

Форма задней поверхности.
Одинарная заточка задней поверхности обеспечивает невысокое качество заточки, т.к. твёрдый сплав и сталь корпуса обрабатываются одной маркой шлифовального круга, а она должна быть разной. Доводка алмазом невозможна из-за работы (алмаз превращается в графит).
Рис. 23
Двойная заточка. Снимаются проблемы при одинарной заточке. Широко применяется, но при доводке происходит задевание стали корпуса.
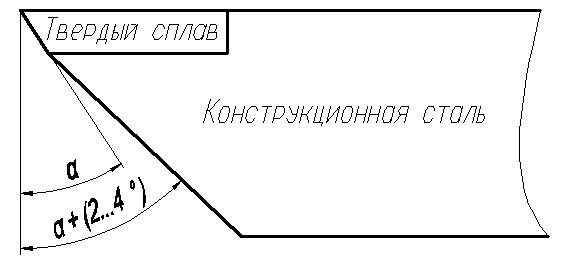
Рис. 24
Тройная заточка. По задней поверхности твёрдого сплава делается фаска высотой ∆ под углом a - (2…40), алмазным кругом или эльборовым шлифовальным кругом, т.е. выполняется доводка.
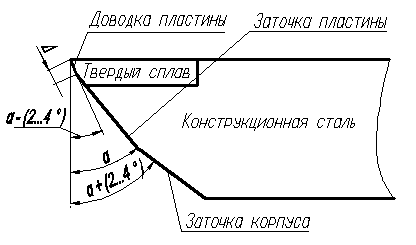
Рис. 25
Доводка – это вид заточки алмазным или эльборовым кругом на щадящих режимах заточки (малой глубине снимаемого слоя за один проход).Доводка повышает точность размеров обрабатываемой детали, уменьшается шероховатость обрабатываемой поверхности, приводит к снижению температуры в зоне заточки и следовательно уменьшает дефектный слой.
Приклеивание режущей части ри
Используются высококачественные клеи (эпоксидные), многокомпамитные типа ВК 9, ВОК 20 и др.
Приклеивание осуществляется по определённой технологии в условиях повышенной температуры (200…3000 С) и длительности процесса приклеивания
(1-2 суток).
Достоинства процесса приклеивания:
нет трещин на пластине,
простота корпуса РИ,
оптимальная геометрия РИ.
Недостатки процесса приклеивания:
потеря материала РИ при переточке,
длительность процесса приклеивания,
однократное использование державки,
ненадёжность клеевого соединения в условиях высоких температур, вибрации.
Область применения:
РИ с приклеенными пластинами находят ограниченное применение. Однако приклеивание считается перспективным при условии создания высокопрочных и высокотемпературных клеев.
Крепление пластин силами резания.
“+”:
равнодействующая сила резания направлена так, что пластина прижимается к гнезду и удерживается этой силой,
быстрота смены пластины,
возможность использования СМП,
простота конструкции,
возможность использования круглых пластин с непрерывным вращением под действием сил резания.
“-“:
непостоянность силы резания влияет на точность обработки,
наличие граничных условий удержание пластины на державке,
необходимое устройство для удержания пластины на державке при холостом ходе.
Область применения:
Возможно применение в условиях АП.
a<Ψ<(900 - g)
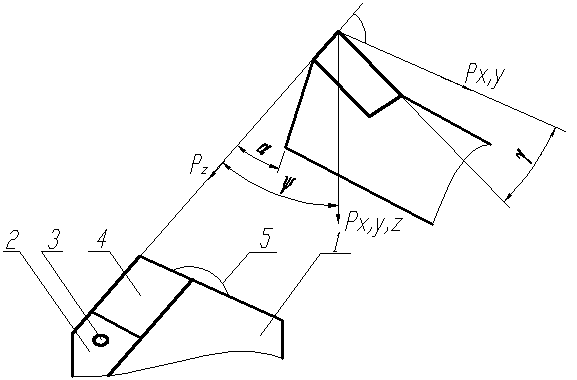
Рис. 26
1 – резцодержка,
2 - опорная пластина,
3 – штифт опорной пластины,
4 – РЭ (СМП),
5 – пластинчатая пружина для удержания РЭ при холостом ходе.
y @ 19…75о
Крепление смп механическим способом
Все существующие конструкции крепления СМП могут быть сведены к четырём группам (схемам):
Схема С: для СМП без отверстия, рекомендуется для станков с ЧПУ и универсальных станков.
Рис. 27
Схема М: для СМП с отверстием на универсальных станках, для станков с ЧПУ не рекомендуется. Низкая точность позиционирования.
Рис. 28
Схема Р: для СМП с отверстием, рекомендуется для станков с ЧПУ, высокая точность позиционирования.
Рис. 29
Схема S: для СМП с коническим отверстием, рекомендуется для небольших резцов на станки с ЧПУ и универсальные станки.
Рис. 30
СМП изготавливаются по ГОСТ и по ИСО.
ГОСТ предусматривает обозначение пластин в виде совокупности цифр в определённой последовательности.
Каждая позиция этой записи (которая может состоять от одной до нескольких цифр) определяют информацию об СМП.
ИСО предусматривает использование букв латинского алфавита и цифр.
Наиболее распространено обозначение по ИСО, например:
C S K P R 25 25 M 12 Q
C – способ крепления;
S – форма пластины;
25 – высота сечения державки резца Н = 25;
25 – ширина державки резца В = 25;
К – главный угол в плане (75 град);
P – задний угол СМП (11 град);
R – направление рабочей подачи резца;
М – длина резца 150 мм;
12 – длина рабочей части СМП, 12,70 – целая часть этой длины;
Q – для точных резцов, точность настроенных размеров.
Аналогичную структуру обозначения по ИСО имеет СМП (см. лабораторную работу по точности позиционирования).
“+”:
Повышение точности и стойкости лезвий резца 25-50%из-за отсутствия микротрещин на поверхности СМП, которая имеет место припайки;
Длительное время использования державки резца, хватает на 100-150 СМП. В связи с этим возможно использование высокопрочных недорогих материалов для державок резцов;
Быстрота переналадки и замены СМП на резце как на станке, так и вне станка на специальных приборах;
Отсутствие операции заточки и благодаря этому отсутствие потерь твёрдого сплава СМП;
Экономия твёрдого сплава, т.к. использованный сплав не выбрасывают, а пускают на переработку;
Простота получения требуемого угла передней поверхности методом прессования;
Для СМП с плоской передней поверхностью возможно использование накладных стружколомов.
Рис. 31
Возможность использования на одной державке СМП из различных марок инструментальных материалов.
“-“’:
относительно большие габариты из-за механизма крепления СМП;
меньшая жёсткость;
негибкая геометрия РЧ;
сложность конструкции и технологии изготовления резца с СМП;
требуется большая номенклатура СМП.