

Концевые фрезы
Применяются при фрезеровании пазов, уступов, плоскостей, поверхностей.
В зависимости от вида обработки КФ могут быть мерным или немерным инструментом.
МИ – это размер, который зависит от размеров обрабатываемой поверхности (диаметр фрезы зависит от ширины паза В).
Рис. 131
НМИ – размеры выбираются в широком диапазоне ( диаметр торцевой фрезы выбирается из 1,2…1,5В):
мелкозубые – для чистовой обработки;
крупнозубые – для черновой обработки;
часто используются на станках с ЧПУ для контурной обработки;
взависимости от диаметра фрезы хвостовик фрезы может быть коническим, цилиндрическим ( при большем диаметре).
Отличия крупнозубых от мелкозубых фрез:
уменьшенное число z (лучшее размещение стружки во впадине);
увеличенный угол w до 40…45 градусов, для улучшения стружкоотвода (важно для фрезерования глубоких пазов);
задняя поверхности представляет собой криволинейную поверхность;
возможно неравномерное расположение фрезы по окружности, что уменьшает вибрации при работе фрезы.
Недостаток крупнозубых фрез в том, что зуб имеет низкую прочность и при работе происходит поломка зубьев.
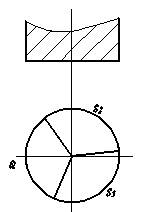
Рис. 132
Торцовые фрезы
Применяются при фрезеровании больших поверхностей детали, процесс имеет высокую производительность, высокую стойкость инструмента.
Торцевые фрезы оснащаются ножами из БРС, или из тв. Сплавов.
Ножи торцевых фрез могут припаиваться или закрепляться механически (СМП), либо на корпусе, вставках, державках, которые крепятся в корпусе.
Корпуса фрез могут быть цилиндрические, либо трапецивидной формы.
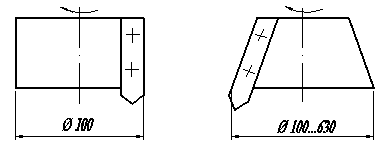
Рис. 133
Фасонные Затылованные фрезы
Перетачиваются по передней поверхности, с использованием УДГ, ОДГ и и специальных приспособлений, специальных станков для заточки червячных фрез . При переточки затылованных фрез профиль зубьев сохраняется постоянно.
Существует два типа затылованных фрез:
1) с не шлифованным профилем зубьев
2) со шлифованным профилем зубьев
Фрезы со шлифованным профилем зубьев, проектируются для чистовой обработки ответственных деталей: червячно – модульные и червячно – шлицевые фрезы.
Все остальные фрезы изготавливаются с не шлифованным профилем зубьев. Этот профиль изготавливается с помощью токарно – затыловочных резцов.
При переточке затылованных фрез приходится снимать в 4…5 раз больший объём металла по сравнению с объёмом, который снимается при переточках фасонных острозаточенных фрез.
Выбор кривой затылования фрезы
Рис. 134
При преточках затылованныой фрезы высота профиля должна сохранятся постоянной. Чтобы обеспечить это требование, для затылования инструмента могут быть выбраны следующие кривые:
- логарифмическая спираль
- архимедова спираль
- прямая
У всех этих кривых имеется конхоида – геометрическое место точек, равноудалённых по радиусу – вектору от заданной кривой.
Кривая затылования должна быть такой, чтобы выполнялись следующие два требования:
сохранение профиля при переточках,
сохранение заднего угла при переточках,
Общим требованиям удовлетворяет затылованная кривая, выполненная в виде логарифмической спирали.
Однако на практике затылование по логарифмической спирали не производится по следующим причинам:
1) кривая сложна для реализации;
2) при одной и той же заданной величине заднего угла разным наружным диаметрам нужны разные логарифмические кривые. Т.е. на практике токарно-затыловочный станок должен иметь большое количество соответствующих затыловочных кулачков, обеспечивающих разные углы при различных диаметрах. Архимедова кривая обеспечивает требования по сохранению профиля, но не охраняяет угол, однако величина изменения заднего угла при переточках незначительна, следовательно ей можно пренебречь.
Архимедова кривая реализуется с помощью двух движений: радиального движения резца и одновременного вращения фрезы.
Архимедовой кривой требуется минимальный набор кулачков, зависящих от угла a.
Преимущество Архимедовой спирали.
1) Не смотря на то, что при затыловании инструмента по архимедовой спирали задний угол при переточках инструмента изменяется, изменения эти находятся в допустимых пределах, т. е. при переточках усилия резания по заднему углу изменяются мало. Задний угол при затыловании по логарифмической спирали не изменяется только на самой кривой и изменяется конхоиде логарифмической спирали.
2) При затыловании инструмента по архимедовой спирали для разных диаметров затылованных инструментов, но при одном и том же падении затылка “ к “ применяется один и тот же затыловочный кулачок, соответствующий “ к ”.
При затыловании по всем другим кривым при каждом проектировании специального инструмента требуется спроектировать и изготовить свой затыловочный кулачёк, а это экономически не выгодно.
3) В связи с упрощением архимедовой спирали упрощается изготовление затыловочного кулочка: изготовление его может быть осуществлено на станках с согласующими движениями вращения заготовки и поступательного, направленного к оси заготовки движения инструмента.