

Геометрия затылованного по Архимедовой спирали зуба фрезы с одинарным затылованием (нешлифованный зуб)
[12] – архимедова кривая,
[23] – называется величиной падения затылка (К),
a1 - угол на вершинке. Найдём связь между a1 и К.
 Рис.
135
Рис.
135
Треугольник 123 с некоторым допущением может рассматриваться с прямым углом
в точке 3.
Катет 13 = pda/z
z – число зубьев.
Следовательно K/pda = tg aв, следовательно:
a1
=
arctg (K · z
/ pda
)
K
= (tg aв
pda
)
/ z
[04] – произвольное сечение,
ÐE ® K,
Ðj ® [56], следовательно [56] = (К*j) / Е = k d.
[78] – конхоида – геометрическое место точек равноудалённых по радиусу от другой
кривой [12].
Стандартные значения кулачков, прилагаемых к токарно-затыловочному станку
изменяются через 0,5 мм, т.е. дают величину падения затылка следующего ряда:
К = 2; 2,5; 3; 3,5;…
Эти значения указываются на рабочих чертежах фрез.
Высота зуба Н при одинарном затыловании:
Н = [23] + [29] + [910] = K + h + R + (1…5) мм,
10 – внутренний диаметр.
Отрицательные стороны затылованных фрез с одинарным затылованием:
1.Т. к. эти фрезы перетачиваются по передней поверхности, то на задней поверхности
остаётся обезуглероженный слой, а его наличие существенно снижает стойкость фрезы.
2.Задний угол в главной секущей плоскости зависит от угла профиля в этой точке и
диаметра, на котором она расположена. Т. е. Условия резани в различных точках
режущей кромки не одинаковы.
Из сказанного следует, что затылованные фрезы при одинарном затыловании имеют относительно низкую стойкость, но легко перетачиваются, их применение целесообразно
в условиях единичного мелкосерийного производства.
Виды затылования зубьев фрез
В зависимости от направления движения токарно-затыловочного станка затылование
может быть:
радиальное;
осевое;
угловое (косое).
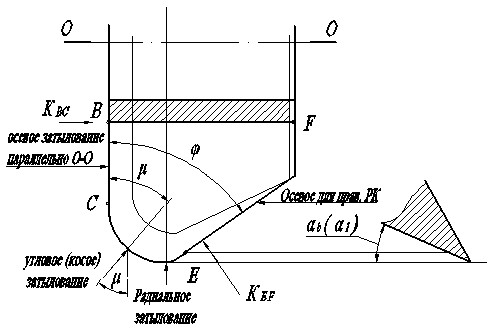
Рис. 136
tg an = tg ab sin j,
при j = 0 an = 0, резать не может.
[BC], [EF] – прямолинейные участки профиля.
Если выполнить радиальное затылование, то на РК [BC], an = 0 – резать не будет.
Чтобы создать a>0 необходимо выполнить осевое затылование, что повышает трудоёмкость, уменьшает размеры профиля в осевом направлении, и требует создания специальных станков для осевого затылования.
Угловое затылование позволяет одним движением затыловочного резца создать требуемые величины задних углов на всех точках РК.
Пусть на РК EF нужно создать угол aEF, который соответствует падению затылка КEF.
на РК BC - aBC стремится к KBC.

Найдём К как векторную сумму KBC + KEF
180° [(90° - m) + j] = 90° + m - j;
K = KBC + KEF;
KBC = (p da /z) tg aBC ;
KEF = (p da /z) tg aEF ;
По теореме синусов с учётом формулы приведений можно записать:
KBC / cos (j - m) = KEF / cos m;
После преобразований получаем:
tg m = (KBC / KEF – cos j) / sin j;
По теореме синусов найдём абсолютное значение К:
K / sin j = KEF / cos m;
K = KEF (sin j / cos m);
Особый случай:
tg m - (1 – cos j) / sin j = tg (j / 2), т.е. следовательно: m = j / 2;
K = KEF ( sin j / cos (j / 2)) = 2 KEF sin (j / 2);
Недостатки углового затылования:
при переточках наблюдается изменение размеров профиля.