

1.6.1 Системи координатних площин і координатні площини.
Для розрахунку кутів леза, одержання і контролю їхньої величини при виготовленні інструментів застосовують три системи координат; ІСК – інструментальна система координат; ССК – статична система координат; КСК – кінематична система координат.
Інструментальна система координат ІСК – це прямокутна систем координат з початком у вершині леза, орієнтована відносно геометричних елементів різального інструмента, прийнятих за базу. Інструментальну систему координат застосовують для виготовлення і контролю інструмента. В позначеннях координатних площин і елементів леза додатково використовують індекс ’і’, наприклад, Pvi , Pi , Pi , Pi .
Статична система координат ССК – це прямокутна система координат з початком у розглядуваній точці головної різальної кромки, орієнтована відносно напряму швидкості головного руху різання. Вона приймається для наближених розрахунків кутів леза в процесі різання і для врахування змін цих кутів після установки інструмента на верстаті. Статична система координат є перехідною системою від інструментальної системи координат до кінематичної. В цьому випадку в позначеннях координатних площин і елементів леза використовують індекс “с”, наприклад, Pvс , Pс , Pс .


а) б)
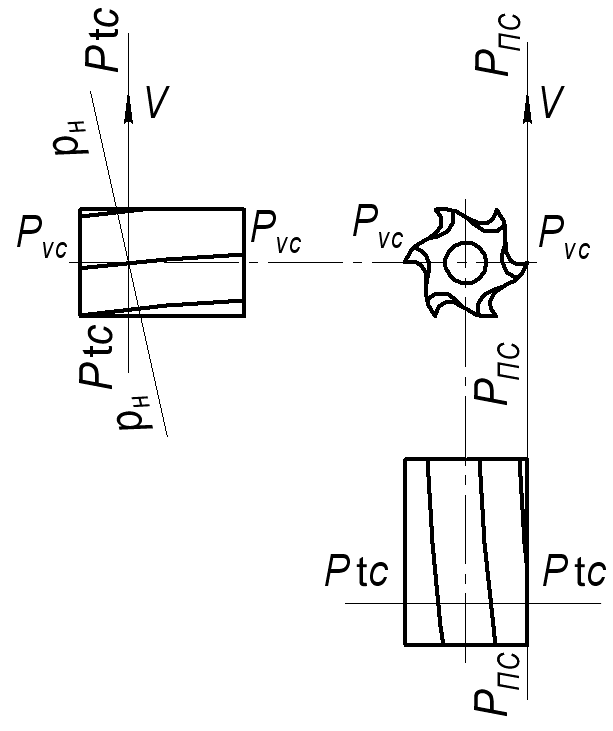
Рисунок 25. Координатні площини в статичні системі координат.
a) переферійне фрезерування б) фасоне фрезерування
Кінематична система координат (КСК) – це прямокутна система координат з початком у заданій точці різальної кромки, орієнтована відносно напрямку швидкості результуючого руху різання. Цією системою доцільно користуватися при роботі з великими подачами та нарізанні різі. Координатні площини й елементи леза в КСК позначають індексом ’к’, наприклад, Pvк, Pк, Pк, Pк.
Координатні площини з яких складаються системи координат показані на Рис. 25 і 26, в статичній і кінематичній системах координат.
Статична основна площина Рvc – основна площина статичної системи координат (координатна площина, яка проходить через розглядувану точку головної різальної кромки, перпендикулярно до напряму швидкості головного руху різання).
Статична площина різання Рnc – координатна площина, дотична до головної різальної кромки в розглядуваній точці і перпендикулярна до статичної основної площини.
Статична головна січна площина Рc – координатна площина, перпендикулярна до лінії перетину статичної основної площини і статичної площини різання.


а) б)
Рисунок 26. Координатні площини в кінематичні системі координат.
a) – переферійне фрезерування б) – фасоне фрезерування
Нормальна січна площина Рн – площина, перпендикулярна до різальної кромки в розглядуваній точці.
Робоча площина Ps – площина, в якій розміщенні напрями швидкостей головного руху і руху подач.
Кінематична основна площина Рvк – основна площина в кінематичній системі координат (координатна площина, яка проходить через розглядувану точку головної різальної кромки, перпендикулярно до напряму швидкості результуючого руху різання).
Кінематична площина різання Рnк – координатна площина, дотична до головної різальної кромки в розглядуваній точці і перпендикулярна до кінематичної основної площини.
Кінематична головна січна площина Рк – координатна площина, перпендикулярна до лінії перетину кінематичної основної площини і кінематичної площини різання.
1.6.2. Геометричні параметри різальної частини фрез в ССК
Задній кут α зручно вимірювати в площині Б-Б, перпендикулярній осі фрези. Він знаходиться між дотичною до поверхні головного руху. Величина заднього кута для фрез з великим зубом (m<1,75) α=150, а для фрез з мілким зубом (m>1,75) α=200. Де m – коефіцієнт пропорційності, який залежить від призначення і конструкції фрез. Величини торцевого переднього кута γБ і но рмальний задній кут αА визначають по формулах:
![]()
![]()

Рисунок 27. Геометричні параметри циліндричної фрези в ССК.
Кутів в плані , 1, в циліндричної фрези відсутні. Для плавного ходу зубів фрези в зрізаючий шар і виходу з нього, а також для збільшення числа одночасно працюючих зубів. Фрези виконують з гвинтовими зубами. Кут нахилу різальних зубів до осі, називають кутом нахилу гвинтової канавки (). Величину призначають в межах 25-350.
Торцева фреза рис. 28, являє собою корпус в який встановили окремі різці – зуби фрези. Кожен зуб фрези, в процесі різання, працює майже як стругальний різець при струганні площин. Відмінність лише полягає в тому, що стругальний різець здійснює поступальний рух, а зуб фрези циклоїдальний. Тому форма і геометричні параметри зуба фрези мало відрізняється від форми і геометричних параметрів різця.
Головне різальне лезо утворює з робочою площиною головний кут в плані . Його величина коливається в межах 60…900.
Допоміжне
різальне лезо і робоча площина утворюють
допоміжний кут в плані ',
величина якого рівна 50.
Прямолінійне перехідне лезо довжиною
f0=1,5…2
мм має перехідний кут в плані
![]() .
.
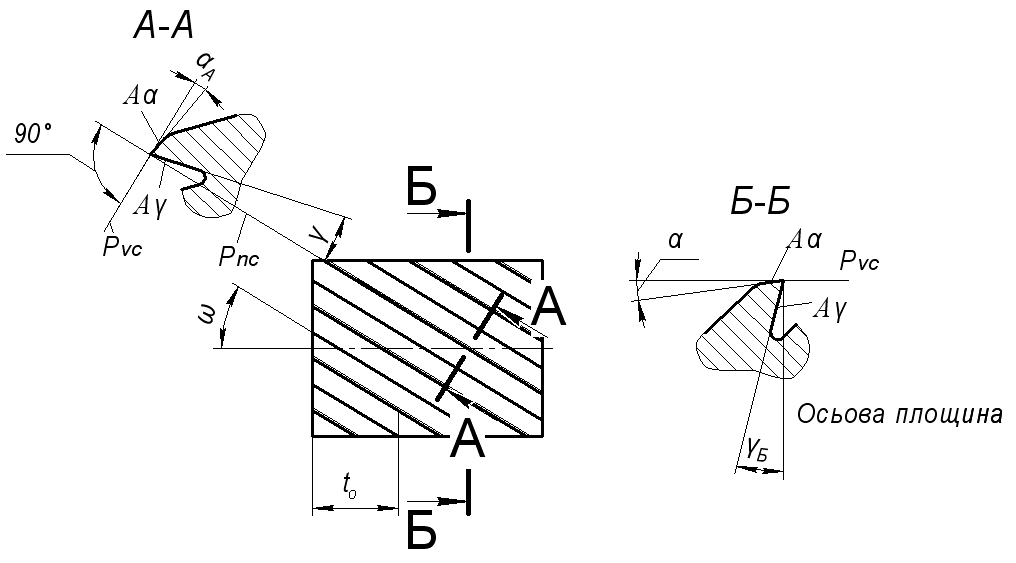
Рисунок 28. Геометричні параметри торцевої фрези в ССК.
Передній і задній кути, так само як у різця, вимірюють у січні площині Рс, а допоміжний задній кут в допоміжній січній площині Р'с.
При обробці стальних деталей передній кут коливається в межах від 50 до 150, при обробці чавунних деталей в межах 5…100. Задній кут α=12…150.
Для того щоб вершина зуба не контактувала першою з зрізаючим шаром, головне леза нахиляють під додатнім кутом λ. При обробці стальних деталей кут нахилу головного леза знаходиться в межах 5…150, а при обробці чавунних 0…50.