

Основные конструкции и особенности некоторых резцов
С целью экономии дефицитных и дорогостоящих инструментальных материалов (ИМ) резец выполняется составным или сборным: режущая часть (РЧ) из ИМ, а корпус из недорогой конструкционной стали (например, из стали 45, 50, 40Х, У8, У10, и др).
В этом случае РЧ выполняется в виде пластины, СМП (сменная многогранная пластина), цилиндриков, двойных пластин, и т.д., которые могут располагаться на корпусе резца одним из следующих двух способов.
1 способ: радиально (плашмя). 2 способ: касательно (тангентциально).
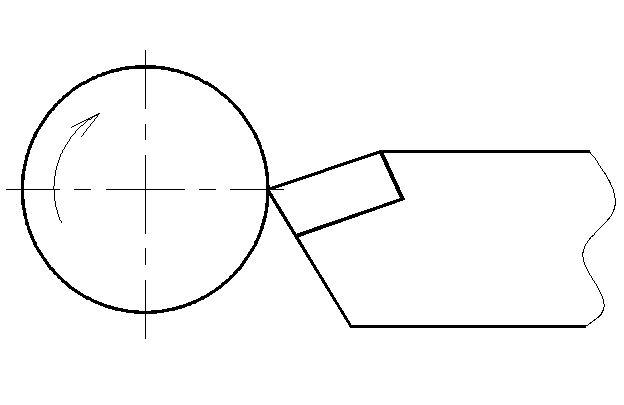
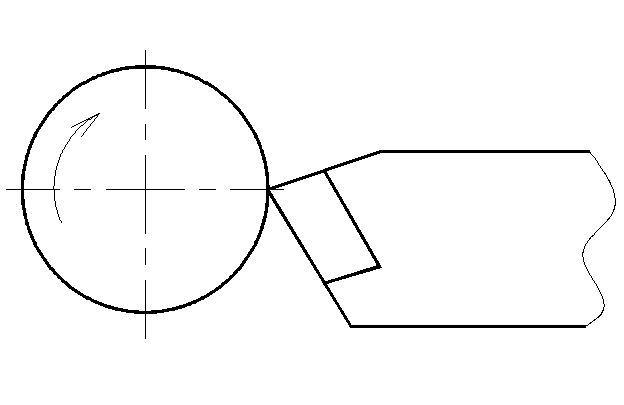
а) б)
Рис. 16 Рис. 17
1 способ наиболее распростран из-за простоты его реализации.
2,а способ допускает увеличение подачи и глубины резания (рекомендуется для черновой обработки);
2,б способ применяется для канавочных, отрезных, резьбовых резцов.
При этом пластины (режущие элементы) могут быть закреплены на корпусе любого инструмента (не только резца) одним из следующих способов:
Припаивание.
Приклеивание.
Силами резания.
Механический способ.
РЕзцы с припаенными пластинами
В основном используются твёрдосплавные пластины.
Достоинства процесса припаивания:
большая жёсткость и точность обработки;
хороший теплоотвод;
простая конструкция;
возможность обеспечения оптимальной (гибкой) геометрии;
возможность образования трещин на поверхности из-за разных коэффициентов линейного расширения твёрдого сплава и стали корпуса (у стали он больше);(Рис.18)
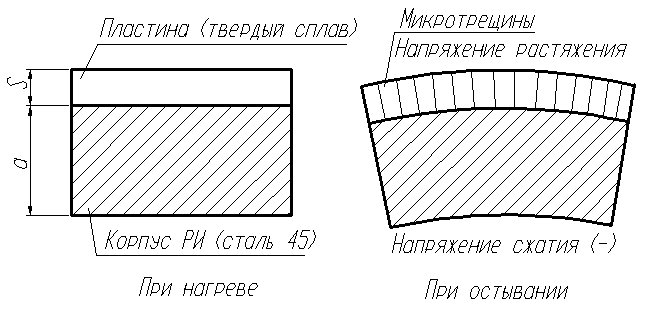
Рис. 18
![]()
Недостатки процесса припаивания:
потеря материала РИ при переточке;
относительная трудоёмкость, длительность, неэкологичность из-за флюсов в процессе припаивания;
однократное использование державки;
образование зазора под пластиной (из-за относительно низкой точности припоя) приводящий к её поломке
изменение размеров h и l резца при переточке (рис.2).
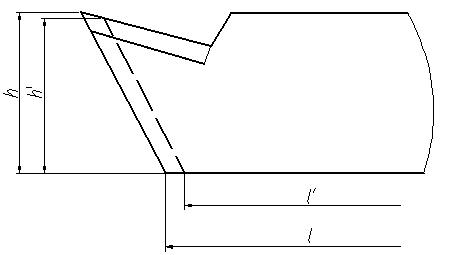
Рис. 19
Область использования инструментов с припаянными пластинами.
В основном используется в единичном и редко в мелкосерийном производстве. В условиях автоматизированного производства практически не применяются (иногда на резцовых блоках или вставках). Режущие пластины устанавливают в предварительно подготовленные корпуса гнезда, которые могут быть открытыми, полузакрытыми, закрытыми и разными.

Рис. 20
Форма передней поверхности
Форма передней поверхности резцов с напаянными пластинами из твердого сплава приводятся в ГОСТ 18877-73* (с 1-7 форму) и зависит от свойств материала заготовки, и от условий работы и режимов резания. Например для обработки чугуна с твердостью НВ≤220, бронзы и других невысокопрочных хрупких материалов,
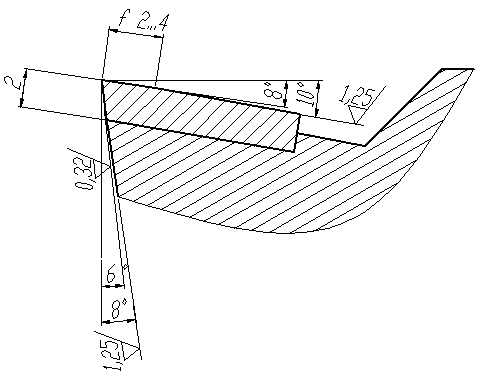
Рис. 21
Для
материала с σв≤700…1000
МПа при необходимости завивания стружки:
криволинейная с отрицательной фаской.
Отрицательная фаска вдоль режущей
кромки упрочняет последнюю, при этом
кромка испытывает напряжения сжатия.
Рис. 22