

Геометрические параметры фасонных резцов.
Передние и задние углы γ и α.
Назначают не в главной секущей плоскости (как у обычного токарного резца) а в плоскости, перпендикулярной оси заготовки (рис. 67,68,69).
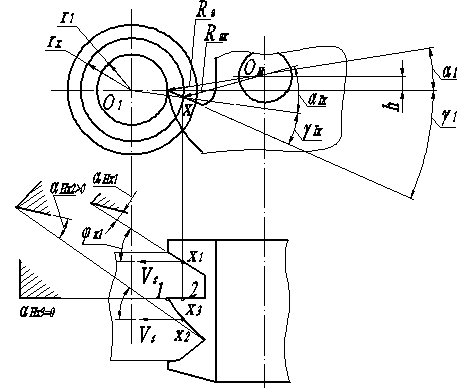
Рис. 69
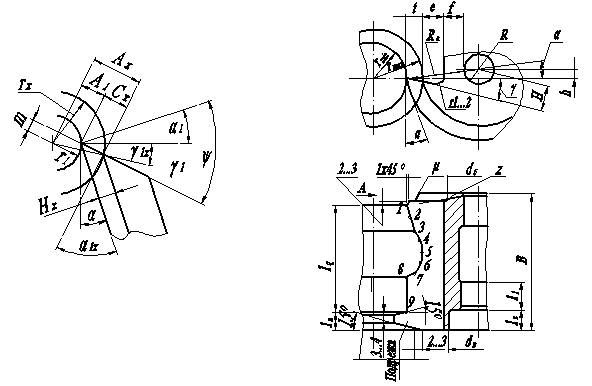
Рис. 70 Рис. 71
Значения
этих углов изменяются в зависимости от
радиуса rx
заготовки, проведенного в рассматриваемую
точку х режущей кромки. Табличные
значения этих углов назначают для
базовой точки 1- α1 γ1 (см.
практические занятия). У КФР значение
угла α1 обеспечивается смещением
оси КФР выше горизонтальной осевой
детали на величину
![]() , где R1 – базовый
радиус КФР, а угол γ1 обеспечивается
заточкой: рабочая поверхность шлиф.
круга смещается относительно оси КФР
на величину
, где R1 – базовый
радиус КФР, а угол γ1 обеспечивается
заточкой: рабочая поверхность шлиф.
круга смещается относительно оси КФР
на величину
![]() .
.
У ПФР требуемое значение α1 и γ1 обеспечивают соответствующей его установкой при угле заточки передней поверхности Ψ= α1+ γ1.(рис. 68).

Рис. 72
Размеры H и h указываются в маркировке КФР и на рабочих чертежах
Значения углов αх и γх в остальных х- точках профиля детали можно определить по следующим формулам (рис. 68, 71):
Передний угол γх для ПФР и КФР.
![]()
![]()
Задний угол αх для ПФР.
![]() .
.
Задний угол αх для КФР.
![]() .
.
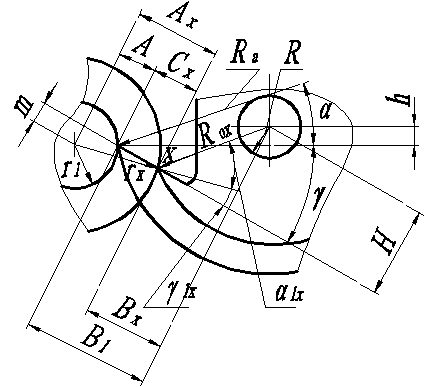
Рис. 73
Стойкость
резцов определяется величиной углов в
главной секущей плоскости
![]() и
и
![]() .
.
![]() ,
,![]() ,
где
,
где
![]() -угол
в плане (он же угол профиля в точке х
режущей кромки). Угол в плане – это уол
между касательной в точке х и направлением
подачи. Его значение
-угол
в плане (он же угол профиля в точке х
режущей кромки). Угол в плане – это уол
между касательной в точке х и направлением
подачи. Его значение
![]() для режущих кромок фасонного резца,
перпендикулярных к оси детали при
параллельном расположении оси КФР или
базовой линии ПФР оси детали
для режущих кромок фасонного резца,
перпендикулярных к оси детали при
параллельном расположении оси КФР или
базовой линии ПФР оси детали
![]() и
тогда как следует из формул
и
тогда как следует из формул
![]() и
и
![]() ,
что недопустимо, поэтому на этих участках
выполняют подвнутрения (рис.72, 73) или
применяют фасонный резец с винтовыми
образующими (рис. 71) или используют
фасонный резец с наклонным расположением
его оси или базы к оси детали (рис. 68,
69).
,
что недопустимо, поэтому на этих участках
выполняют подвнутрения (рис.72, 73) или
применяют фасонный резец с винтовыми
образующими (рис. 71) или используют
фасонный резец с наклонным расположением
его оси или базы к оси детали (рис. 68,
69).
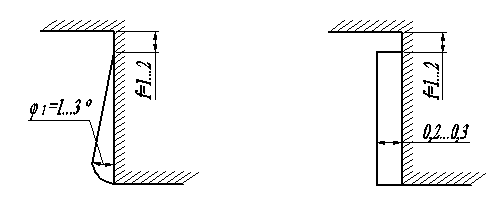
Рис. 74 Рис. 75
Остальной материал по профилированию фасонных резцов см. в практ. занятиях.
Тема 5. Протяжки и прошивки Назначение, классификация, определение и область применения
Протяжка – это многолезвийный РИ с рядом последовательно – выступающим одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения резания, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствия движения подачи ( ГОСТ 25751 – 83). Таким образом, подача на зуб протяжки обеспечивается самой конструкцией протяжки, поэтому иногда говорят, что протяжка имеет конструктивную подачу.
Принципиальное отличие прошивки от
протяжки в месте приложения силы: у
протяжек сила от протяжного станка
приложена к её передней части, и тянет
протяжку (рис. 76) – в теле инструмента
напряжения растяжения; у прошивок сила
приложена к задней части прошивки и
толкает прошивку (рис 77) – в теле
инструмента напряжение сжатия. Поэтому
прошивку из условия обеспечения
устойчивости делают короче протяжки:
Lпрошивки![]() 15 dотв,а Lпротяжки
40dотв
15 dотв,а Lпротяжки
40dотв

Рис. 76
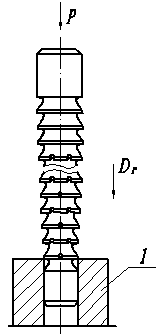
Рис. 77
Протягивание один из самых высокопроизводительных условий резанья (производительность повышается от 3 до 12 раз по сравнению с другими способами механической обработки резанием), за счёт одновременного участия в резании нескольких зубьев с большей суммарной длиной режущих кромок. При этом обеспечивается высокая точность формы и размеров, низкая шероховатость благодаря последовательной обработке за один проход черновыми, чистовыми и калибрующими зубьями и высокой стойкости инструмента: 7 – 9 квалитет точности и Ra 2,5…0,32 мкм. Высокая стойкость протяжек обеспечивается сравнительно низкой скоростью резания 6 – 10 м/мин. .
Однако протяжки это дорогостоящий специальный Р.И. Поэтому их применение экономически оправдано в массовом и крупносерийном типах производств; в мелкосерийном производстве их применяют лишь тогда, когда другими способом нельзя получить требуемую форму и точность поверхности детали ( например шлицевых отверстий) или для обработки одинаковых по форме и размерам поверхностей различных деталей ( например одинаковые отверстия).
Обычно протяжки применяют для обработки круглых, шлицевых, многогранных и других отверстий, а так же шпоночных канавок (рис 78), и наружных поверхностей, прямолинейных по длине ( диаметром и шириной от 6…8 до 100 и более мм). Основные виды протяжек стандартизированы по их элементам (шаг между зубьями, высота стружечной канавки, форма зуба).
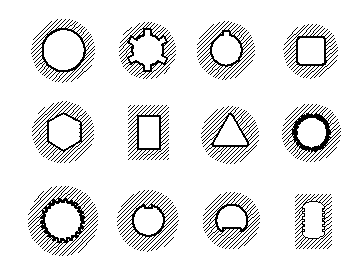
Рис. 78
Особенности работы протяжки заключаются в том, что стружка формируется в замкнутом пространстве стружечной канавки. (рис. 79), затруднён ввод СОЖ в зону резания, невозможно наблюдение за процессом резания.
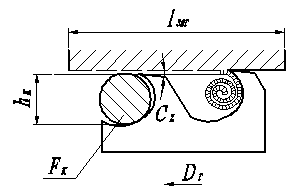
Рис. 79