Зенкери
Зенкеруванням називається процес обробки зенкерами циліндрично необроблених або попередньо просвердлених отворів з метою покращити чистоту їх поверхні, зменшити конусність і овальність і підготувати для подальшого розвірчування. Зенкерування, як правило, є проміжною операцією між свердлінням і розвірчуванням.
Зенкер – багатозубий різальний інструмент, призначений для попередньої і кінцевої обробки просвердлених, штампованих або відлитих отворів.
Зенкери з торцевими зубами – інструменти, які застосовують для зачистки торцевих поверхонь.
Зенкери забезпечують обробку отворів до 11-го квалітету точності і шорсткість Rz 80 – Rz 20.
Зенкери бувають двох типів: цільні з конічними хвостовиками і насадні. В свою чергу насадні можуть бути цільними і з вставними ножами.
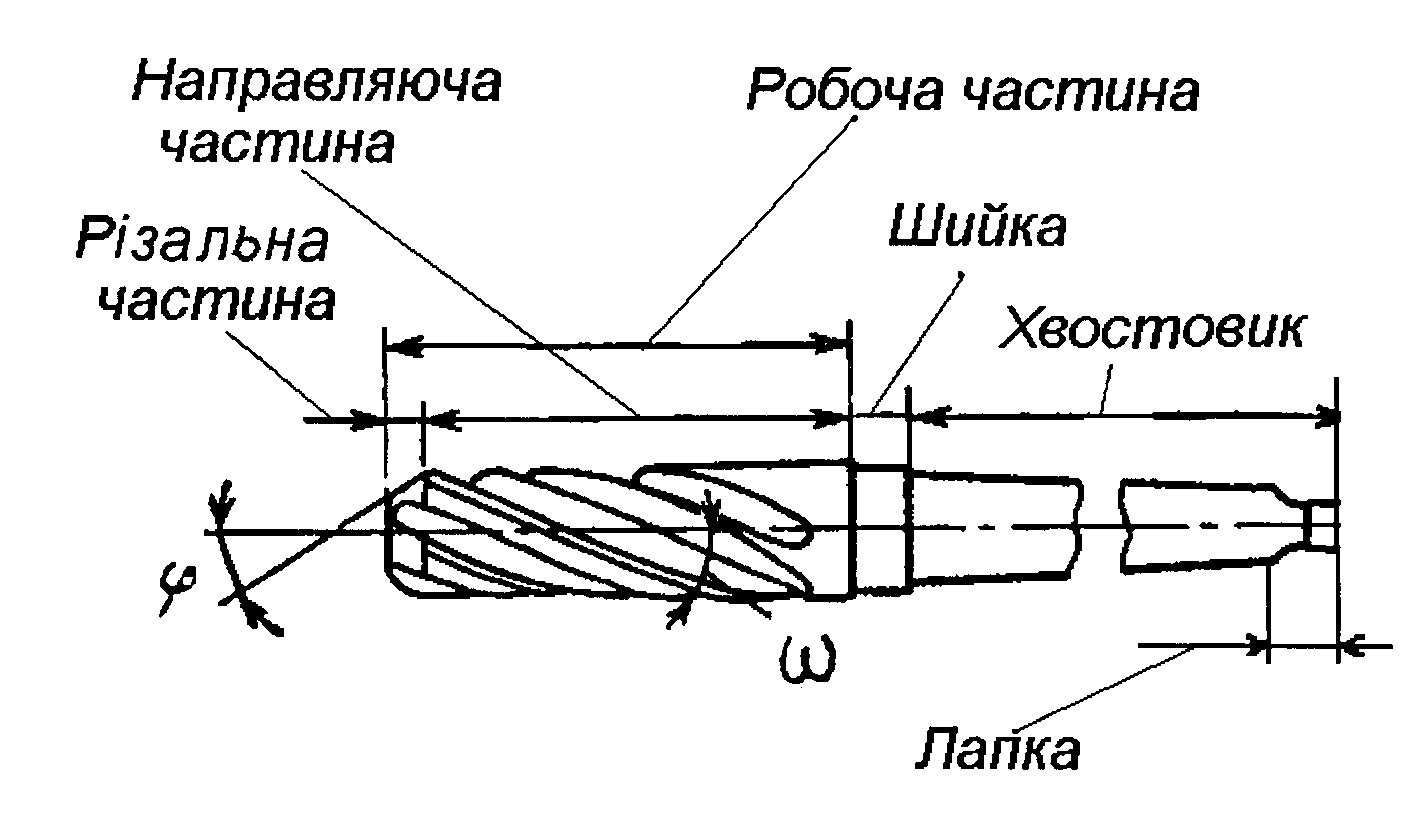
Рисунок 13. Будова зенкера
Корпус зенкера об’єднує його робочу частину з елементами кріплення і служить для передачі зусилля різання під час роботи, а також для закріплення зенкера в процесі його виготовлення.
Робоча частина кінцевих швидкорізальних цільних стандартних зенкерів приварюється до стального хвостовика. Корпус цільних насадних швидкорізальних зенкерів об’єднує в себе робочу і затискаючу частину та виконується повністю із швидкорізальної сталі.
На корпусі зенкера виконуються стружечні канавки, форма і розміри яких мають великий вплив на міцність корпуса, на геометрію різальної частини, на управління процесом стружкоутворення і транспортування стружки. Число стружечних канавок зенкерів, як правило, рівне числу зубів, але відомі зенкери з подвійним числом стрічок, які мають подвійне число стружечних канавок.
Стружечні канавки зенкерів можуть бути прямими (паралельними до осі зенкера), нахиленими і гвинтовими. Зенкери з прямими канавками достатньо універсальні, технологічні у виготовленні при переточках. Зенкери з нахиленими канавками, як правило, – збірні з механічним кріпленням різальних ножів та пластинок. Зенкери з гвинтовими стружечними канавками є більш розповсюдженими. До них відносяться і зенкери, оснащені пластинками з твердого сплаву.
Калібруюча частина зенкера служить для напрямлення зенкера при роботі, отримання необхідної точності і якості поверхні оброблюваного отвору. Діаметр калібруючої частини змінний: спочатку, в місці дотику з різальною частиною, він рівний номінальному, а потім зменшується по напрямку до хвостовика на 0,04 – 0,08 мм на кожних 100 мм довжини (для зенкерів діаметром більше 18 мм).
Різальна
частина забезпечує зняття основної
маси матеріалу, формує і напрямляє потік
стружки, а при обробці глухих отворів
забезпечує підрізку дна отвору. Вона
характеризується, крім інструментального
матеріалу і його твердості, наступними
параметрами: переднім
і заднім
![]() кутами різальної кромки; кутом
,
який відіграє головну роль головного
кута в плані; кутом нахилу канавки
;
кутом нахилу головної різальної кромки
;
формою, розмірами і взаємним розташуванням
різальних кромок окремих зубів, а також
якістю їх заточування.
кутами різальної кромки; кутом
,
який відіграє головну роль головного
кута в плані; кутом нахилу канавки
;
кутом нахилу головної різальної кромки
;
формою, розмірами і взаємним розташуванням
різальних кромок окремих зубів, а також
якістю їх заточування.
Передній
кут різальної частини
![]() задається в площині, нормальної до
проекції різальної кромки на основну
площину. Як правило, кут
приймається рівним: у зенкерів, що
застосовуються для обробки конструкційних
маловуглецевих сталей, – 15-20˚, для
обробки вуглецевих і легованих сталей
середньої твердості – 8-12˚, для обробки
чавуну середньої твердості – 6-10˚, для
обробки сталей і чавунів підвищеної
твердості – 0-5˚, для обробки легких
сплавів і кольорових металів – 25-30˚.
задається в площині, нормальної до
проекції різальної кромки на основну
площину. Як правило, кут
приймається рівним: у зенкерів, що
застосовуються для обробки конструкційних
маловуглецевих сталей, – 15-20˚, для
обробки вуглецевих і легованих сталей
середньої твердості – 8-12˚, для обробки
чавуну середньої твердості – 6-10˚, для
обробки сталей і чавунів підвищеної
твердості – 0-5˚, для обробки легких
сплавів і кольорових металів – 25-30˚.
Задній
кут різальної частини
![]() в площині нормальної проекції різальної
кромки приймається рівним 6-10˚, а сама
задня поверхня, як правило, заточується
по одній чи двом площинам.
в площині нормальної проекції різальної
кромки приймається рівним 6-10˚, а сама
задня поверхня, як правило, заточується
по одній чи двом площинам.
Головний кут в плані чинить прямий вплив на розміри поперечного перерізу зрізуваного шару, а отже, на виникаючі при різанні сили, в тому числі і на величину осьової складової сили різання. Кут , як правило, приймається рівним 60˚, але для збільшення стійкості інколи доцільно утворювати додаткову перехідну кромку під кутом =30˚. В стандартних конструкціях її виконують на зенкерах, оснащених твердим сплавом групи ТК. При обробці глухих отворів кут зенкерів може бути збільшений до 90˚.
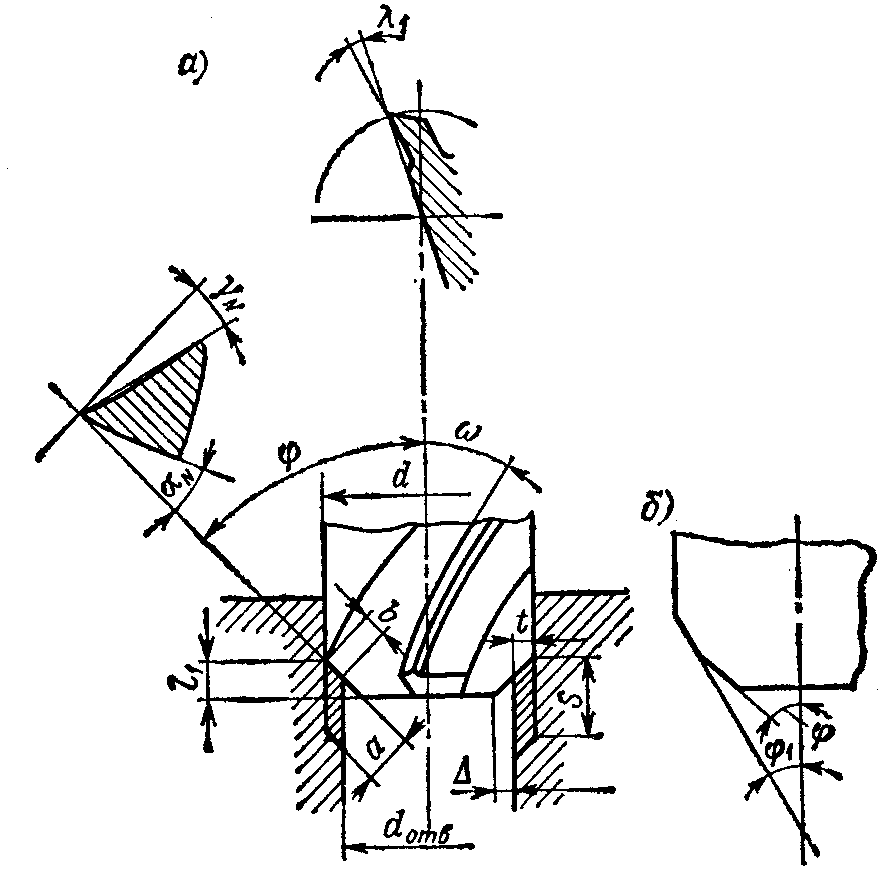
Рисунок 14. Геометричні параметри різальної частини зенкера
Кут нахилу канавки вибирають в залежності від оброблюваного матеріалу; для більш твердих матеріалів кут приймається більшим, а для м’яких – меншим. Кут нахилу канавки для зенкерів загального призначення складає =10-30˚. При обробці чавуну цей кут приймають рівним нулю. Для зенкерів з твердосплавними пластинами кут =10-20˚.
Кут
нахилу різальної кромки
(на рис.14 замість нього зображений кут
![]() )
впливає на напрямок сходу стружки. При
від’ємному значенні кута
стружка буде переміщуватися в напрямку
подачі (якщо рух подачі передається
зенкеру), при додатному значенні
стружка направляється в сторону неробочої
частини зенкера, проти подачі. Додатні
значення кута
можуть рекомендуватися для зенкерів,
обробляючих глухі отвори.
)
впливає на напрямок сходу стружки. При
від’ємному значенні кута
стружка буде переміщуватися в напрямку
подачі (якщо рух подачі передається
зенкеру), при додатному значенні
стружка направляється в сторону неробочої
частини зенкера, проти подачі. Додатні
значення кута
можуть рекомендуватися для зенкерів,
обробляючих глухі отвори.
Довжина
різальної кромки
![]() в залежності від діаметрів обробленого
і вихідного отвору може бути визначена
з виразу
в залежності від діаметрів обробленого
і вихідного отвору може бути визначена
з виразу
![]() ,
а величина
,
а величина
![]() - з виразу
- з виразу
![]() ,
де
,
де
![]() - половина припуску на обробку чи глибина
різання, що обчислюється за формулою:
- половина припуску на обробку чи глибина
різання, що обчислюється за формулою:
![]() ,
,
де:
![]() – діаметр зенкера, рівний діаметру
оброблюваного отвору;
– діаметр зенкера, рівний діаметру
оброблюваного отвору;
![]() – діаметр
вихідного отвору.
– діаметр
вихідного отвору.
Значення
припусків на обробку зенкерами
![]() в залежності від діаметру отворів
наведені нижче.
в залежності від діаметру отворів
наведені нижче.
|
18 |
18-30 |
30-50 |
50-80 |
80-100 |
, мм…..…. |
2,5-3,5 |
4-4,5 |
5,5-8 |
7-10 |
8-12 |
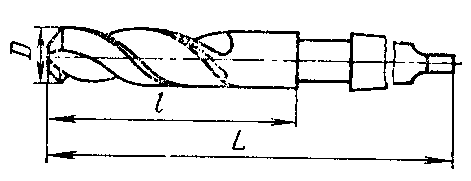
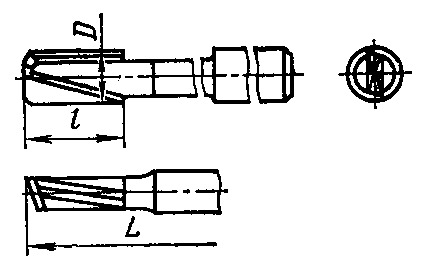
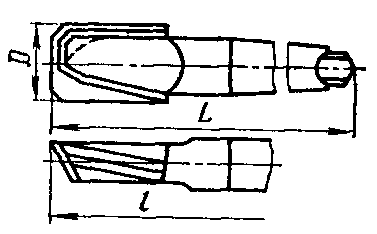
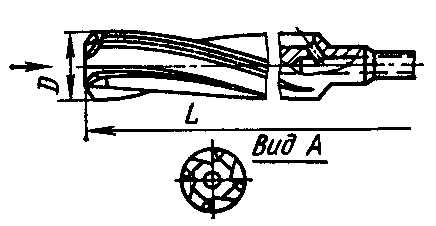
Таблиця 6. Основні типи зенкерів
Зенкер |
Ескіз |
Габаритні розміри, мм |
Область застосування |
З конічним хвостовиком зі швидкорі-зальної сталі |
|
z = 3–4 ω = 10–250 D = 10–40 L = 160–350 d = 80–200 |
Для обробки отворів в заготовках із конструкційних сталей |
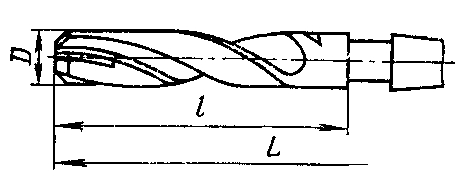
з пластинка-ми із твердо-го сплаву |
|
z = 3–4 ω = 0–100 D = 14–50 L = 180–355 d = 85–310 |
Для обробки отворів в заготовках із важкооброблю-ваних і загарто- ваних сталей |
з ножами, оснащеними пластинками із твердого сплаву |
|
D = 30–50 |
|
з пластинка-ми із твердо-го сплаву |
|
D = 32–40 L = 40–65 d = 13–32 |
Для зенкерування отворів в заготовках із важкооброблю-ваних і загарто- ваних сталей |
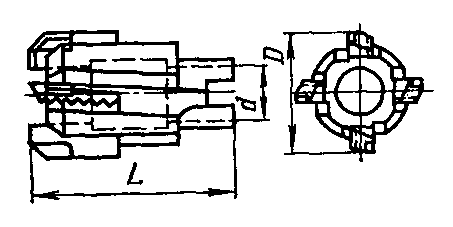
з ножами, оснащеними пластинками із твердого сплаву |
|
D = 50–100 L = 58–74 d = 22–40 |
|
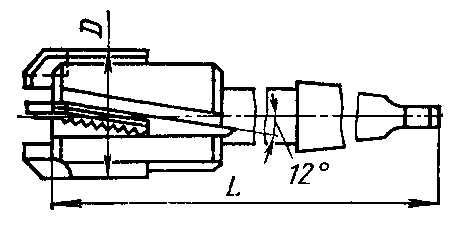
Перовий: з циліндрич-ним хвосто-виком |
|
D = 5–10 L = 60–85 d = 15–22 |
Для обробки глухих отворів в заготовках із чавуна і кольорових металів |
з конічним хвостовиком |
|
D = 10–35 L = 120–250 d = 25–55 |
|
Для обробки глибоких отворів |
|
D = 15–25 L <= 90 D МОР подається в зону різання по отвору в корпусі зенкера |
Для обробки глибоких отворів |