

2.3. Виды тпп
При реализации ТПП используются различные методы. Границы между этими методами определяются весьма условно. Выделяют следующие основные методы: управление ТПП; вариантное планирование;
адаптивное планирование; новое планирование.
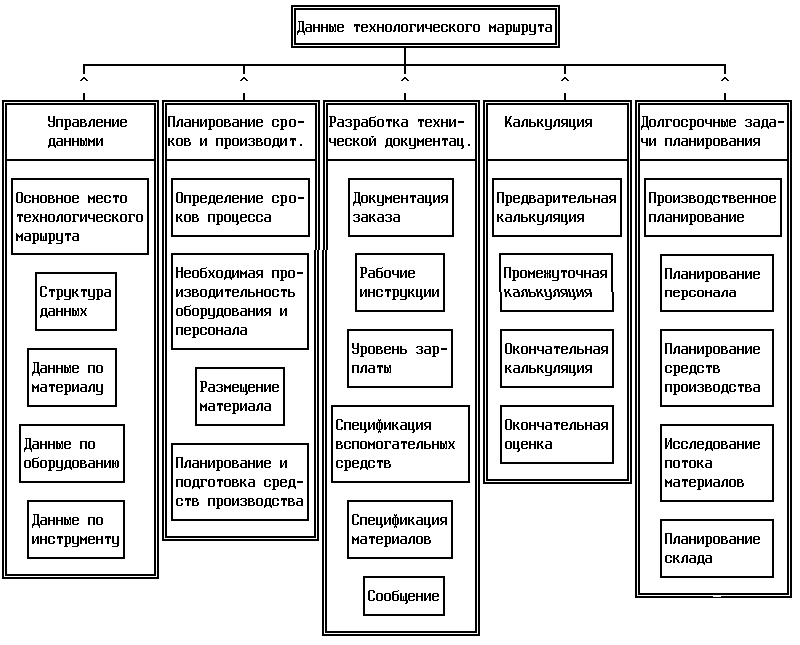
Рис. 2.3. Приложения, в которых используются технологические данные
Выбор метода зависит от технологических требований, предъявляемых типом производства и его номенклатурой.
Характерной для метода управления ТПП является организация хранения информации по технологическим маршрутам в соответствии с определенной системой классификации и кодирования. Критерием выбора маршрута для конкретной детали с заданной величиной партии является его релевантность к требованиям заказа. Насколько оправдана такая организация хранения, можно сказать на основе анализа классификационного кода, раскрывающего информацию о виде заготовки, условиях технологического процесса и др.
При внедрении технологического маршрута принимаются во внимание реальные условия заказа. Этот метод планирования применяется в качестве регенерирующего принципа, иными словами в качестве повторного планирования. Область применения метода управления ТПП, даже с учетом повторяемости обрабатываемых деталей, является ограниченной.
Для деталей, требования к которым сильно отличаются от требований, заложенных в установившийся комплект технологических процессов, необходимо разработать дополнительный обобщенный технологический маршрут.
ля использования метода вариантного планирования характерно наличие стандартного технологического маршрута для каждого класса деталей в данном производстве. В стандартном маршруте учитывается обработка всего спектра деталей данного класса. Принципы построения стандартного маршрута показаны на рис. 2.4. В каждом классе общей номенклатуры деталей выделяют детали-представители, которые являются обобщенными представителями, включающими все специфические особенности каждой детали. Для такой детали-представителя разрабатывается стандартный технологический маршрут. Для каждой конкретной детали данного класса выбирается вариант стандартного маршрута, являющегося его подмножеством. Для всех разрешенных маршрутов разрабатываются и документируются технологические карты и другая информация. Размеры класса деталей зависят от объема данных, определяемых в технологической подготовке, и от допустимых возможностей их изменения.
Вариантное планирование предусматривает возможность уточнения стандартного маршрута путем изменения параметров процесса в определенных границах. Увеличение числа обрабатываемых элементов не разрешается. Вариантный метод наиболее употребим на предприятиях с сильно ограниченной номенклатурой деталей. Ограничения на номенклатуру деталей, представленных стандартными технологическими процессами, значительно снижают степень гибкости системы ТПП.
Более высокой гибкостью обладает метод адаптивного планирования. Суть данного метода заключается в наличии определенного множества разработанных технологических маршрутов, которые в различных типах технологического проектирования могут быть адаптивны к конкретным требованиям заказчика. Адаптация реализуется добавлением, удалением, изменением отдельных шагов проектирования. Для эффективного применения данного метода целесообразно проводить поиск технологических маршрутов с помощью определенного классификатора. Адаптивное планирование в противоположность указанным выше методам обеспечивает порождение дополнительных технологических данных.
Метод нового планирования позволяет вести разработку технологического маршрута для подобных и новых деталей в соответствии с общими и специфическими данными и правилами технологического проектирования. Основой этого служат описание детали и требования, предъявляемые к ее обработке. Анализ этих требований позволяет выявить возможные пути решения технологических задач и в соответствии с определенными критериями выбрать метод решения. Таким образом, этот метод является и генерирующим и оптимизирующим.