

Призматичні гребінки закріплють в таких же держаках як і призматичні різці. Проектування профілю ведеться таким же чином як і в різця.
Круглі гребінки виконують з кільцевим або гвинтовим нарізуванням. Декілька зубів у гребінки зрізають під кутом φ = 25 … 30˚ для того, щоб навантаження при нарізанні різі розподілилося на більше число зубів, чим досягається зменшення числа робочих заходів.
Круглі гребінки отримали на практиці широке застосування завдяки більшій технологічності в порівнянні з призматичними. Круглі гребінки з кільцевим нарізуванням застосовують при нарізанні різі з невеликим кутом підйому витка, а з гвинтовим нарізуванням, для різей з великими кутами підйому витків. При нарізуванні зовнішньої різі напрямок нарізування такої гребінки протилежний до напрямку витків різі, що нарізається , а при нарізуванні внутрішньої різі – співпадає. Кут підйому витка в гребінки повинен бути близьким до кута підйому різі, що нарізається. Для цього діаметр гребінки вибирають або рівним зовнішньому діаметру різі, або в i раз більшим, але тоді гребінку роблять i-західною. Для внутрішньої різі діаметр гребінки вибирають трохи меншим від діаметр різі, що нарізається, а тому кут підйому витка в гребінки трохи більший від кута підйому різі, що нарізається.
Матеріал гребінок – швидкорізальна сталь твердістю (HRC 62-64), швидкорізальна сталь з вмістом ванадію більше 3%, і кобальту більше 5%, твердістю (HRC 63-66), твердий сплав групи ВК14.
Мітчики
Мітчиком нарізають внутрішню різь. Він представляє собою гвинт, на якому є повздовжні і прямі або гвинтові канавки, що утворюють різальні кромки. Працює мітчик при двох одночасних рухах: обертовому (мітчика або заготовки) і поступальному (вздовж осі мітчика).
По конструкції і застосуванню мітчики можна поділити на наступні типи :
ручні – для нарізання різі вручну, які складаються з одного, двох або трьох штук в комплекті.
машинні – для нарізання різей в різних деталях на верстатах або при допомозі пневматичних або електричних дрелей.
Гайкові – для нарізання різі в гайках на гайкорізних верстатах; їх виготовляють з коротким і довгим хвостовиком.
Шашкові і маточні – для нарізання і калібрування різі в шашках.
Трубні - для нарізання трубної різі в трубах і муфтах.
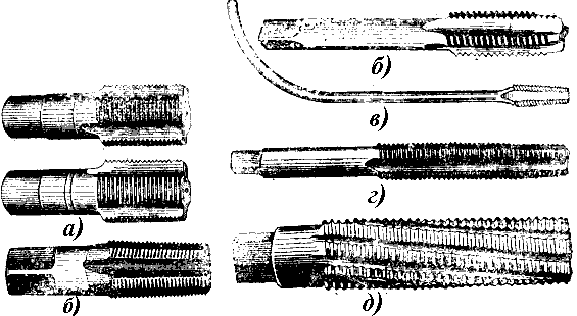

а - циліндричний, б - конічний, в - гайковий,
г- гайковий із відігнутим хвостовиком, д - плашковий,
є - безканавковий, ж - комбінований,
з - мітчик-свердло, і - з гвинтовими гайками
Рисунок 8. Види мітчиків
Конічні - для нарізання конічної різі.
Мітчики збірної конструкції, регульовані, нерегульовані і самовідкривні (різенарізні головки для внутрішніх різей).
Калібрувальні – для калібрування та зачистки різей в різних деталях.
Спеціальні (здвоєні, ступінчасті, з перервною різзю).
Робоча частина (рис.9) - поділяється на забірну і калібруючу. Забірною або різальною частиною, називають передню конусну частину мітчика, на яку припадає чорнове нарізання різі. Довжина різальної частини впливає на продуктивність різання, стійкість інструмента і точність різі, що нарізається. Коротка різальна частина є більш універсальною ніж довга. Вона придатна як для довгих, так і коротких отворів і має перевагу в порівняні з довгою. Недоліком короткої різальної частини є те, що вона не може забезпечити доброго напрямку в роботі, і отвір на початку може виявитися дещо розширеним.
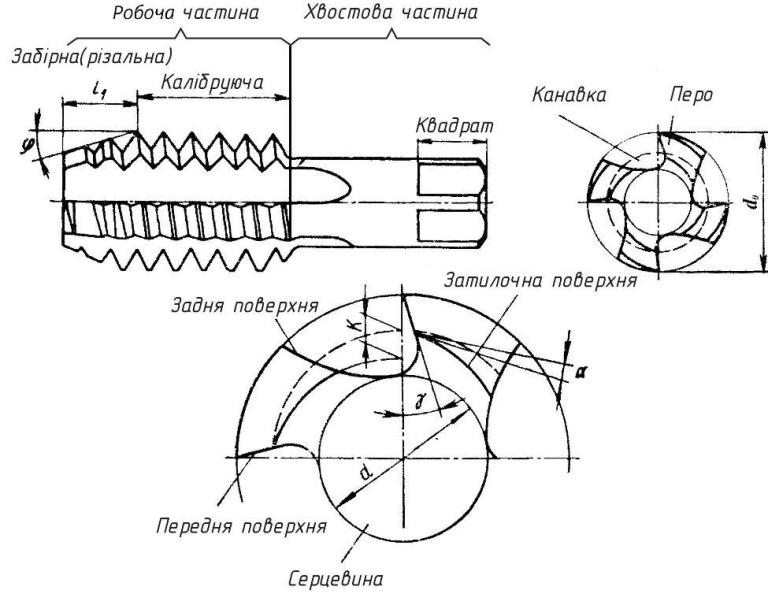
Рисунок 9. Конструктивні елементи мітчика
Різальна частина мітчиків виконується за генераторною (рис.10,а) або профільною (рис.10,б) схемами обробки. Форма утворюючої різальної частини (забірного конуса) прямолінійна з кутом нахилу утворюючої частини φ або криволінійна (найчастіше - тороїдна). Довжина різальної (забірної) частини l1 залежить від призначення мітчика.
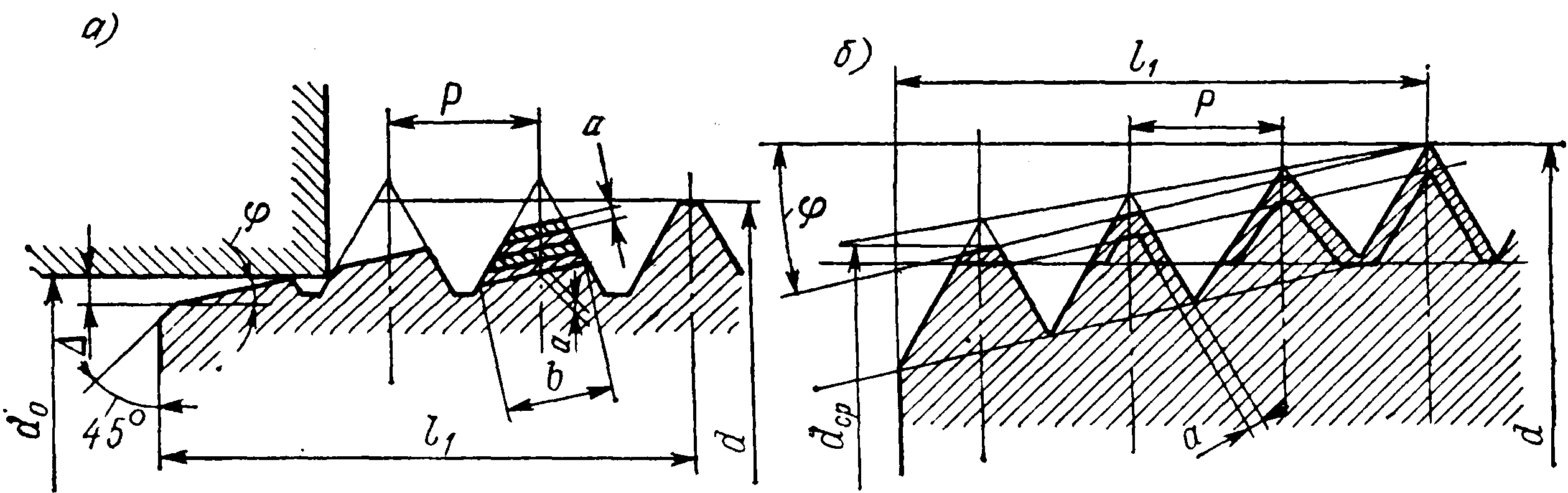
Рисунок 10. Різальна частина мітчика з:
(а) генераторною і (б) профільною схемами різання.
Калібруюча частина – після проходу першого калібруючого витка, що має повну висоту профілю різі, завершується остаточне формування різі. Наступні витки не беруть участі в калібруванні різі і служать для надання напрямку в роботі і забезпечують переміщення мітчика по подачі (самозатягування). Довжина калібруючої частини становить 6 ... 12 Р. З ціллю запобігання заклинювання є зворотній конус по профілю ( для ручних мітчиків з накатаною різзю – по внутрішньому і середньому діаметрах ). Зворотня конусність становить 0.05 – 0.1 мм на 100 міліметрів довжини, при обробці легких сплавів 0.2 - 0.3 мм на 100 міліметрів довжини.
Хвостова частина мітчика представляє собою стержень для закріплення мітчика в патроні чи у воротку і квадрат, який служить для передачі обертового моменту, можуть бути і другі конструкції хвостової частини. Матеріал хвостової частини – інструментальні сталі або конструкційні марок 45, 40Х, твердість не регламентується, за виключенням гаєчних мітчиків, для яких твердість повинна становити 35 – 50 HRC.
До елементів, що визначають конструкцію мітчика відносяться канавки для розміщення стружки, різальні пера і серцевина ( внутрішня частина тіла мітчика ).
Стружкові канавки на робочій частині виконуються звичайно паралельно до осі мітчика. При обробці глухих отворів у в’язких матеріалах канавки нахиляються під кутом 20, найчастіше кут канавки правий, це сприяє відведенню стружки. Число канавок має важливе значення, так як визначає товщину зрізу при роботі мітчика і впливає на величину обертового моменту. На практиці отримали широке використання мітчики з 3 або 4 канавками. Практика показує, що обертовий момент для перших на 10 – 20% менший, ніж для других. Чотириканавкові мітчики демонструють більшу схильність до заклинювання, в особливості при обробці в’язких металів. Для мітчиків малого розміру рекомендують використовувати дві канавки, які легко працюють і не забиваються стружкою.
Основними параметрами профілю канавки є:
число канавок
діаметр серцевини
ширина пера
передній кут
кут неробочої кромки пера.
Таблиця 1. Число канавок для гайкових, машинних і ручних мітчиків.
Оброблювані матеріали |
Діаметр мітчиків, мм |
|||||
2 – 6 |
8 – 14 |
6-20 |
22-24 |
27-36 |
З9-52 |
|
Чорні метали |
2-3 |
3 |
3 |
3-4 |
4 |
4-6 |
Легкі сплави |
2 |
2-3 |
3 |
3-4 |
4 |
4-6 |
Найбільш поширені профілі канавок показані на рис.11. Тип а (рис.11,а) - канавка оброблена півкруглою фрезою - профіль однорадіусний, при вивертанні мітчика задня сторона пера може зрізати стружку і зіпсувати різь. Цей тип застосовуються у виняткових випадках - для ручних калібруючих мітчиків. При цьому зовнішній кут задньої поверхні повинен бути близький до 90˚.
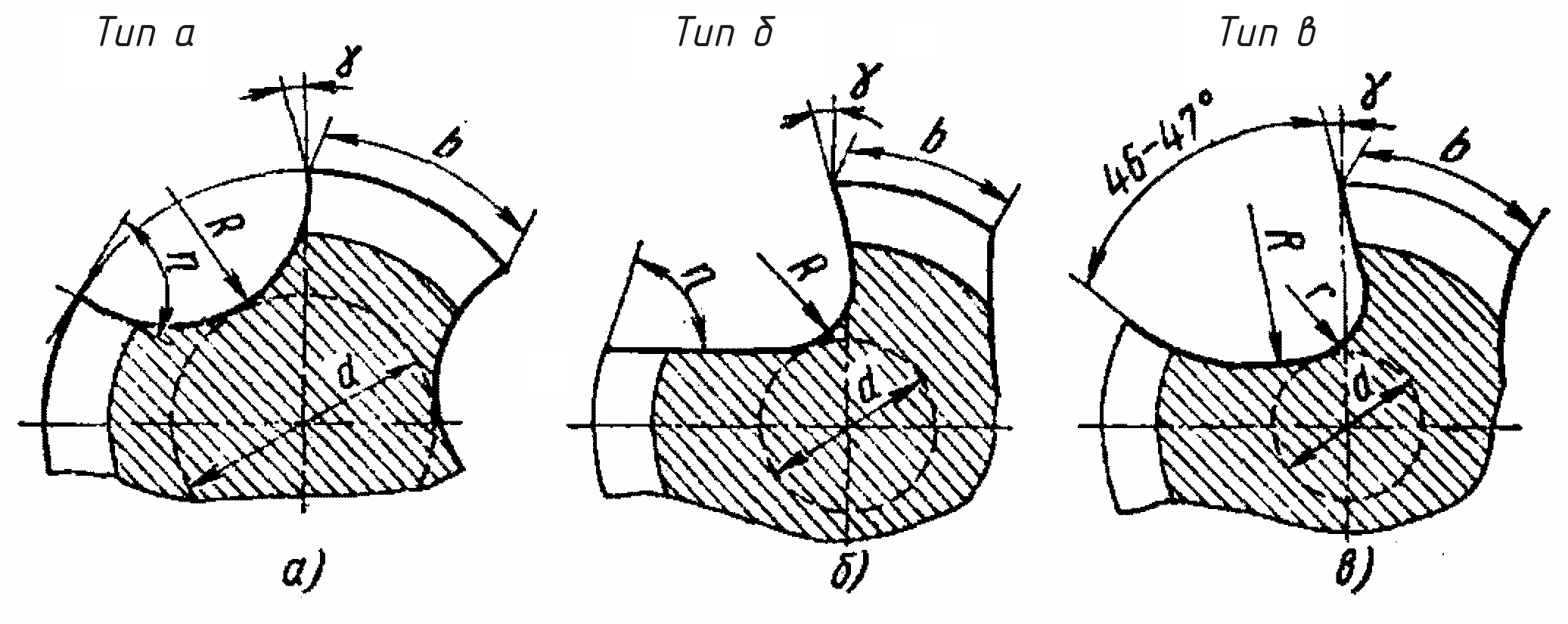
Рисунок 11. Профілі канавок мітчиків.
Тип б (рис.11,б) - профіль канавки, в якому усунені недоліки типу а, можна рекомендувати для гайкових мітчиків, їх не доводиться вигвинчувати назад з нарізаного отвору, але кращим вважається профіль типу в (рис.11,в), що застосовується інструментальними заводами. Передня поверхня прямолінійна, забезпечує в достатній мірі сталість переднього кута на калібруючих і забірних частинах. Загальний кут профілю канавки приймають рівним 46...47˚, передній кут γ =4...10˚, ширину b пера і діаметр серцевини d приймають у межах (за даними заводу «Фрезер»): для триканавкових мітчиків b0,34dо; d0,44dо; для чотириканавкових мітчиків d0,28dо; d0,5dо;
де d - зовнішній діаметр мітчика. Цей профіль можна рекомендувати як для ручних, так і для гайкових мітчиків.
Серцевина повинна бути вибрана в таких межах, щоб забезпечити міцність мітчика і необхідний простір для стружки.
Перо не повинно бути широким, так як із його збільшенням зростає опір і небезпека забивання канавки стружкою, що може призвести до поломки мітчика. Але дуже вузьке перо зменшує кількість переточок, не дає мітчику правильного напрямку і викликає його вібрацію, що відбивається на отриманні точної і чистої різі в отворі.
Ширина пера (зуба) b і діаметр серцевини dc знаходять із співвідношень, що наведені в таблиці 2.
Таблиця 2. Ширина пера (зуба) b і діаметр серцевини dc
Z |
3 |
4 |
6 |
b/d |
0,3 |
0,2 |
0,16 |
dc/d |
0,3-0,4 |
0,4-0,45 |
0,5-0,55 |
До геометричних елементів мітчика відносяться передній кут γ, задній кут α, кут нахилу забірної частини та кут різальної частини φ, і кут нахилу гвинтових канавок ω.
Передній кут вибирається в залежності від оброблюваного матеріалу. Із збільшенням кута покращуються умови для формування і відведення стружки, особливо при обробці м'яких і в’язких матеріалів, і підвищується чистота поверхні, що нарізається. Малий кут при нарізуванні в’язких матеріалів викликає шорсткість поверхні різі, сильне налипання стружки на витки мітчика і може викликати його поломку. У випадку, якщо канавка на різальній частині поглиблена, доцільно призначати різні кути на різальній і калібруючій частинах, тобто на різальній частині на 5...7˚ більше, ніж на калібруючій. Для можливості зміни кута при переточуванні (в залежності від умов обробки) рекомендується при виборі профілю канавки кут робити мінімальним так, щоб довести його до необхідного більшого значення шляхом заточування.
Рекомендують кут для чавуна, бронзи і твердої сталі 0...5˚, для сталі середньої твердості і латуні 8...10˚, для м'якої і вязкої сталі 12...15˚, для легких сплавів 20...30˚.
Задній кут α на мітчику утворюється шляхом затиловування по зовнішньому діаметрі різальної частини. Розмір заднього кута залежить від призначення, типу і розміру мітчика, а також від оброблюваного матеріалу. Чим в’язкіший матеріал, тим більшим повинен бути кут α, проте надмірний його розмір призводить до викришування витків різальної частини. Для глухих отворів застосовуються мітчики з меншим кутом α, ніж для наскрізних. Рекомендують кут α для машинних і гайкових мітчиків 8...10˚, для ручних- 6...8˚. При обробці легких сплавів кут α зменшується до 5...6˚ для наскрізних отворів і до 3...4˚ для глухих.
Кут забірного конуса φ приймається рівний для гаєчних мітчиків 3...5˚, для чорнових 4...7˚, для середніх (комплектних з трьох штук) 8...14˚, для чистових 18...23˚. Для наскрізних отворів кут φ зменшується, для глухих отворів– збільшується.
Значення передніх і задніх кутів мітчика наведенні в (табл. 3).
При
виборі кута φ
необхідно враховувати навантаження
на інструмент, що визначається товщиною
зрізу![]() a
(мм), яка знімається зубом різальної
частини:
a
(мм), яка знімається зубом різальної
частини:
![]()
Для твердосплавних мітчиків amin = 0,03-0,04 мм, для мітчиків з сталі amin=0,02 мм, amax=0,15 мм. Більш точніша товщина зрізу може буде знайдена в напрямку перпендикулярному до різальної кромки; в цьому випадку a=(P/z)sinφ, проте при невиликих значення кута товщину зрізу знаходять в напрямку, що перпендикулярний до осі мітчика.
Таблиця 3. Значення для передніх і задніх кутів мітчиків
Оброблюваний матеріал і його характеристика |
Передній кут γ |
Задній Кут α, |
Оброблюваний матеріал і його характеристика |
Передній кут γ |
Задній кут α, |
Вуглецева сталь З σв, МПа: |
|
|
Корозійно- стійкі сталі |
6-12˚
|
6-8˚
|
До 400 |
12-15˚ |
10-12˚ |
Чавун сірий: |
|
|
>>700 |
8-12˚ |
10-12˚ |
НВ ≤ 180 |
2-3˚ |
5-7˚ |
>> 900 |
6-8˚ |
10-12˚ |
НВ> 180 |
0-2˚ |
5-7˚ |
Сталеве литво, Поковки |
6-10˚ |
5-7˚ |
Чавун ковкий |
6-8˚ |
5-7˚ |
|
|
Мідь |
15-20˚ |
16-20˚ |
|
Леговані сталі З σв, МПа: |
|
|
Бронза |
6-8˚ |
6-8˚ |
|
|
Цинк |
15-20˚ |
16-20˚ |
|
до 900 |
6-9˚ |
5-7˚ |
Легкі сплави |
16˚ |
7˚ |
>900 |
3-6˚ |
5-7˚ |
Силумін |
8-12˚ |
10-12˚ |
Кут φ і довжина l1 пов΄язані між собою залежністю:
![]() ,
,
де Δ=0,2-1 мм.
Напрямком гвинтових канавок можна регулювати напрямок сходу стружки. На (рис.12) показані мітчики з різними напрямами гвинтових канавок. При такому напрямі канавок, як показано на (рис.12,а), стружка сходить вперед, що доцільно при нарізанні різі в наскрізних отворах. При зворотньому напрямі канавок (рис.12,б) стружка сходить назад, що доцільно при нарізанні різі в глухих отворах. В мітчиках з прямою канавкою можна примусити стружку також сходити вперед: це досягається заточкою скосу під кутом ω (рис.12,в) на довжині забірної частини.
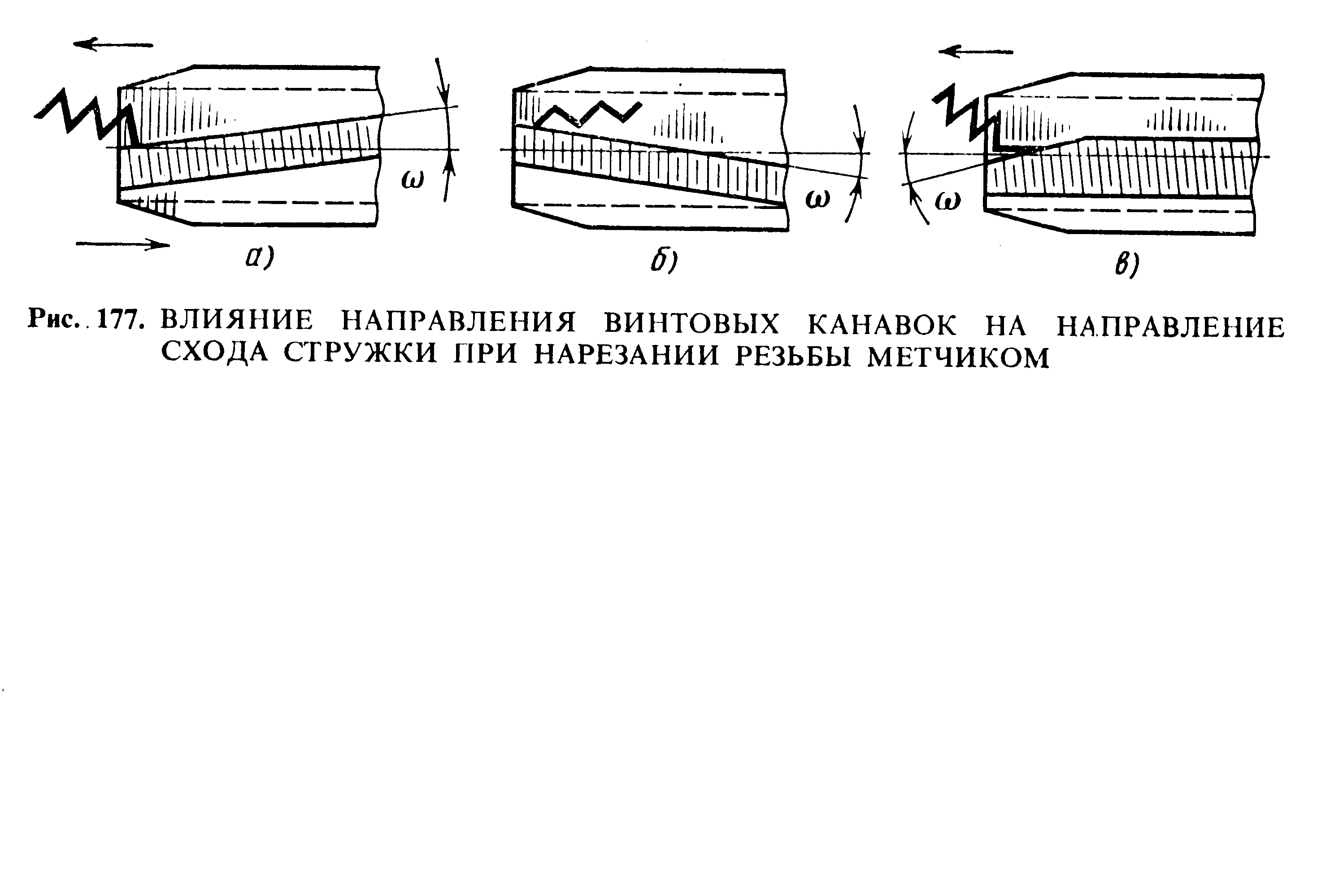
Рисунок 12. Вплив напрямку гвинтових канавок на напрямок
сходу стружки при нарізані різі.
Схема різання мітчиком представлена на (рис.13).
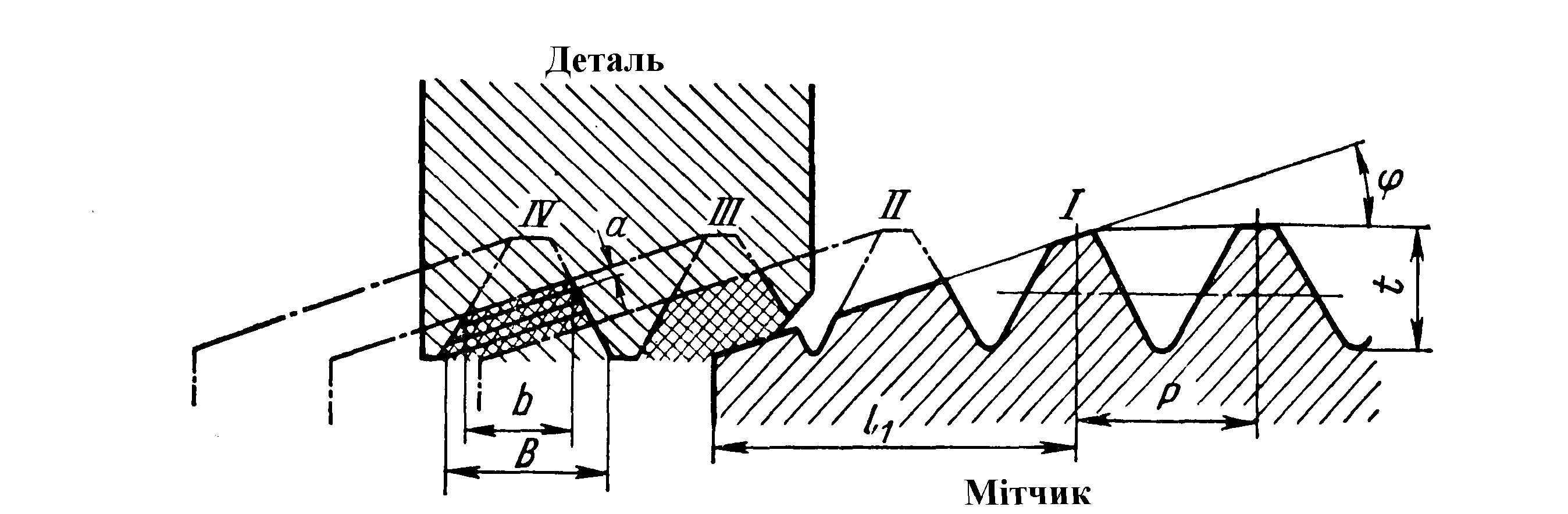
Рисунок 13. Схема різання мітчиком.
Мітчики для метричної і дюймової різей стандартизовані і виготовляються комплектом із двох штук для різі з кроком до 3 мм включно (для основної метричної різі діаметром від 1 до 52 мм і для дюймової різі діаметром від 1/4 до 1") і комплектом із трьох мітчиків для різі з кроком понад 3 мм (для метричної різі від 30 до 52 мм і для дюймової різі діаметром від 9/8 до 2").
У комплект, що складається з трьох мітчиків, входять чорновий, середній і чистовий мітчики (рис. 14 а, б, в), або 1, 2, 3. Всі мітчики комплекту мають різний діаметр.
Перший (чорновий) мітчик нарізає чорнову різь, знімаючи при цьому до 60% металу; другий (середній) мітчик дає вже більш точну різь, знімаючи
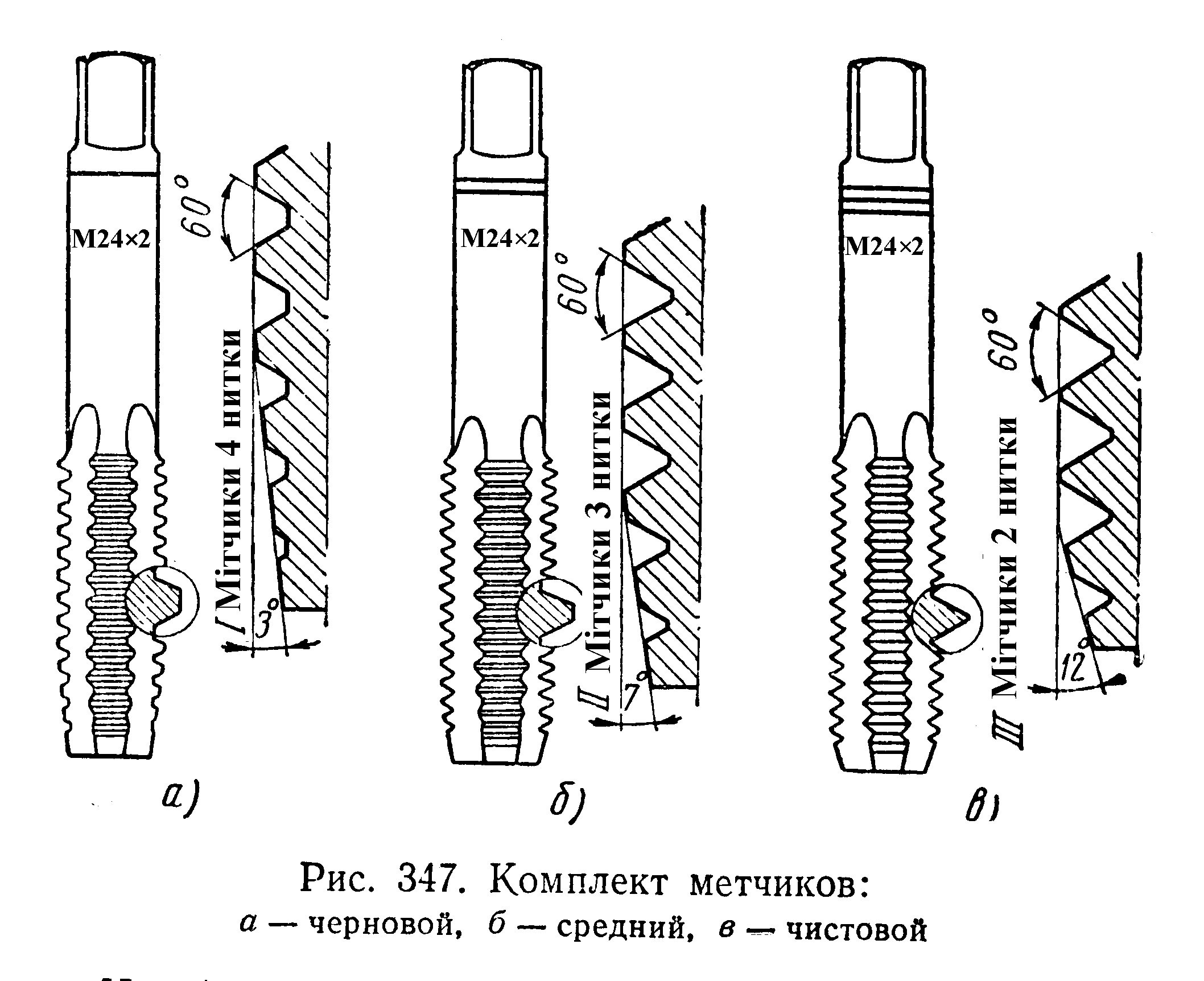
Рисунок 14. Комплект мітчиків: а – чорновий, б – середній, в – чистовий
до 30% металу; третій (чистовой) мітчик знімає до 10% металу, має повний профіль різі і він використовується для остаточного, точного нарізання різі і її калібрування. Щоб визначити, який мітчик є чорновим, який середнім, а який чистовим, на хвостовій частині роблять відповідно одну, дві або три кругові риски (каблучки) або ж ставлять відповідний номер. На хвостовій частині проставляють розмір різі, для нарізування якої призначений цей мітчик.
Комплект ручних мітчиків із двох штук виготовляють шляхом збільшення довжини забірного конуса і деякого збільшення діаметра першого мітчика.
Мітчики виготовляються з інструментальної сталі У8, У12 і Р18.
Воротки. Мітчики при нарізанні різі вручну обертають за допомогою воротків, встановлених на квадрати хвостовиків.
Нерегульовані воротки можуть мати один або три отвори (рис.15,а) і регульовані отвори (рис.15,б).
Крім цих застосовуються воротки торцеві (рис.16,а) для обертання при нарізанні різі у важкодоступних місцях.
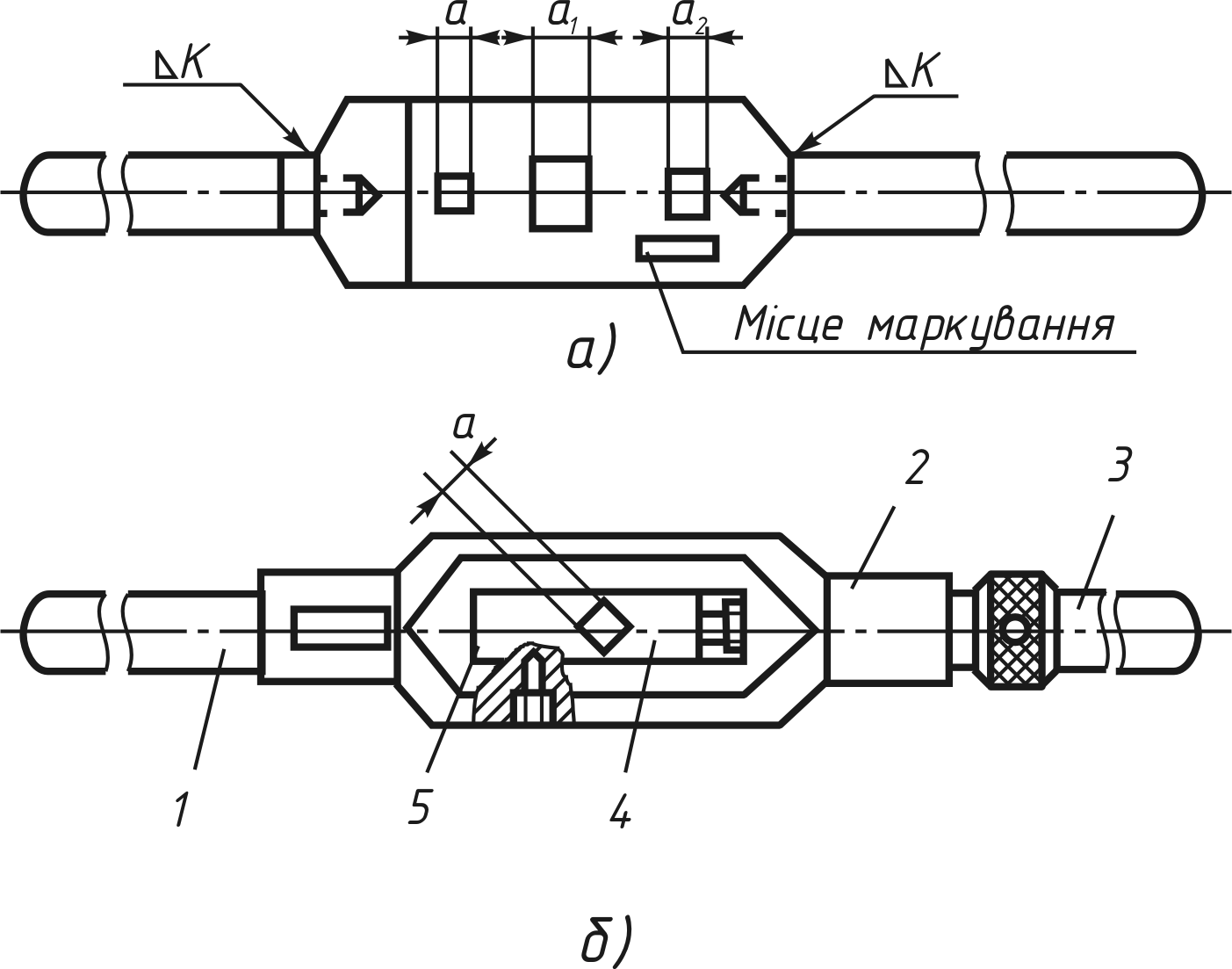
Торовані воротки (рис.16,б) застосовуються для нарізання різі в глибоких і глухих отворах. Вони складаюся з корпуса 1, втулки 2 і пружини 3. Корпус і втулка мають зчіпні косі кулачки, що при перевищенні зусилля, яке передається рукою працюючого, виходять із зачеплення, в результаті чого втулка із мітчиком не буде обертатися і тим самим запобігає його поломці.
а – нерегульований, б – з регульованим отвором;
1 – ручка, 2 – рамка, 3 – рухома ручка, 4,5 – сухарі рухомі
Рисунок 15. Воротки

1 – корпус, 2 – втулка, 3 – пружина
Рисунок 16. Торцевий (а) і торований (б) воротки