

3.2.2. Алгоритмы
В качестве вспомогательного средства в системах планирования производства используются средства обучения, которые позволяют привести эвристический процесс принятия решения к "квазиалгоритму" и выявить при этом необходимые данные. Алгоритм преобразует исходную информацию в выходную. Формирование алгоритма предполагает выполнение следующих условий:
- должны быть определены основные переменные алгоритма;
- алгоритм должен состоять из шагов, каждый из которых описывается определенными правилами;
- описание алгоритма должно быть полным и конечным;
- алгоритм должен задействоваться в определенных конструкциях, отражающих правила преобразования переменных.
Перевод алгоритмов обработки данных на ЭВМ позволяет формулировать решения задач. Обновой этого являются обобщенные модели, отражающие процесс получения решения частных задач, таких, как последовательность обработки, режимы резания (подача, частота вращения и др.), расчет времени обработки.
Преимущество общих алгоритмов заключается в их универсальном применении и получении достоверных результатов. Построение общих алгоритмов для всех этапов планирования производства практически невозможно, так как очень трудно подобрать обобщенные критерии и еще труднее отразить их в количественной шкале. Для получения приближенных решений задач планирования производства с помощью ЭВМ оказалось удобным применять методику на основе таблиц принятия решения (ТПР). В качестве таких приближенных задач могут выступать задачи выбора станков, приспособлений, определение режимов резания и выбора инструмента.
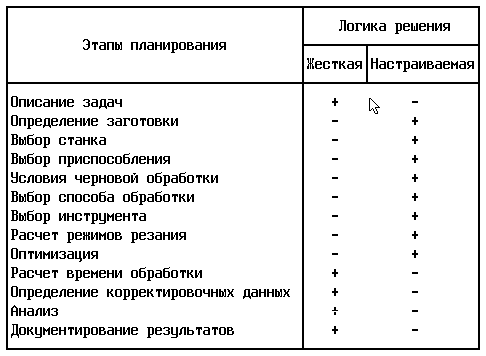
Для решения эвристических задач необходимо предусматривать функцию обучения для получения решений. В таблице 3.3 представлены этапы планирования, которые могут быть представлены алгоритмически или эвристически. Такое разделение весьма условно, оно может быть скорректировано по мере детализации задач этих этапов и уровню получаемой точности решения.
Рис.
3.13. Признаки диалоговой обработки.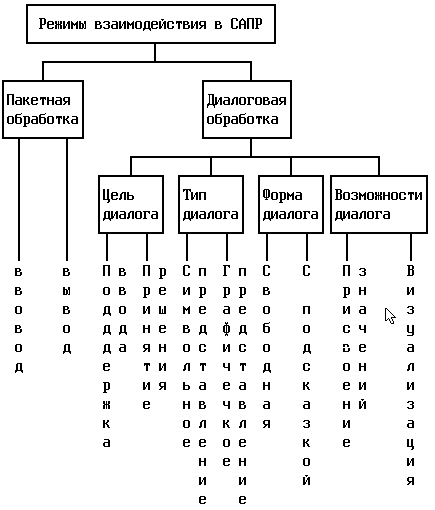
При автоматизированном решении некоторых задач планирования необходимо представить вариантность их решения. Одним из способов решения многовариантных задач являются таблицы принятия решения (ТПР).
Элементами ТПР являются условия, действия, правила (представленные в матричной форме).
По условием в ТПР понимают множество переменных с конечным числом значений. По действиями понимают также переменные с конечным числом значений. Решение в ТПР получают при условии, что каждому значению переменных условия соответствует только одно значение переменных действия.
Таблица 3.3.
Этапы планирования при жесткой и гибкой логике решения.
Норма и структура ТПР показана на рис. 3.14. Формулировка условий представлена на рис. 3.15.
Рис.
3.14. Структура таблиц стандартной и
конкретной формах принятия решения.
В условиях фиксируются данные о детали, в действиях - получаемое решение в допустимых границах. Операторами сравнения могут быть следующие значения: равно, не равно, больше, меньше. Логические операторы позволяют логически связывать условия (табл. 3.4).
Рис.
3.15. Стандартные и конкретные условия.

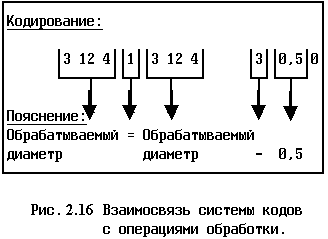
Таблица
3.5.
Пример
кодирования технологических операций.

Если при решении задач планирования можно построить ТПР и манипулировать им, от на их основе легко организовать обучающую систему для подготовки персонала. Необходимая при решении задач планирования входная информация и получаемые результаты должны быть доступны в любой момент времени. Для организации такой информации могут быть использованы информационные массивы в виде файлов.