

Резьбонакатные инструменты
Накатные резьбы имеют повышенную прочность по сравнению с нарезанной резьбой. Это объясняется тем, что волокна металла упрочняются за счет повышенной степени пластического деформации поверхностного слоя резьбы.
При этом способе металл экономится на 10 – 30 %, т.к диаметр заготовки под резьбу меньше диаметра получаемой резьбы.
Точность Rа равна шлифованию.
Наибольшее распространение получили накатные резьбы, получаемые с помощью резьбонакатных плашек и роликов.
Точность резьбы накатанной роликом выше, чем плашками.
Конструкция резьбонакатной плашки
Такая накатка осуществляется на станках - автоматах. Используется две резьбонакатных плашки, одна из которых неподвижна.
Плашка представляет собой две массивные пластины с развернутыми витками резьбы на лицевой стороне. На неподвижной плашке есть заборная часть, а на подвижной ее может и не быть.
Р ис.
151
ис.
151
С хема накатывания резьбы на проход
Рис. 152
Такая накатка осуществляется на резьбонакатных станках. Заготовка укладывается в магазин и по мере необходимости, по одной с помощью отсекателя подается в зону накатывания резьбы
.
Накатывание резьбы на упоре
1 – Неподвижный ролик
2 – Подвижный ролик
3 – Упор
D1 = D2
Осуществляется двумя методами:
D1 = D2 ; n1 n2
D1 D2 ; n1 = n2
Способ 2) применяется чаще.
D 1
/ D2
= 1,1 – 1,2
1
/ D2
= 1,1 – 1,2
Рис. 153
Расчет роликов
Сводится к определению числа заходов , по и =
n – угол наклона винтовой линии ролика.
– угол наклона накатанной резьбы
Угол n : tgn = Pn / ПD2
Pn – шаг резьбы ролика
D2 – средний диаметр резьбы ролика
Угол : tg = P / Пd2
Pn / ПD2 = P / Пd2 ; D2 / d2 = Pn / P = ; = D2 / d2
Размер D2 ограничивается возможностями резьбонакатного станка, как в min, так и в max отношении. Поэтому при min D2 равному 150мм. для накатной резьбы М1,7 * 0,35 = 88. Такую резьбу трудно прошлифовать на ролике.
Резьбонакатные ролики перетачиваются методом перешлифовки резьбы.
m = 0,0175D2
n = ( 3 – 5 ).
Инструменты для обработки отверстий
Свёрла, зенкеры, развёртки, пластинчатые расточные резцы, комбинированные инструменты.
Свёрла обеспечивают точность отверстия до квалитета: Ra до 6,3
Зенкеры – 8 квалитет, Ra до 0,8
Развёртки – 5 квалитет, Ra до 0,1
Свёрла и зенкеры закрепляются в жёстких патронах, развёртки в жёстких патронах оправка при которых повышается точность обрабатываемых отверстий, понижается шероховатость поверхности.
Зенкеры снимают припуск и обеспечивают направление геометрической оси отверстия. После развёртывания точность положения этой оси неизменяется.
СВЁРЛА
Бывают:
- Спиральные
- Перовые
- Для сверления глубоких отверстий
- Сборные свёрла с СМП, используемые в условиях автоматизированного производства
Анализ геометрии спирального сверла
Сверло состоит:
- Рабочая часть
- Хвостовик
- Шейка
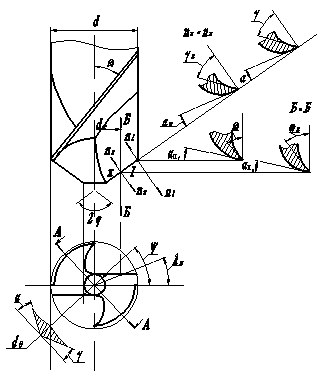
Рис. 154
αБ1 – задний угол продольной плоскости сверла для точки 1 режущей кромки
αх – задний угол нормальной плоскости сверла для точки х режущей кромки
На эскизе продольная плоскость сверла обозначается Б –Б. В связи с тем, что продольная плоскость у сверла соответствует поперечной плоскости у резца. Анализ геометрии сверла можно производить на основе формул единой геометрии полученной для резца.
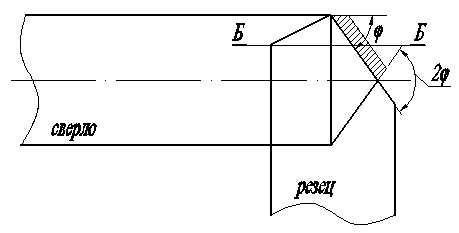
Рис. 155
φР – φсв
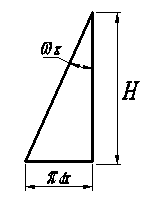
Передняя поверхность спирального сверла получается при его изготовленни методами пластической деформации и механической обработки. При изготовлении образовывается винтовая канавка. Угол наклона винтовой линии на любом диаметре сверла можно определить из развёртки винтовой линии на плоскость из следующего прямоугольного треугольника для диаметра dx
![]() 1)
1)
Законом винтовых поверхностей является независимость осевого шага Н от диаметра данного винтового тела.
Н = const
![]() 2)
2)
Поделим
выражение 1) на выражение 2):
![]()
![]() 3)
3)
При отсутствии заточки передней поверхности свёрла, передний угол продольной плоскости сверла равен углу наклона винтовой линии для рассматриваемой точки режущей кромки.
Из формулы 3) следует, что передний угол в продольной плоскости уменьшается от наружного диаметра сверла к его центру.
Формула 3) является приближённой, т.к. не учитывается наличие переточек у сверла.
![]()
![]() .
.
![]() 4)
4)
Из формулы 4) следует, что передний угол в нормальной плоскости уменьшается с приближением от наружного диаметра к сердцевине сверла. В центре сверла при dX =0 формула показывает значение γХ = 0.
Формула 4) содержит погрешности, как и формула 3). Но её можно использовать при анализе геометрии сверла.
Анализ формулы 4) показывает, что передний угол в нормальной плоскости зависит от ω и φ.
Угол φ влияет на геометрию сверла и условия его работы точно так же, как угол φ у резца ( φ определяется по справочнику, в зависимости от марки материала обрабатываемой детали).
Малые значения угла ω согласно формулес4) приводят к малым углам в районе перемычки сверла, фактически к отрицательным передним углам в районе перемычки.
Чтобы облегчить условия работы сверла в районе перемычки, необходимо повысить угол ω.
Но повышение угла ω приводит к увеличению переднего угла на наружном диаметре сверла, т.е. уменьшение угла режущего клина. Это приводит к уменьшению фронта отвода стружки из зоны резания, следовательно увеличивается износ угла на наружном диаметре сверла и уменьшается прочность режущего клина.
ωоптим = 15…350 в зависимости от диаметра сверла.
Твёрдосплавные свёрла свёрла применяются для обработки: чугуна, бронзы, мрамор, гранит.
Такие сверла оснащаются коронками, наконечниками, твёрдыми пластинками.
После напайки пластины производится заточка передней поверхности пластины с образованием угла γ = 100
Задний угол образуется при заточке спирального сверла, поэтому заднюю поверхность необходимо затачивать с оптимальным изменением заднего угла вдоль режущей кромки.
![]() 5)
ω – см. формулы единой геометрии.
5)
ω – см. формулы единой геометрии.
Для точки х сверла
![]()
![]()
![]()
Формула 5) определяет взаимосвязь между задними углами в продольной плоскости и в нормальной плоскости к режущей кромке.
При сверлении каждая точка режущей кромки движется по винтовой линии. Угол наклона винтовой линии для точки Х режущей кромки сверла hX, определяется из развёртки винтовой линии на плоскость из треугольника:
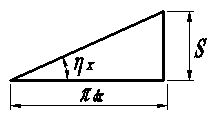
![]() 6)
6)
ηХ – угол наклона винтовой линии траектории токи Х сверла.
S – подача сверла ( мм/оборот ).
Движение сверла изменит величину заднего угла, заточенного на сверле и значение кинематического заднего угла для точки Х режущей кромки:
![]() 7)
7)
Пример: диаметр 10мм. d0 = 0,15d = 1,5 мм
d0 = 1,5 → ηX = 2,40
d = 10 → ηX = 0,40
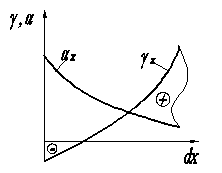
Рис. 156
Из формулы 6) следует, что заточенный на сверле задний угол уменьшается на большую величину при работе сверла в области перемычки.
Значит, чтобы сохранить приближённо постоянным кинематический задний угол вдоль режущей кромки сверла, необходимо затачивать его больше величины в области перемычки с уменьшением к наружному диаметру сверла.
Более важная причина затачивать заднюю поверхность сверла с вышеуказанными изменением заднего угла вдоль режущей кромки: известно, что технология изготовления винтовых канавок сверла приводит к разной величине переднего угла вдоль режущей кромки:
- передний угол больше на наружном диаметре сверла и уменьшается с приближением к перемычке.
Чтобы сохранить приближённо постоянным угол режущего клина вдоль режущей кромки, необходимо при заточке сверла затачивать задний угол большей величины в области перемычки с уменьшением к перефирии сверла.
dнаружн. = 8…140
dсердц. = 20…250
Заднюю поверхность спиральных свёрл затачивается по следующим поверхностям:
По плоскости
По двум плоскостям
По коническим поверхностям
По цилиндрическим поверхностям
По винтовой поверхности
1)

Рис. 157
Такая заточка приводит к увеличению износа инструмента. Уменьшение величины заднего угла при одноплоскостной заточке не возможно, т.к. имеет место интерференция задней поверхности сверла и винтовой поверхности резания. Чтобы иметь оптимальное значение, с точки зрении условий резания, заднего угла необходимо производить двухплоскостную заточку.
2)
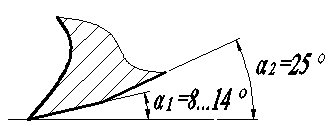
Рис. 158
Для свёрл, оснащенных пластинами с твёрдым сплавом.
4) Применяется редко.
5) Эта заточка наиболее выгодна, т.к. легче автоматизируется и наблюдаются наиболее благоприятные изменения геометрических параметров вдоль режущей кромки сверла, а поперечная кромка получается выпуклой, что необходимо при начале сверления.
Улучшение геометрических параметров спирального сверла.
* Уменьшение передних углов при приближении к центру сверла
** Неблагоприятные геометрические параметры на поперечной кромке и ленточке.
*** Сильное изнашивание свёрл при работе, в месте перехода главной и вспомогательной режущей кромки, приводят к необходимости улучшения их режущих свойств с помощью специальных подточек, а так же применение более прогрессивных конструкций.
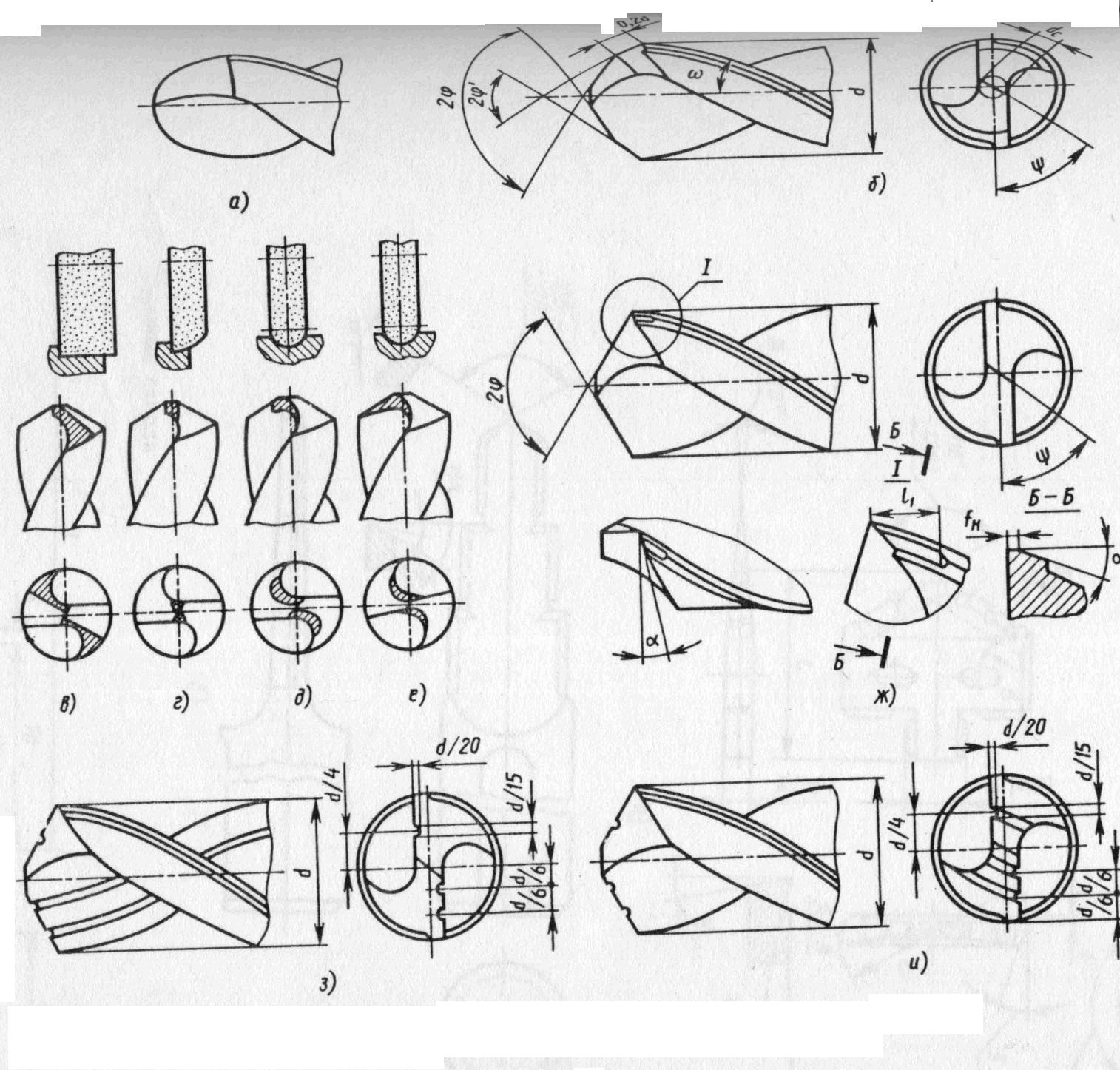
Рис. 159