

3.2.4. Информационные массивы
При решении задач планирования требуемая информация должна быть доступна в соответствующей форме в определенные сроки. Как показывает опыт, организация информации при планировании в традиционных формах - каталогах, картотеках - не удовлетворяет современным потребностям автоматизации проектных работ. Для организации информации с помощью ЭВМ первоначально необходимо собрать и систематизировать требуемые данные. Основой систематизации данных может служить функциональное разбиение по задачам планирования с учетом уровня их автоматизации. В качестве примера можно привести следующую систематизацию информационных массивов: станки, приспособления, материалы, измерительные средства, технологические карты и нормы времени.
Такая систематизация приближена к функциональной структуре решаемых задач. Основой систематизации служит наличие различного рода связей (логических и др.) между параметрами, сведений о станках, приспособлениях и т.д. Одной из проблем организации информации является определение ключевых параметров информационных массивов, с тем чтобы иметь множество критериев выбора требуемых характеристик и минимизировать затраты на сбор, обработку и модификацию данных в массивах. Каждый информационный массив имеет свою структуру, описание которой хранится отдельно и в соответствии с которой осуществляется накопление и хранение информации. С целью повышения информативности формат ввода может быть снабжен графическими изображениями с пояснительными текстами. Формат ввода содержит позиционное описание основных и дополнительных объектов. К основным характеристикам относятся описания свойств собственно объектов - оборудования, инструментов. К дополнительным - описание взаимосвязи объектов, например оборудования и инструментов. Основными характеристиками могут быть идентификатор, системный код, параметры технологических, геометрических, кинематических свойств. Идентификатор - это, как правило, уникальный порядковый номер. Системный код содержит классификационные признаки оборудования. Дополнительные характеристики предназначены для описания параметров взаимодействия оборудования. В информационных массивах параметры взаимодействия могут устанавливаться явно, т.е. указанием параметра взаимодействия, и косвенно - ссылкой на конкретное описание.
Рис.
3.17. Обработка таблиц принятия решения.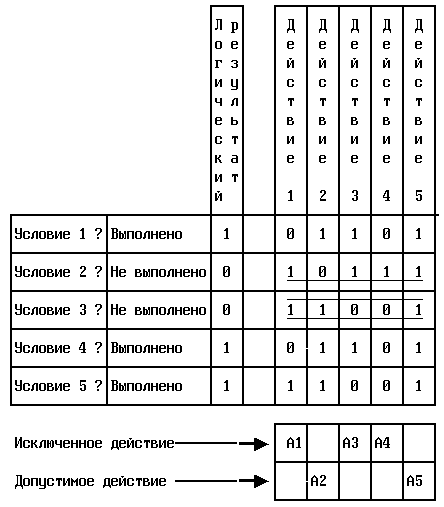
Косвенное соответствие между инструментом и приспособлением устанавливается указанием ссылки на принадлежность к одному станку.
Условное соответствие между элементами оборудования вытекает из соответствия их геометрических, технологических и кинематических характеристик без дополнительных ограничений.
Массив данных по материалам может включать информацию об обрабатываемых материалах и материале режущего инструмента.
Форматы ввода информации могут обрабатываться в ручном варианте. Целесообразна организация централизованного хранения таких информационных массивов. Централизованное хранение информации на традиционных носителях позволяет без больших затрат автоматизировать этот процесс для использования в АСТПП.
В таких системах необходимо организовать сбор информации, ее хранение, поиск и предоставление для решения задачи. Требуемые для этого программы управления и обслуживания должны выполнять следующие функции: запись данных в массив; изменение данных в массиве; выборка данных из массива. Кроме того, должно быть программно реализовано централизованное управление данными, которое позволит осуществлять накопление, контроль модификацию данных и организовать доступ к массивам данных для решения прикладных задач на ЭВМ.