

1.4. Схеми фрезерування
Розглянемо схеми обробки поверхонь на горизонтально і вертикально-фрезерних верстатах.
а) б)
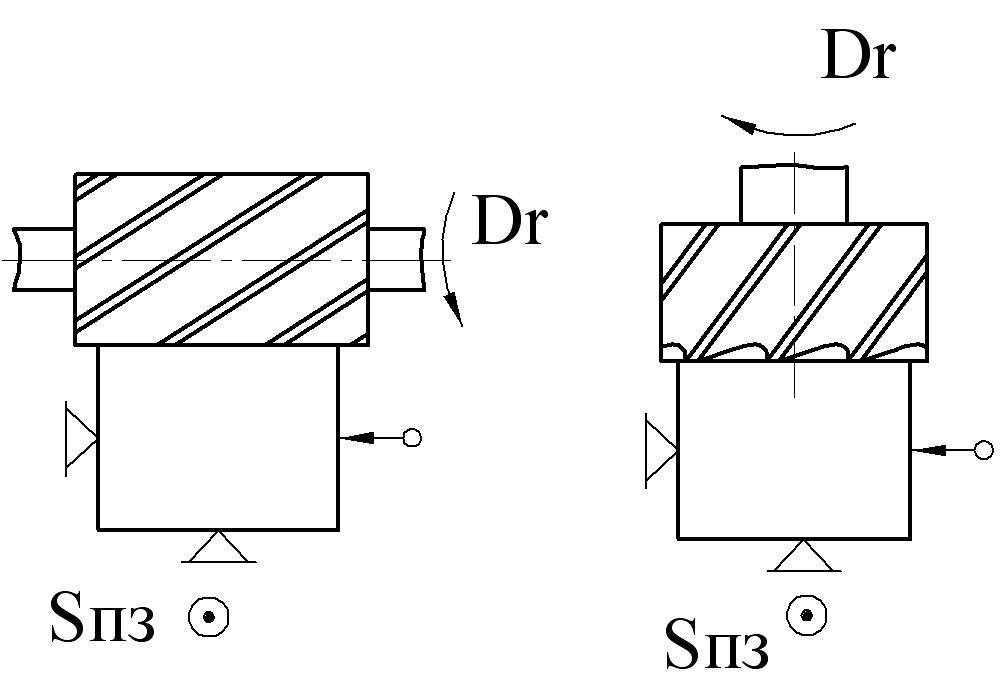
Рисунок 16. Фрезерування горизонтальних площин
а) циліндричною фрезою б) торцевою фрезою
Горизонтальні площини обробляють циліндричними фрезами на горизонтально – фрезерному верстаті (рис. 16,а) і торцевими насадними фрезами – на вертикально-фрезерному верстаті (рис. 16,б).
Частіше горизонтальні площини обробляють торцевими насадними фрезами, тому що вони мають жорсткіше закріплення і забезпечують плавну безвібраційну обробку. Торцевою фрезою при послідовних робочих ходах обробляють горизонтальну площину значної ширини. Вузькі горизонтальні площини фрезерують кінцевими фрезами.

а) б)
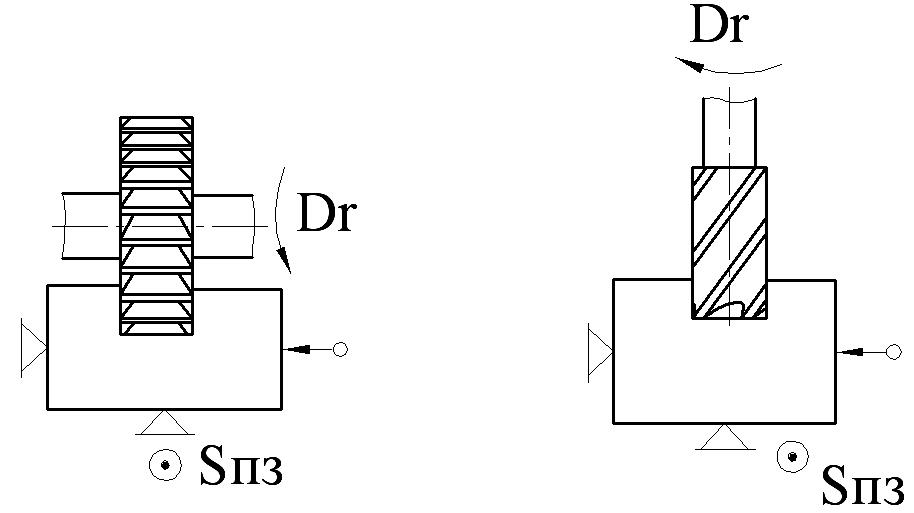
Рисунок 17. Фрезерування вертикальних площин.
а) торцевою фрезою б) кінцевою фрезою
Вертикальні площини на горизонтально-фрезерному верстаті (рис. 17,а) фрезерують торцевими насадними фрезами чи фрезерними головками, а на вертикально-фрезерному (рис. 17,б) – кінцевими фрезами. Високі вертикальні площини зручніше обробляти на горизонтально-фрезерному верстаті з використанням вертикальної подачі. Для обробки невеликих по висоті вертикальних площин на горизонтально-фрезерному верстаті можна використовувати кінцеві і дискові фрези.

а) б)
Рисунок 18. Фрезерування похилих площин.
а) кутовою фрезою б) торцевою фрезою
Похилі площини невеликої ширини можна отримати на горизон- тально-фрезерному верстаті однокутовою фрезою (рис. 18,а), Широкі похилі площини зручніше обробляти на вертикально-фрезерному верстаті з поворотом шпиндельної головки (рис. 18,б) торцевою насадною чи кінцевою фрезами.

а) б)
Рисунок 19. Фрезерування уступів
а) дисковою фрезою б) кінцевою фрезою
Уступи на горизонтально-фрезерному верстаті обробляють відповідно дисковими двосторонніми (рис. 19,а), а на вертикально-фрезерному – кінцевими (рис. 19,б) фрезами.
а) б)
Рисунок 20. Фрезерування пазів.
а) дисковою фрезою б) кінцевою фрезою
При вертикальному розташуванні уступів їх можна обробляти кінцевою фрезою на горизонтально-фрезерному верстаті.
Прямокутні пази на горизонтально-фрезерному верстаті обробляють дисковими тристоронніми (рис. 20,а), а на вертикально-фрезерному – кінцевими (рис. 20,б) фрезами. При вертикальному розташуванні пазів їх можна обробляти кінцевою фрезою на горизонтально-фрезерному верстаті.

а) б)
Рисунок 21. Фрезерування пазів
а) паз типу “хвіст ластівки” б) Т – подібний паз
Пази типу "хвіст ластівки" і Т – подібний обробляють на вертикально-фрезерних верстатах. Спочатку фрезерують прямокутний паз кінцевою фрезою, а потім кінцевий однокутовою (рис. 21,а) чи фрезою для Т-подібних пазів (рис. 21,б).

а) б)
Рисунок 22. Фрезерування шпонкових пазів.
а) дисковою фрезою; б) кінцевою фрезою
На горизонтально-фрезерному верстаті шпонкові пази фрезерують дисковими фрезами (рис. 22,а), а на вертикально–фрезерних – кінцевими чи шпонковими (рис. 22,б).
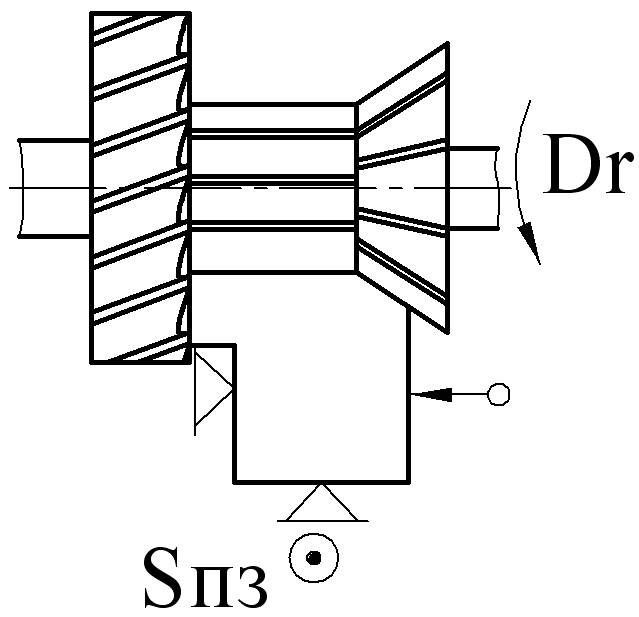
Рисунок 23. Одночасна обробка декількох поверхонь.
Одночасну обробку декількох поверхонь на горизонтально-фрезерних верстатах виконують набором фрез (рис. 23). Варто використовувати в наборі фрези з відношенням діаметрів не більш 1,5, щоб їх швидкості різання були приблизно однакові.