

1.2. Методи отримання різей, різальний інструмент
Різь одержують трьома основними методами: 1) нарізанням різальним інструментом, виготовленим з інструментальних, швидкорізальних сталей і твердих сплавів; до цих інструментів відносяться різеві різці і гребінки, мітчики, різенарізні плашки, різенарізні cамовідкриваючі головки, різеві фрези й обкатні різці; 2) шліфуванням дрібнозернистими різешліфувальними кругами-однонитковими і багатонитковими; 3) накатуванням (метод пластичних деформацій) накатними роликами, плоскими накатними плашками, а також головками з вузькими накатними роликами (із повздовжнім переміщенням головки або заготовки).

Рисунок 2. Схема одержання різі різними інструментами
Різь утворюють шляхом:
а) багатопрохідного нарізання однонитковим інструментом (рис.2,а) - різець стержневий, призматичний або круглий; однонитковий шліфувальний круг;
б) однопрохідного нарізання багатонитковим інструментом (рис.2,б) - гребінка, кругла плашка, мітчик, різенарізна головка, багатонитковий шліфувальний круг;
в) однопрохідного фрезерування інструментом, що обертається (рис.2,в) -різева однониткова фреза, вихрова головка з твердосплавними різцями;
г) фрезерування багатонитковою фрезою, що обертається, ширина якої більша від довжини різі, що нарізається (рис. 2,г);
д) накатування різі широкими роликами чи плашками (рис.2,д) або однопрохідного накатування вузькими роликами з осьовою подачею (рис.2,е);
ж) однопрохідного обкатування обкатувальним різцем (рис.2,ж).
1.3 Різеві різці
Застосовують для нарізання зовнішніх і внутрішніх різей. По конструктивному виконанню різці бувають стержневі, призматичні і круглі.

![]()
а – стержневий; б – призматичний; в – круглий
Рисунок 3. Різеві різці:
Гвинтовий рух, що необхідний для одержання різі різцем, складається з двох рухів: обертового і поступального. При цьому обидва рухи може виконувати, наприклад, різець (рис.4,а ) або заготовка (рис.4,б) чи один з рухів виконує заготовка, а інший різець (рис.4,в ).
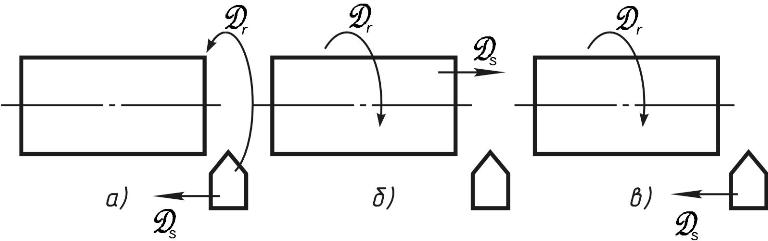
Рисунок 4. Відносні рухи заготовки і різця при нарізанні різі
Стержневі однониткові різці відрізняються від звичайних різців формою головки, з відповідним профілем різі. Ці різці призначені для чистової обробки з кутом підйому 2 ... 4˚. Різці заточують по передній поверхні: задній кут α =10...15˚, кут при вершині =60˚ для метричної різі і =55˚ для дюймової.
При нарізуванні різцем різей із великим кутом нахилу гвинтової лінії (більше 4° ) варто звертати увагу на те, що дійсні задні і передні кути на правих і лівих бічних різальних кромках будуть різко відрізнятися від кутів α і γ, отриманих при заточуванні різця (рис.5).

Рисунок 5. Передні і задні кути на бокових різальних кромках різця
При нарізуванні правозахідної різі на лівій різальній кромці передній кут γл>γ, а задній кут αл<α на величину λ нахилу гвинтової лінії в порівнянні з кутами заточення різця. Відповідно на правій різальній кромці різця кути γп і αп змінюються в протилежному напрямку, тобто αп збільшується, а γп зменшується на величину λ. Для забезпечення нормальних умов різання необхідно, щоб дійсний задній кут був не менше 3˚ , тому при необхідності ліву бічну сторону профілю різця заточують під більшим кутом α, ніж праву сторону. При нарізуванні лівозахідних різей зазначені вище кути змінюються в протилежних напрямках.
Призматичний різевий різець встановлюють в державці під деяким кутом, для створення заднього кута α. Призматичний різець допускає значно більше число заточувань, які здійснюють по передній поверхні, в порівнянні з стержневим різецем, тому довговічність його значно вища.
Призматичні різці застосовують для нарізання різей з невеликим кутом підйому витка, тому що в цьому випадку не можна заточуванням змінити бічні задні кути. При розташуванні передньої поверхні різця в осьовій площині профіль різця повинен збігатися з профілем западини або витка різі. При іншому положенні передньої поверхні (наприклад, при γ>0) профіль різця корегують за аналогією з стержневим різцем. Круглі різці мають профіль різі, розташований на циліндрі. Різець закріплюють у державці і для створення задніх кутів його центр встановлюють трохи вище осі заготовки. Для виготовлення круглого різця необхідно визначити розміри його профілю в діаметральному перетині, які відрізняються від відповідних розмірів профілю різі що, нарізається в її осьовому перетині.
Процес формування профілю різі розглянутими різцями відбувається за декілька робочих заходів. Кількість заходів залежить від матеріалу заготовки й інструмента, розмірів заготовки і профілю різі та інші. Наприкінці кожного робочого заходу різець виводять із западини, повертають у вихідне положення, а потім переміщують у напрямку до заготовки, встановлюючи наступну глибину різання, і знову здійснюють робочий захід.
Напрямок періодичних зміщень різця на глибину різання, а значить і послідовність формування профілю різі може бути різною (рис.6).

Рисунок 6. Види періодичних зміщень різця на глибину різання.
Розглянуті вище різеві різці можна назвати однонитковими, тому що вони мають тільки один різевий профіль. Поряд із ними є багатониткові різці. Конструктивно ці різці, що називають гребінками, виконують стержневими (рис.7, а), призматичними (рис.7, б) і круглими (рис.7, в).

Рисунок 7. Різеві гребінки.
На відміну від різців різенарізні гребінки оснащені кількома (до 6-8) витками, робоча частина гребінки складається з різальної (1,5-2 витка) і калібруючої (4,5-6 витків) частин. В порівнянні з різцем гребінка краще забезпечує рівномірне розподілення роботи нарізання між витками, потребує меншої кількості проходів і дає більшу продуктивність.