

Наружние протяжки.
Обычно делают сборной конструкции (рис. 111).
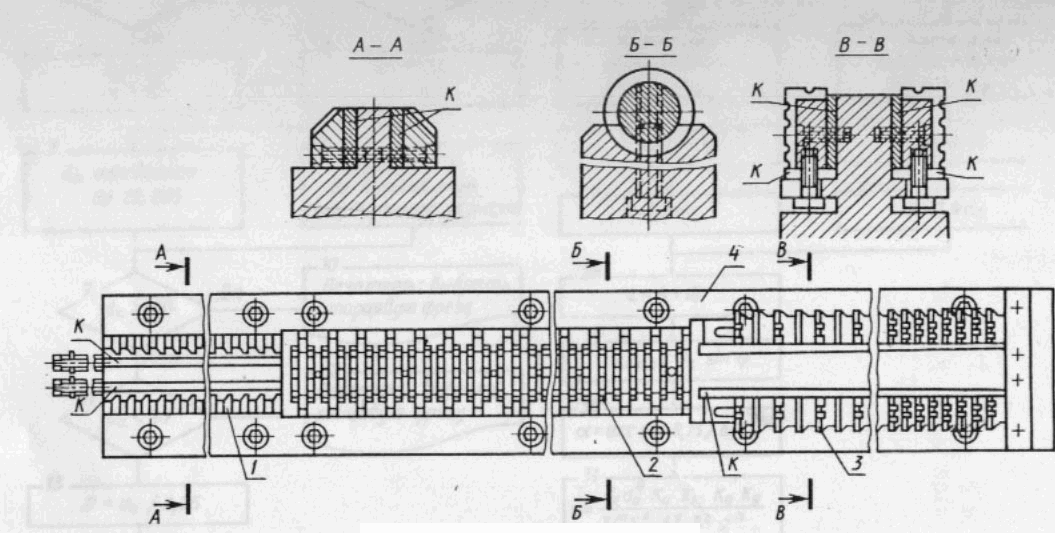
Рис. 111
Её рабочая часть состоит из отдельных участков (секций):
фасочные зубья;
круглые;
угловые.
Протяжки закрепляются на корпусе, который в свою очередь устанавливается на своём корпусе, который крепится на плите, а плита устанавливается на неподвижный стол протяжного станка.
Деление на секции производятся с учётом:
возможности обработки профиля в целом или его элементов,
принятой схемы резания,
требования к поверхности детали и её формы,
примерно равные силы резания на участках,
возможность закрепления корпусов на плите, и возможность регулирования их положения
длины протяжки.
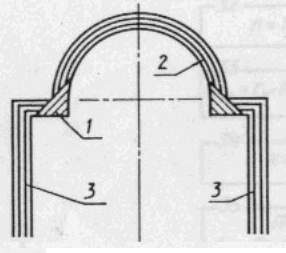
Рис. 112
Каждый участок может быть обработан отдельной протяжкой.
Рис. 113
Расположение протяжек на плите может быть:
последовательное.
Рис. 114
Преимущество: сила резания одинакова, большая длина стола.
Параллельное.
Рис. 115
велики силы резания, малая длина стола.
Последовательно-параллельное.
Рис. 116
Сила резания не сбалансирована, длина стола минимальна.
В секциях имеются режущая и калибрующая части с зубьями, аналогичными по форме зубьев внутренней протяжки.
Отличие в том, что у них может повыситься значение задних углов, количество переточек не связано с количеством калибрующих зубьев.
Применяют разные способы крепления протяжек (рис. 117-а-е).
винтами с верху через секцию ( необходимо увеличение отдельных шагов);
винтами с низу ( для разборки и регулировки необходимо снимать всю плиту со станка);
боковыми винтами ( необходимо место в плите);
клиньями с наклонной поверхностью у секций ( дополнительный расход И.М.);
клиньями с наклонной поверхностью на плите ( усложняет изготовление плиты);
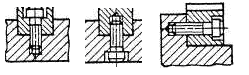
а) б) в)
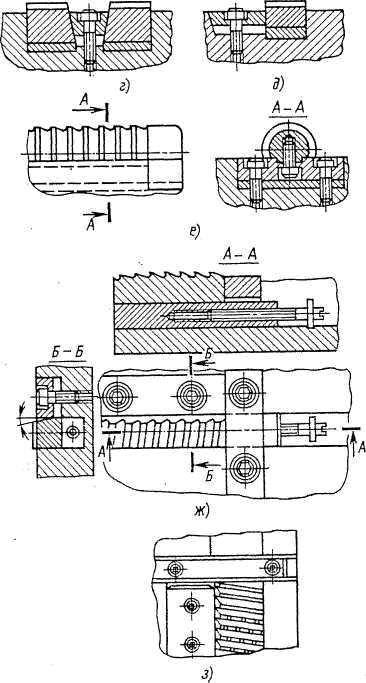
Рис. 117
Для регулирования рабочих (настроечных) размеров протяжки по высоте и ширине применяют продольные клинья ( рис.117, ж) с регулировочными винтами, подкладки К ( рис. 108).
Секции упираются в поперечные упорные шпонки ( рис.117, ж,з )
Инструментальную плиту крепят болтами на столе ползуне станка с поперечным упором – шпонкой.
Зубья наружной протяжки могут быть оснащены твёрдым сплавом ( рис. 118-120);
а) припаянные;
б, в) продольными клиньями;
г) поперечными клиньями;
д) припаянные к вставкам.
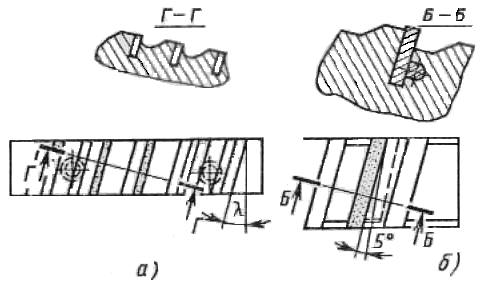
Рис. 118
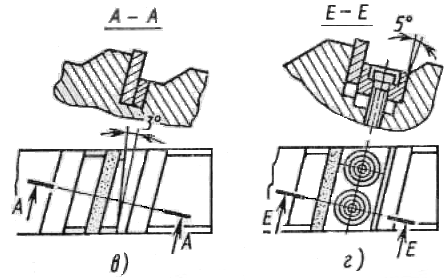
Рис. 119
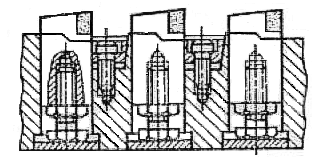
Рис. 120
Фрезы
Это инструмент с несколькими зубьями, расположенными по окружности, имеющий определённую скорость, являющуюся скоростью резания и движения подачи, как в попутном, так и во встречном направлении.
Обеспечивает высокую производительность, применяют во всех типах производств, точность обработки до 7 квалитета, Ra до 1,25 мкм.
Рис. 121
По расположению зубьев различают фрезы:
- цилиндрические, обрабатывают своей передней поверхностью;
- торцовые, обрабатывают торцом;
- угловые, для обработки различных канавок;
- конические, для образования конических поверхностей;
- фасонные, имеющие фасонный профиль для обработки фасонной поверхности;
- комбинированные, (торцово-цилиндрические, дисковые и т.д.).
По конструкции зубьев фрезы:
- с незатылованными о зубьями (острозаточенные),
- с затылованными зубьями.