

Зенковки, ценовки
Зенкування – утворення циліндричних або конічних заглиблень під циліндричні або конічні головки гвинтів та болтів з допомогою циліндричних або конічних зенкерів, які називають зенковками.
Зенковки відрізняються наявністю направляючої цапфи з кутом =90˚, чотирма зубами у всіх типів. Констукція зенковок аналогічна до конструкції зенкерів.
Матеріал зенковок з циліндричною державкою – швидкорізальна сталь. Зенковки з конічним хвостовиком – зварні, робоча частина з швидкоріза-льної сталі приварюється до хвостовика із сталі 45 або 40Х.
Твердість
робочої частини зенковок складає 61–64
HRC
(![]() мм)
або 62-65 HRC
( d
>3,15 мм).
мм)
або 62-65 HRC
( d
>3,15 мм).
Кут нахилу стружечних канавок зенковок з швидкорізальної сталі - 15˚, зенковок, оснащених твердим сплавом - 10˚.
Передні кути різальної частини зенковок всіх типів і кути дорівнють нулю.
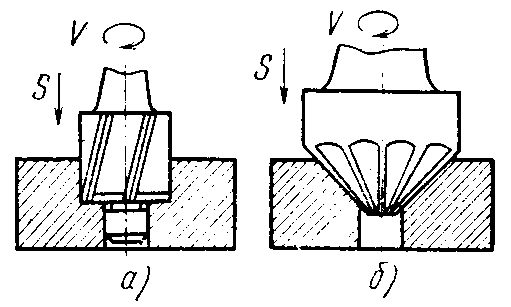
а – циліндричні; б – конічні
Рисунок 15. Зенкування отворів
Торцеві зенкери (ценовки) призначені для обробки торцевих поверхонь, приплавів, бобишок, отворів під головки гвинтів. Їх виготовляють з інструментальної сталі з пластинами з твердого сплаву. Насадні торцеві зенкери виглтовляють з пластинами з твердого сплаву, діаметром від 16 до 60 мм і числом зубів від 4 до 6.
Таблиця 7. Основні типи циліндричних зенковок
Тип |
Ескіз |
Тип 1, з постійною направляючою цапфою і циліндричним хвостовиком (ГОСТ 15599-70) |
|
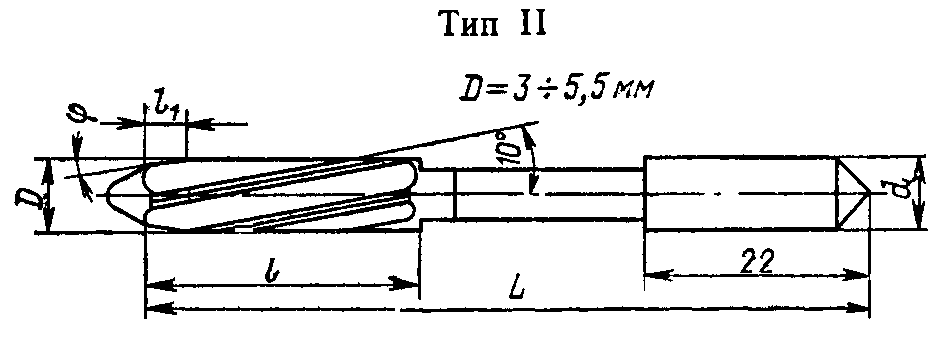
Тип 2, зі змінною направляючою цапфою і конічним хвостовиком (ГОСТ 15599-70) |
|
Тип 3, насадні (ГОСТ 15599-70) |
|
Тип 4, зі змінною направляючою цапфою і хвостовиком під штифтовий замок (ГОСТ 15599-70) |
|




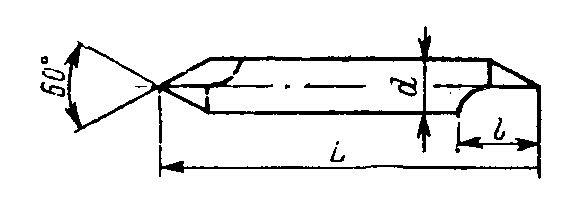
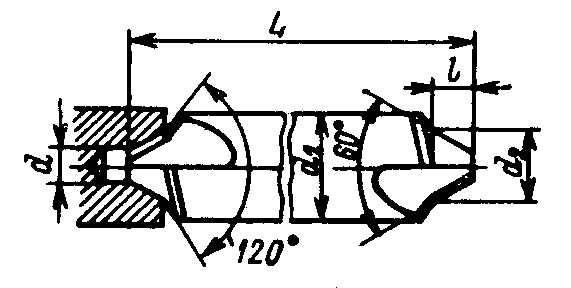
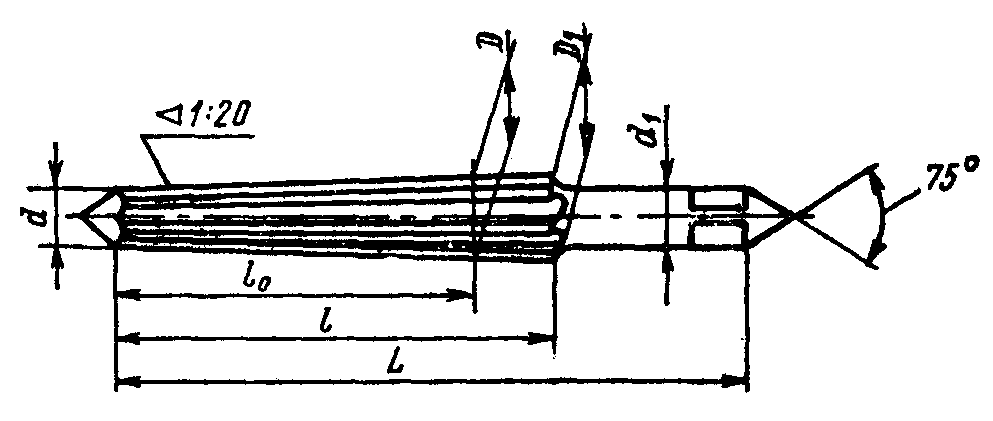
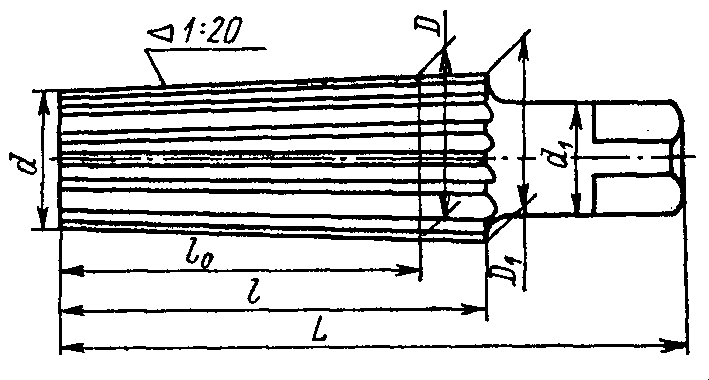
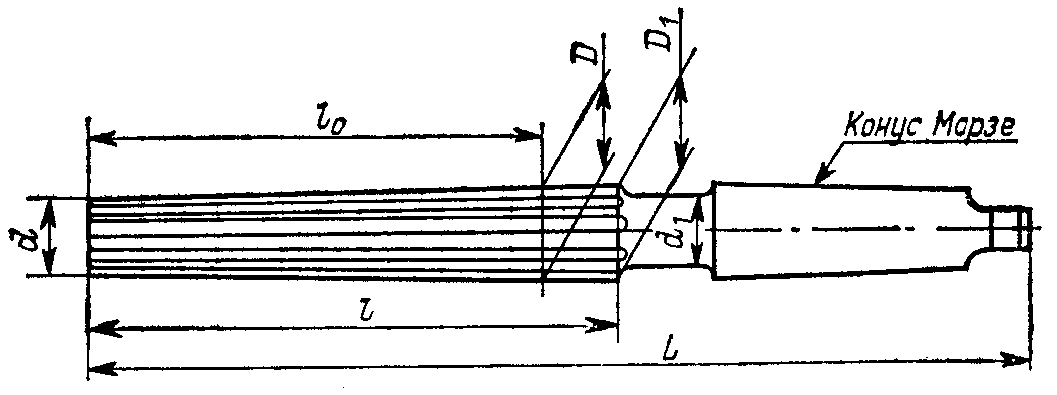
Таблиця 8. Основні типи конічних зенковок (ГОСТ 14953-69)
Тип |
Ескіз |
Зенковки центровочні для центрових отворів 600, тип 1 |
|
Зенковки центровочні для центрових отворів 600 без запобіжного конуса, тип 2 |
|
Зенковки центровочні для центрових отворів 600 із запобіжним конусом 1200, тип 3 |
|
Зенковки центровочні для центрових отворів 750 без запобіжного конуса, тип 4 |
|
Зенковки для центрових отворів 600 з конічним хвостовиком, тип 5 |
|
Зенковки для центрових отворів 750 з конічним хвостовиком, тип 6 |
|
Зенковки для центрових отворів 1200 з конічним хвостовиком, тип 7 |



Розвертки
Розвірчування є кінцевою операцією обробки отвору, яка забезпечує 6-11 квалітет точністі по діаметру і шорсткість обробленої поверхні Rz=6,3-10 мкм. Вона виконується розверткою після свердління або зенкерування. При розверчуванні зрізується незначний шар металу одночасно декількома зубами розвертки.
Розвертка – металорізальний багатолезовий інструмент, призначе-ний для попередньої або кінцевої обробки циліндричних отворів.
Розвертки поділяють:
по способу використання – ручні і машинні;
по формі – з циліндричною або конічною робочою частиною;
по точності обробки – чорнові та чистові;
по конструкції: з циліндричним, конічним хвостовиками та насадні.
Насадні розвертки можуть бути цільними, з вставними ножами і плаваючі. Ручні розвертки можуть бути цільними, розтискними і розсувними. Розвертки можуть мати прості і гвинтові зуби.
Найбільш
відповідними конструктивними елементами
розверток є: робоча (напрямна різальна
і калібруюча) частина і корпус. Робоча
частина має стружечні канавки – прямі
(![]() )
або гвинтові (
)
або гвинтові (![]() ),
розділяючі зуби розверток.
),
розділяючі зуби розверток.
Різальна частина розверток забезпечує зняття основного припуску оброблюваного отвору, визначає характер навантаження і його розподіл при роботі розвертки, керує потоком стружки. Вона характеризується кутом в плані , формою та довжиною різальної частини , переднім і заднім кутами в нормальному січенні зуба, кутом нахилу різальної кромки числом зубів і їх взаємним розташуванням.
Форма та геометричні параметри різальної частини розверток впливають на відношення сил різання при розверчуванні, на якість обробленої поверхні, на час роботи розвертки.
Довжина
різальної частини
розверток визначається припуском на
обробку, формою різальної частини, кутом
в плані
.
Для розверток нестандартних, або
розверток, які відрізняються від
стандартних, кути в плані
і довжина різальної частини
можуть бути підраховані. Кут в плані
для стандартних розверток рівний 1![]() (ручні розвертки з прямими стружечними
канавками), 5˚, 15˚або 45˚ (машинні розвертки).
При обробці крихких матеріалів
=3..5˚,
в’язких –
=15˚.
Передній кут різальної частини стандартних
розверток дорівнює нулю. При обробці
в’язких матеріалів –
=7..10˚.
Задній кут
на різальній кромці приймають від 6˚ до
15˚. Число зубів z
розверток впливає на продуктивність
розвірчування, якість обробленої
поверхні. Із зменшенням числа зубів,
погіршується якість обробки, але
покращується стружковідвід, об’єм
стружечних канавок збільшується, також
збільшується міцність зуба розвертки.
(ручні розвертки з прямими стружечними
канавками), 5˚, 15˚або 45˚ (машинні розвертки).
При обробці крихких матеріалів
=3..5˚,
в’язких –
=15˚.
Передній кут різальної частини стандартних
розверток дорівнює нулю. При обробці
в’язких матеріалів –
=7..10˚.
Задній кут
на різальній кромці приймають від 6˚ до
15˚. Число зубів z
розверток впливає на продуктивність
розвірчування, якість обробленої
поверхні. Із зменшенням числа зубів,
погіршується якість обробки, але
покращується стружковідвід, об’єм
стружечних канавок збільшується, також
збільшується міцність зуба розвертки.

Рисунок 16. Будова та елементи розвертки
Для вибору числа зубів рекомендують користуватися залежністю:
![]() ,
,
де D – діаметр оброблюваного отвору;
k – коефіцієнт, який враховує вплив матеріалу (для в’язких матеріалів k = 2, для крихких – k = 4).
Одночасно з числом зубів різальної частини розвертки на її роботу впливає взаємне розміщення зубів по колу. В практиці поширені розвертки з рівномірним розташуванням зубів (кутова відстань між двома сусідніми зубами однакова) та нерівномірним (кутова відстань між двома сусідніми зубами різна).
Таблиця 9. Кутовий крок ω зубів розвертки
|
z |
ω1 |
ω2 |
ω3 |
ω4 |
ω5 |
ω6 |
ω7 |
ω8 |
ω9 |
ω10 |
4 |
87055′ |
92005′ |
– |
– |
– |
– |
– |
– |
– |
– |
|
6 |
58001′ |
59053′ |
62005′ |
– |
– |
– |
– |
– |
– |
– |
|
8 |
41053′ |
44005′ |
46006′ |
47056′ |
– |
– |
– |
– |
– |
– |
|
10 |
33015′ |
34032′ |
36000′ |
37028′ |
38045′ |
– |
– |
– |
– |
– |
|
12 |
27033′ |
28028′ |
29034′ |
30030′ |
31025′ |
32036′ |
– |
– |
– |
– |
|
14 |
23030′ |
24015′ |
25000′ |
25055′ |
26025′ |
27000′ |
27055′ |
– |
– |
– |
|
16 |
20034′ |
21008′ |
21041′ |
22013′ |
22046′ |
23020′ |
23053′ |
24025′ |
– |
– |
|
18 |
17020′ |
18000′ |
18040′ |
19020′ |
20000′ |
20040′ |
21020′ |
22000′ |
22040′ |
– |
|
20 |
15000′ |
15040′ |
16020′ |
17000′ |
17040′ |
18020′ |
19000′ |
19040′ |
20020′ |
21000’ |
Калібруюча частина розверток забезпечує зачистку і калібрування отворів, правильність їх геометричної форми і розмірів, має резерв на переточку після затуплення інструмента. Вона характеризується формою зуба, геометричними параметрами, допусками на діаметр калібруючої частини, якістю обробки поверхні.
Зовнішній діаметр, виміряний на початку калібруючої частини, повинен відповідати діаметру оброблюваного отвору. По напрямку до хвостовика зовнішній діаметр зменшується не більше ніж на 0,5 допуска на діаметр.
Головна відмінність розверток від зенкерів наступна: значно більше число різальних зубів, менші кути в плані, в розверток діаметром більше 10 мм переважає подвійна заточка по кутах в плані φ1=450, φ2=150 або φ1=150, φ2=50, профіль робочої частини в осьовому січенні поряд із забірним конусом і зворотною конусністю обов’язково має – калібруючу частину, розвертки призначені для зняття максимального припуску і мають сружечні канавки менших розмірів, ніж у зенкерів.
Ручні розвертки виготовляють з циліндричним хвостовиком, обробляють отвори від 3 до 500 мм.
Конічні розвертки застосовують для розвертання конічних отворів. В комплекті як правило входять дві розвертки – чорнова і чистова.
Насадні розвертки служать для розвертання отворів діаметром від 25 до 300 мм. Їх насаджують на спеціальну оправку, яка має конічний хвостовик для кріплення на верстаті.
Розсувні (регульовані) розвертки застосовують для розвертання отворів діаметром від 24 до 80 мм, вони допускають збільшення діаметра на 0,25–0,5 мм. Регульовані розвертки складаються з корпуса, який служить довго і виготовляється з порівняно недорогих конструкційних сталей та вставлених ножів простої форми. Ножі роблять з тонких пластинок, коли вони сточуються, їх заміняють новими. Для розвірчування наскрізних отворів широко застосовують розтискні розвертки, ножі в яких кріпляться гвинтами або в точно пригнаних пазах притискуються до дна паза конусними виточками кінцевих гайок, або є гвинтами, що розтискують конус.

а – ломана, випукла; б – ввігнута.
Рисунок 17. Форма зуба розверткок:
Таблиця 10. Основні типи циліндричних розверток
Тип |
Ескіз |
Розвертки ручні циліндричні (ГОСТ 7722-77) |
|
Розвертки ручні розтискні (ГОСТ 3509-71) |
|
Розвертки машинні цільні, тип I (ГОСТ 1672-71) |
|
Розвертки машинні цільні, тип II (ГОСТ 1672-71) |
|
Розвертки машинні цільні насадні, тип III (ГОСТ 1672-71) |
|
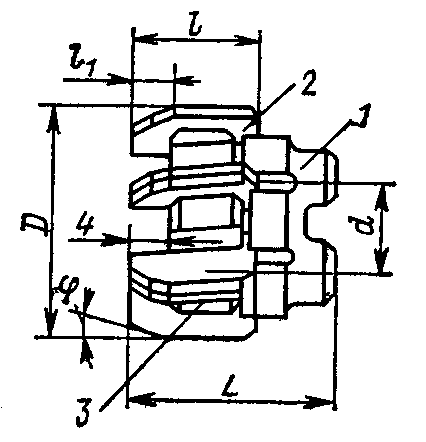
Розвертки машинні зі вставними ножами із швидкорізальної сталі, тип I (ГОСТ 883-71): 1 - корпус; 2 - ніж; 3 - клин |
|
Розвертки машинні зі вставними ножами із швидкорізальної сталі, насадні, тип II (ГОСТ 883-71): 1 - корпус; 2 – ніж; 3 - клин |
|
Розвертки котельні машинні з лівими гвинтовими канавками і конічним хвостовиком для обробки отворів під заклепки для корабельних і мостових робіт (ГОСТ 18121-72) |
|
Розвертки машинні цільні із твердого сплаву з циліндричним хвостови-ком з прямими чи гвинтовими канавками (ГОСТ 16086-70) |
|
Розвертки машинні цільні з конічним хвостовиком із твердого сплаву з прямими чи гвинтовими канавками (ГОСТ 16087-70) |
|
Розвертки машинні, оснащені пластинками із твердого сплаву, з конічним хвостовиком, тип I (ГОСТ 11175-71) |
|
Розвертки машинні, оснащені пластинками із твердого сплаву, насадні, тип II (ГОСТ 11175-71) |
|










Таблиця 11. Основні типи конічних розверток
Тип |
Ескіз |
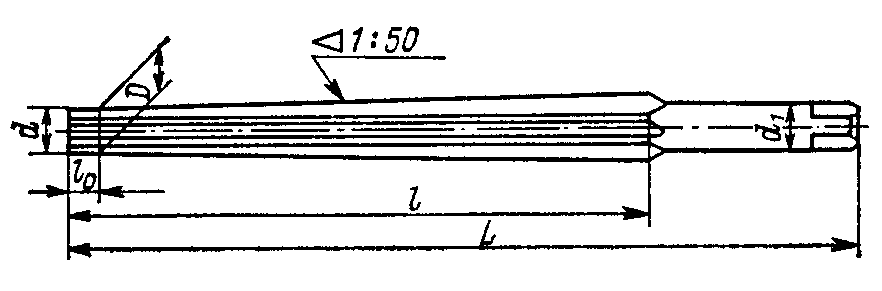
Розвертки конічні конусністю 1:50 з циліндричним хвостовиком для обробки отворів під конічні штифти, виконання 1 (ГОСТ 11177-71) |
Виконання
1
|
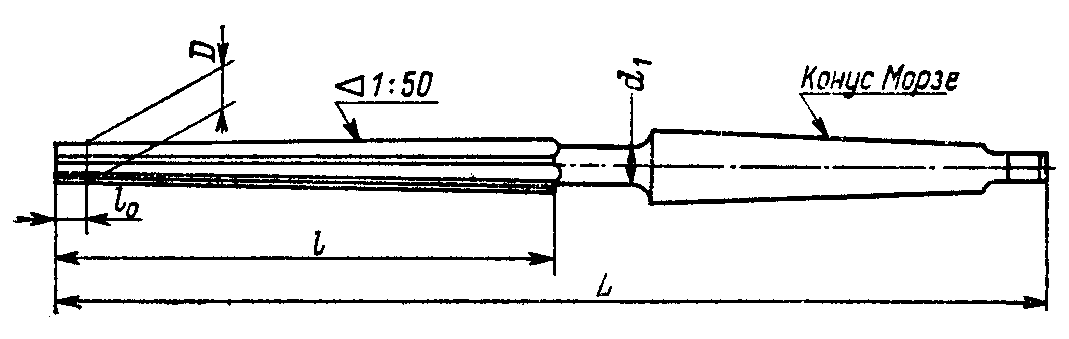
Розвертки конічні конусністю 1:50 з конічним хвостовиком для обробки отворів під конічні штифти, виконання 1 (ГОСТ 10081-71) |
|
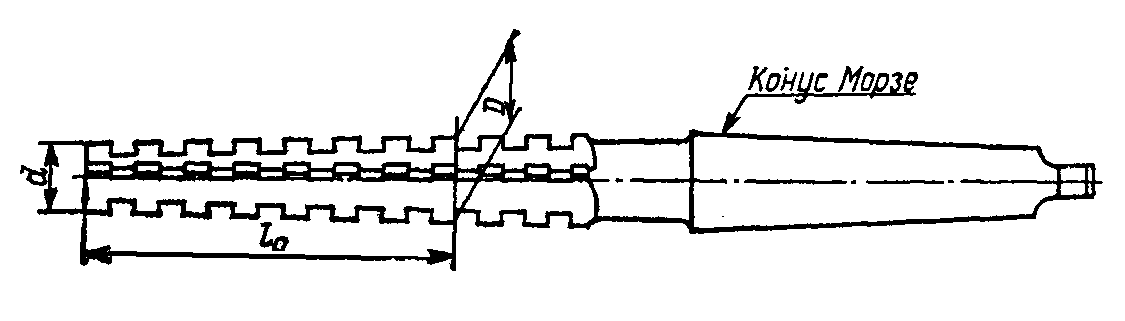
Розвертки конічні конусністю 1:30 з конічним хвостовиком для обробки посадочних отворів насадних зенкерів і розверток (ГОСТ 10082-71) У чорнової розвертки напрямок стружкороздільних канавок – лівий |
Виконання 1 Чистова
|
Чорнова
|
|
Розвертки конічні конусністю 1:30 з циліндричним хвостовиком для обробки посадочних отворів насадних зенкерів і розверток (ГОСТ 11184-71) |
|
Розвертки конічні з циліндричним хвостовиком під метричні конуси конусністю 1:20, чистові і попередні (ГОСТ 11183-71) |
Для
діаметрів 4 і 6 мм
|
Для діаметрів 80 і 100 мм
|
|
Розвертки конічні з конічним хвостовиком з прямими і гвинтовими канавками для обробки отворів під конус Морзе, чистові і попередні (ГОСТ 10079-71) |
Виконання 1
|


В серійному та масовому виробництві широко розповсюджені комбіновані багаторозмірні або багатоперехідні різальні інструменти, до яких відносяться ступінчаті свердла, ступінчаті зенкера та інші інструменти. З їх допомогою можна отримати отвори з двома-трьома ступенями.
При роботі комбінованим інструментом значно зменшується час обробки отворів за рахунок зниження кількості переходів, зменшення допоміжного і машинного часу. Нище показазані конструкції комбінованих різальних інструментів і схеми їх роботи.

а – зенкер-розвертка; б – розвертка-розвертка; в – розвертка-мітчик;
г –свердло-зенкер-розвертка; д – багатоступінчатий зенкер;
е – зенкер-розвертка-мітчик; ж – свердло-свердло; з – свердло-зенкер;
и – свердло-розвертка; к – свердло-мітчик; л – зенкер-зенкер;
м – зенкер-зенковка.
Рисунок 18. Конструкції комбінованих ріжучих інструментів
і схеми їх роботи: