

1.2. Cпособи фрезерування
Фрезерування характеризується рядом особливостей. Кожен зуб фрези знаходиться із заготовкою невелику частину свого оберта, а остатню частину свого шляху проходить без обробки. ”Холостий хід” зуба фрези сприяє кращому її охолодженню і підвищенню різальних властивостей, що призводить до збільшення стійкості фрези (до 300хв), що значно більше стійкості, наприклад токарних різців (60хв).
Послідовне врізання зубів фрези в заготовку супроводжується ударами, вібраціями. Окрім того, із-за зміни товщини зрізного шару (стружка при фрезеруванні має форму коми) і числа зубів, які одночасно знаходяться у роботі, коливається величина сили різання. Все це призводить до нерівномірності процесу коливання, що від’ємно впливає на точність і шорсткість оброблених поверхонь, при недостатній жорсткості і вібростійкості верстатів
Великий вплив на процес різання має напрям подачі заготовки до напряму обертання фрези. Розрізняють фрезерування “проти подачі”- зустрічне, якщо напрям подачі і обертання фрези протилежні (рис. 5,а) і “за подачею” – попутнє, коли напрями співпадають (рис. 5,б.)
При зустрічному фрезеруванні зуб фрези, який має дуже малий, але визначеної величини радіус заокруглення на головному різальному лезі (рис. 5,а), починає працювати з нульової глибини різання. Тому, зразу в метал не врізається, а проковзує на наклепаній поверхні, отриманої в результаті обробки попереднім зубом, аж поки висота валика перед працюючим зубом не стане за величиною приблизно рівною радіусу заокруглення. Таке ковзання зуба призводить до його зношування по задній поверхні, зменшення стійкості фрези погіршення шорсткості обробленої поверхні. Сили різання, що зростають при подальшому обертанні фрези намагаються відірвати заготовку від столу і сприяють виникненню вібрацій.
Зустрічне фрезерування застосовують для обробки заготовок з твердою кіркою на поверхні (відбілені чавуни), в цьому випадку зуб фрези підходить до поверхневого шару знизу і відломлює крихку шкірку.
При попутному фрезеруванні (рис. 5,б) зуб фрези починає різання з максимальної глибини, проковзування відсутнє, сили різання, що виникають на початку врізання зуба, мають максимальну величину, притискають заготовку до столу верстата і зміщують її на величину зазору між витками гвинта і гайки в гвинтовій парі механізму подач. При цьому на початку врізання зуба зазор вибирається по правим сторонам витка гвинта (рис. 5,в), а при виході зуба фрези сила різання зменшується і зазор вибирається по лівим сторонам витків гвинта (рис. 5,г).
Таке осцилююче переміщення заготовок створює вібрацію і погіршує якість обробленої поверхні.
Для виключення негативного впливу зазору у гвинтовій парі столу фрезерного верстату застосовують спеціальні пристосування: два ходових гвинта, гідравлічну подачу верстату, спеціальні конструкції маточних гайок, практично беззазорні кулькові гвинтові пари.

а) б)

в) г)
Рисунок 5. Види фрезерування
1.3. Класифікація і призначення фрез.
Основні типи фрез та поверхні які вони обробляють показані в таблиці 1.
Згідно класифікації фрези поділяють:
- за конструкцією: суцільні, складові, набірні, зі вставними ножами;
- за направленням зубів: з прямими гвинтовими або косими зубами;
- за способом кріплення: насадні, хвостові;
- за родом матеріалу зубів: швидкорізальні і твердосплавні.
- за призначенням:
- за формою задньої поверхні зуба: гострокінцеві (гострозаточені) і затиловані.
а) циліндричні фрези з мілкими для чистової і з крупними зубами для чорнової обробки горизонтальних поверхонь з великими припусками. Ці фрези мають прямі, косі та гвинтові зуби з правим або лівим нахилом.
При фрезеруванні широких поверхонь застосовують набори із двох фрез (здвоєні фрези), одна з них з правим друга з лівим гвинтовими лезами. Для обробки високоміцних матеріалів використовують фрези з гвинтовими пластинами із твердого сплаву.

Рисунок 6. Циліндрична фреза.
б) торцеві фрези насадні і фрезерні головки з мілкими і крупними зубами застосовують для чистової та чорнової обробки горизонтальних, вертикальних та нахилених площин. Їх випускають суцільними, з напаяними гвинтовими пластинками твердого сплаву, з механічним кріпленням ножів.


Рисунок 7. Торцеві фрези з вставними ножами.
в) кінцеві фрези: обдирочні з торцевими зубами і з боковою різальною гранню, які застосовують для обробки з великими припусками (обдирочна, чорнова); із швидкорізальної сталі із циліндричним і конічним хвостовиком, застосовують для обробки взаємно перпендикулярних поверхонь (уступів), канавок і т.д., з конічним хвостовиком оснащені гвинтовими пластинками з твердого сплаву і кромками, які застосовують для обробки чавунів, важкооброблюваних матеріалів і легких сплавів, шпонкові із швидкорізальної сталі, з пластинками твердого сплаву і суцільні з твердого сплаву, кутові, Т-подібні із швидкорізальної сталі та пластинками твердого сплаву.

Рисунок 8. Кінцева фреза з циліндричним хвостовиком.
г) кутові фрези насадні і кінцеві використовується для фрезерування похилих площин, пазів, типу ластівки хвіст, канавок, особливо при виготовлені різних інструментів. Їх виготовляють одно і двокутовими.

Рисунок 9. Кутова фреза.
д) дискові фрези: пазові односторонні (різальні зуби розміщені тільки на циліндричній поверхні) призначені для обробки пазів підвищеної точності; двосторонні і тристоронні (різальні зуби розміщені по циліндричній поверхні і по одній або двох торцевих поверхнях) і тристоронні з різнонаправленими зубами для пазів і площин. Дискові фрези виготовляють суцільними із вставками-ножами із швидкорізальної сталі і ножами оснащеними пластинами із твердого сплаву;

Рисунок 10. Фреза дискова двостороння.
е) фрези прорізні (шліцеві) і відрізні, використовують для прорізних і відрізних робіт. В залежності від зовнішнього діаметра і ширини зуба ці фрези виготовляють суцільними з напаяними пластинками твердого сплаву і збірними (із вставленими зубами або сегментами). З метою покращення умов різання, і розділу навантаження на зуб відрізних фрез з двох сторін виконують фаски під кутом 45º на довжині 0,3..0,5В (В-ширина фрези), які чергуються через зуб на кожній стороні. Відрізняють також суцільні фрези, які використовують для обробки легких сплавів;

Рисунок 11. Фреза шліцева.
ж) фасонні фрези – призначені для обробки фасонних поверхонь. Дисковими фасонними фрезами обробляють випуклі та ввігнуті поверхні, циліндри-чними фасонними фрезами обробляють складні фасонні поверхні (залізничні колеса, тощо.).

Рисунок 12. Фасонна фреза
з) Модульні фрези (дискові, черв’ячні, кінцеві) – призначені для нарізання зубів зубчастих коліс.

Рисунок 13. Дискова фреза.
Існують три форми гострокінцевого зуба: трапецієцевидна (рис. 14,а) для фрез з мілким зубом; підсилена (рис. 14,б) для фрез з круглим зубом; підсилена (рис. 14,в) в якої ломана лінія затилка зуба заміщена колом радіус якого приблизно дорівнює 0,3-0,45 діаметра фрези. Фрези з гостро заточеними зубами заточуються в основному по заданій поверхні.

а) б) в)
Рисунок 14. Форми гострокінцевих зубів.
В затилованих зубах форма задньої поверхні виконана по Архімедові спіралі, перетинається по передній поверхні, що забезпечує зберігання профілю зуба. Затиловані зуби, як правило у фасонних фрезах.
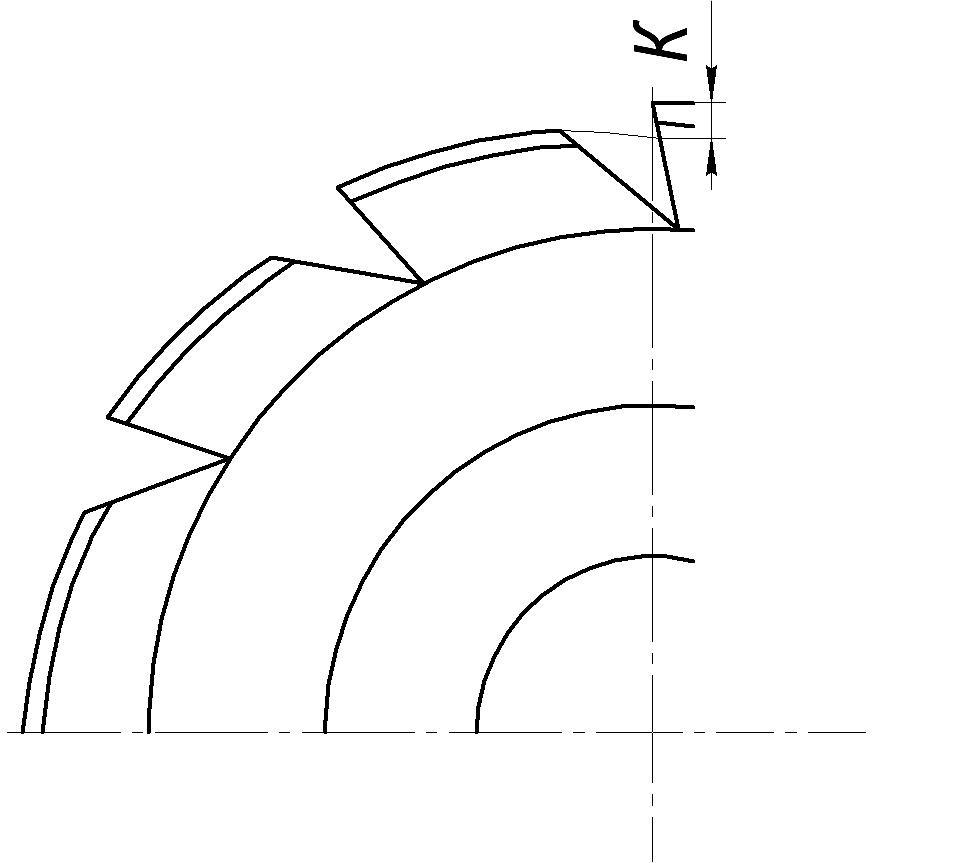
Рисунок 15. Форма затилованого зуба.