимірювань понад 25 мм з кінцевою мірою, прикладеною до мікрометра, яка дорівнює по величині його нижній межі вимірювання. У випадку неспівпадання нульового штриха кругової шкали з повздовжнім штрихом, нанесеним на гільзу мікрометра, проводиться його регулювання. Для цього мікрометричний гвинт фіксується стопорним гвинтом 3. Поворотом гайки 6 барабан 5 звільнюється і повертається так, щоб нульова поділка кругової шкали встановилася проти поздовжнього покажчика на гільзі 4. У цьому положенні барабан затискається гайкою 6 і стопорний гвинт 3 звільняється. Після такого регулювання необхідно знову перевірити правильність установки нульового положення мікрометра, а при необхідності – повторити регулювання.
При вимірюванні деталь, що перевіряється, затискається між вимірювальними поверхнями мікрометра тільки за допомогою тріщітки. Це забезпечує постійність затискного зусилля при вимірюванні, яке дорівнює зусиллю, при якому проводилось регулювання мікрометра.