

4.1.3. Индивидуальные и обобщенные технологические маршруты
При технологическом проектировании наибольшее распространение получил метод структурного синтеза, основанный на использовании типовых решений и относящийся к методам выделения варианта из обобщенной структуры.
Уровень типизации технологических процессов с широкой нормализацией и унификацией конструкций деталей во многом определяет трудоемкость технологической подготовки на предприятии. Особенно это важно при создании автоматизированной системы подготовки производства и, в частности, автоматизированного проектирования технологических процессов обработки резанием (при этом необходимо иметь четкие правила, условия назначения операций и т.п.).
Типовые процессы разрабатываются на основе анализа, систематизации и обобщения технологических решений с учетом научных достижений технологии машиностроения и передового научного опыта. Предусматривают применение высокопроизводительного оборудования, средств автоматизации и механизации, использование прогрессивных методов выполнения заготовок и их обработки. Типовой процесс должен быть рациональным в конкретных производственных условиях, должен характеризоваться единством содержания и последовательности большинства технологических операций для группирования изделий, обладающих общими конструктивными признаками.
Проектирование маршрута обработки деталей является основным этапом технологического проектирования. Исходными данными при этом служат конструктивные особенности детали, технологические условия приемки, программа выпуска и вид заготовки. В качестве исходных данных служат также сведения об оборудовании, приспособлениях и инструменте.
Конкретную деталь относят к типовому классу (валы, диски, корпусные детали и др.), подклассу, группе или более мелкой градации (подгруппе, типу) в соответствии с принятым классификатором.
Для данного класса (подкласса, группы, подгруппы или типа) деталей синтезируется обобщенный маршрут обработки, включающий перечень операций обработки, характерных для этого класса. Перечень представляет собой упорядоченное множество операций существующих индивидуальных маршрутов. Эти маршруты имеют типовую последовательность и содержание, причем на уровне предприятия учитывается его передовой опыт и традиции, а также научно-технические достижения и перспективы развития отрасли.
Рис.
4.1. Схема объединения технологических
маршрутов обработки деталей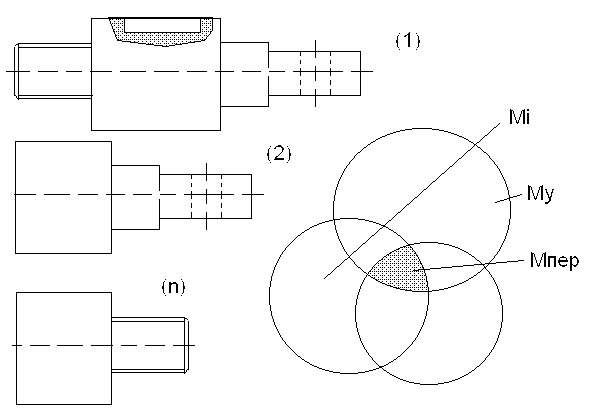
Необходимым условием включения индивидуального маршрута в обобщенный является наличие области пересечения, например Mi и Mj, как непустого множества: MiMj≠0.
Важной
характеристикой формирования обобщенного
маршрута является мощность пересечения
множеств операций индивидуальных
маршрутов │Мпер│, т.е. количество
операций с одинаковыми кодами, входящими
в это пересечение
![]() .
.
Мощность
пересечения множества операций в
обобщенном маршруте желательно
увеличивать, поскольку при этом мощность
обобщенно n-го маршрута
![]() уменьшается. Следовательно, обобщенный
маршрут представляет множество
индивидуальных маршрутов, представленных
своими кодами операций. В Мпер
двух или нескольких маршрутов входят
эквивалентные операции. Эти операции
должны иметь один и тот же код. Значения
│Мпер│
и │Мy*│
могут служить ориентиром для анализа
и совершенствования работ по типизации
технологических процессов, так как
количество эквивалентных операций для
различных деталей одной группы (класса
или подкласса) позволяет оценить
возможность объединения деталей в
группу и уровень проведенных работ на
предприятии по типизации.
уменьшается. Следовательно, обобщенный
маршрут представляет множество
индивидуальных маршрутов, представленных
своими кодами операций. В Мпер
двух или нескольких маршрутов входят
эквивалентные операции. Эти операции
должны иметь один и тот же код. Значения
│Мпер│
и │Мy*│
могут служить ориентиром для анализа
и совершенствования работ по типизации
технологических процессов, так как
количество эквивалентных операций для
различных деталей одной группы (класса
или подкласса) позволяет оценить
возможность объединения деталей в
группу и уровень проведенных работ на
предприятии по типизации.
Описание операции в технологическом маршруте должно включать ее наименование и сущность выполняемой работы.
В результате анализа описаний для каждого предприятия, группы предприятий или отрасли по реальным технологическим процессам создают конкретный справочник формулировок операций. В табл. 4.1 показан фрагмент формулировок операций по обработке ступенчатых валов (мелкосерийное производство).
Таблица 4.1.
Ступенчатые валы |
|
|
|
Код операции |
Формулировка операции |
1140 |
Токарная. В центрах. Точить под закалку согласно эскизу |
1147 |
Токарная. В патроне и люнете. Править центровые фаски |
1155 |
Токарная. В центрах. Точить под улучшение согласно эскизу |
1541 |
Сверлильная. В призмах. Сверлить поперечные отверстия согласно чертежу |
2101 |
Фрезерная. На призмах. Фрезеровать два сегментных шпоночных паза согласно чертежу |
