

Определение исполнительного диаметра калибрующих зубьев (приведённая схема годна для любого мерного инструмента)
Пусть необходимо обработать отверстие диаметром dном и с допуском dа. Необходимо определить размеры калибрующей части протяжки так. чтобы полученное отверстие находилось в поле допуска на детали.
Практически никогда диаметр полученного отверстия не равен диаметру инструмента из-за явлений разбивки или усадки отверстия.
Наиболее часто встречается разбивка, которая получается вследствие биения РИ увода её отверстия от оси отверстия за счёт Fрез, налипов на РК и т.п.
Усадка имеет место при обработке отверстий тонкостенных деталей, после выхода инструмента из отверстия его диаметр уменьшается за счёт упругих сил деформации детали (рассверливать отверстие в тонкостенной трубе).
И разбивка и усадка носят случайный характер, имеют максимальные и минимальные значения, обычно получают их значения экспериментально или поприблизительным рекомендациям в литературе.
Разберём
случай разбивки отверстия:
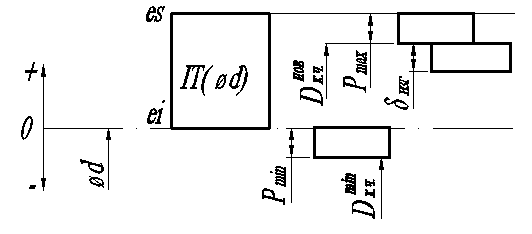
Рис. 99
![]() .
.
Сверление:
Рср = 0,75![]() ,
,
зенкерование: Рср = 0,5 ,
развёртывание, протяжка: Рср = 0,25 ,
dизг
= 1/3
или
![]() ;
;
Случай усадки отверстия САМОСТОЯТЕЛЬНО.
Схемы резания и форма режущих кромок протяжек.
Выбираются с целью получения оптимальной конструкции протяжки: практика показывает, что чем короче протяжка, тем она оптимальнее (t машинное уменьшается, инструментальный материал уменьшается, затраты в целом на изготовление уменьшаются), при этом желательно чтобы Pz было равно номинальной силе тяги станка.
Для круглой протяжки необходимо ещё обеспечить условие прочности: протяжка может порваться в трёх местах – по хвостовику, шейке и по впадине первого зуба.
В первых двух случаях протяжка пригодна к ремонту, а в третьем нет.
При профильной схеме резания каждый последующий зуб выше предыдущего на величину подачи Sz.
Рис. 100
При обработке материала дающие сливную стружку (сталь) для облегчения процесса резания и сворачивания стружки на РЗ в шахматном порядке выполняют стружкоразделительные канавки, расположенные на расстоянии 6…8 мм вдоль режущей кромки (рис. 86, 101, 102 ).
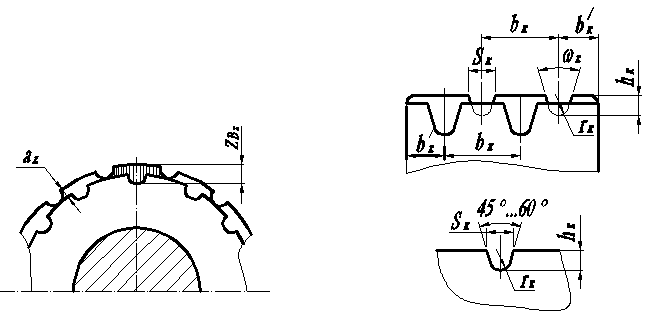
Рис. 101 Рис. 102
Недостатки:
из-за наличия стружкоразделительных канавок на срезаемых стружках образуются рёбра жёсткости, затрудняющие завивание стружки;
Понижается стойкость протяжек, из-за интенсивного изнашивания уголков стружкоразделительной канавки;
На боковых сторонах стружкоразделительных канавок необходимо создавать задние углы a бок, которые не велики и уменьшаются при переточках зубьев протяжки.
Для образования задних углов a бок на боковых сторонах канавки угол φ канавок делают не менее 45-60°.
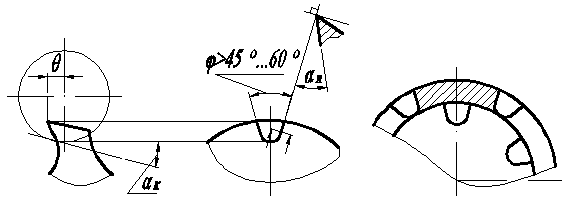
Рис. 103
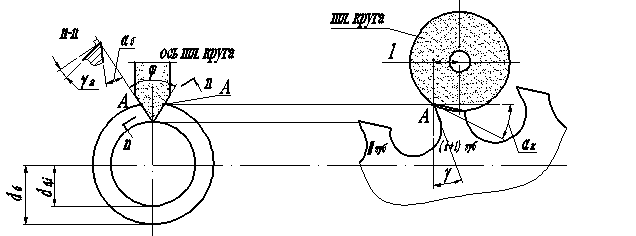
Рис. 104
tg a бок = tg aк * sin (j / 2);
a бок ³ 2…3°; aк = f;
Для большого a бок j ³ 45° до 90°.
При переточках aк и a бок уменьшается.
Однако в т.А происходит интенсивное изнашивание, снижающее стойкость протяжки. Поэтому целесообразнее применение протяжек с групповой схемой резания.
При групповой схеме резания – зубья РИ разделены на группы (секции),в пределах которой диаметр зубьев одинаковы, а работа по срезанию металла между зубьями группы распределяется по окружности зубьев (рис 106).
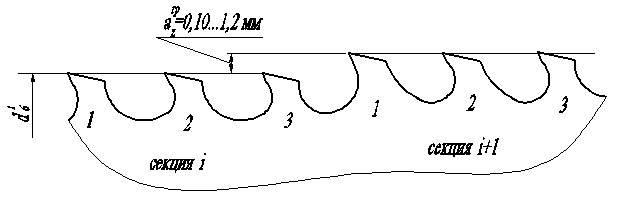
Рис. 105
Каждый зуб группы срезает металл на полную глубину ( толщину) слоя, и на ширину, составляющую часть окружности. Режущая кромка последнего зуба группы имеет форму полной окружности, но с диаметром на 0,01 – 0,02 мм меньше диаметра предшествующих зубьев группы, для удаления всего слоя металла по окружности и исключает снятие этим зубом сплошного кольцевого слоя металла. Обычно в секции 2…3 зуба.
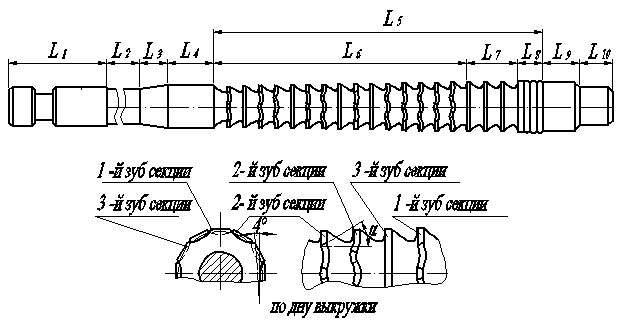
Рис. 106
Толщина слоя Sz, срезаемая каждым зубом группы, может быть увеличена по сравнению с Szпроф, при профильной схеме резания, в число раз, пропорциональное увеличению числа зубьев в группе. Благодаря различию степени влияния глубины и ширины среза см. тему схемы резания) на силу резания, у протяжек с групповой схемой резания можно уменьшить число зубьев и длину рабочей части.
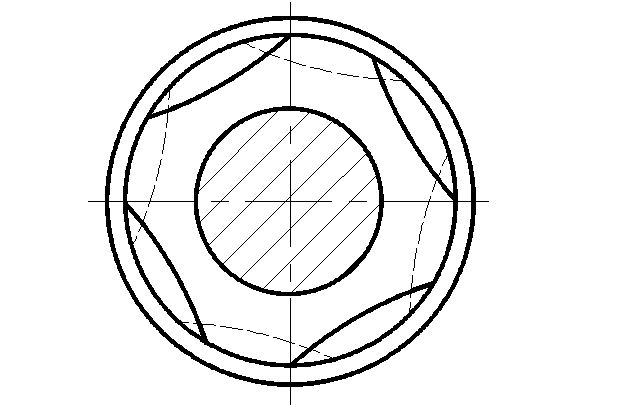
Рис. 107
Существует несколько конструктивных решений групповой схемы резания:
протяжка с выкружками (рис. 108).
гранная протяжка (рис. 108).
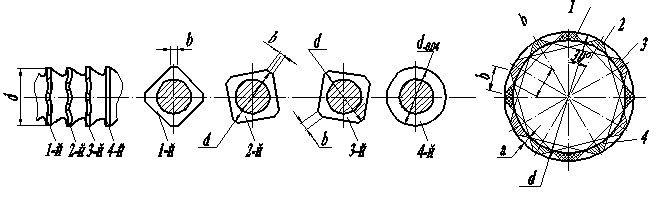
Рис. 108
Генераторная схема резания – формы и диаметр всех режущих зубьев за исключением последнего выполняют одинаковым в виде многогранников, имеющих различный угол поворота вокруг оси протяжки ( для снятия припуска по окружности отверстия) (рис. 108). Последний зуб делают в виде сплошной окружности с диаметром на 0.04мм меньше диаметра предшествующих зубьев. Эти протяжки рекомендуются для обработки отверстий заготовок с повышенной твёрдостью поверхностного слоя ( например отверстий в литых заготовках).
Рис. 109 Рис. 110
Расчёт протяжек см. практику.