

Отрезные канавочные резцы
Работают в тяжелых условиях (стесненное резание, все режущие кромки участвуют в резании, затруднен отвод стружки из зоны резания).
Особенности конструкции отрезных резцов.
1. Длина рабочей части резца должна бать больше радиуса отрезаемой заготовки.
2. В следствии небольшой ширины главных режущих кромок ее прочность недостаточна; для повышения прочности главной режущей кромки приходится назначать небольшие вспомогательные углы в плане φ1≈ (1 - 2º) и задние вспомогательные углы α1≈ (1 - 2º), что снижает стойкость резцов.
Отрезные резцы могут быть следующих исполнений:
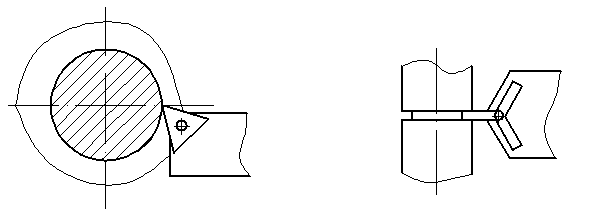
1. с оттянутой головкой из быстрорежущей стали или с припаянной пластиной из твердого сплава , с главным углом в плане φ = 90º или
φ = (75…80º) для исключения отламывания отрезаемой части в конце отрезка;
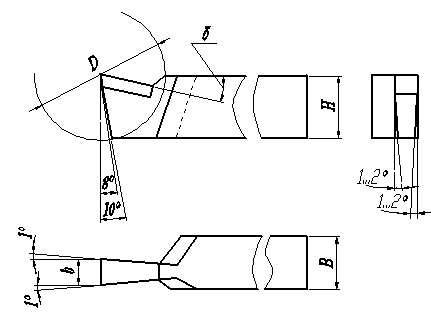
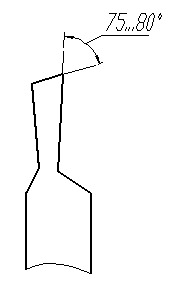
Рис. 45 Рис. 46
2. с увеличенной высотой рабочей части резца для увеличения его прочности;
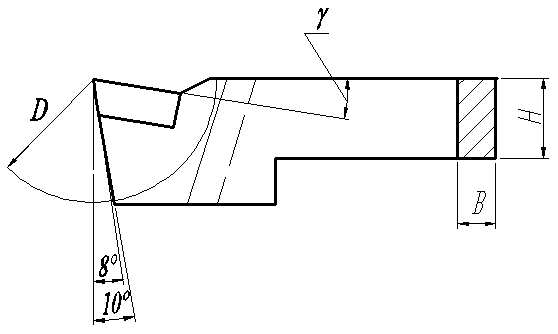
Рис. 47
3. с твердосплавной припаянной пластиной с V- образной опорой для более надежного крепления пластины на державке резца;
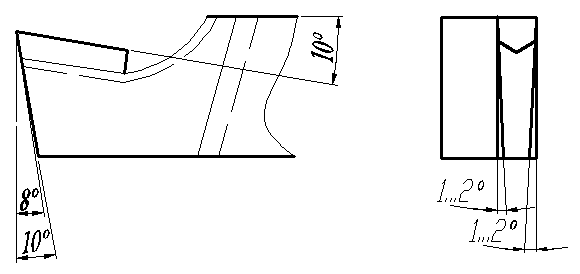
Рис. 48
4. с фасками на переходных режущих кромках с отрицательным передним углом для исключения возможных сколов по уголкам режущих кромок;
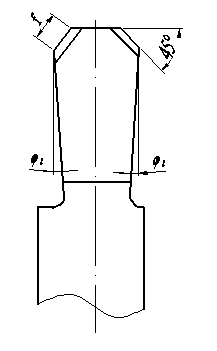
Рис. 49
5. с симметричной ломанной главной режущей кромкой, с главным углом в плане φ = (60…80º) для облегчения врезания в заготовку, отрезки без отлома и улучшения условия дробления стружки;
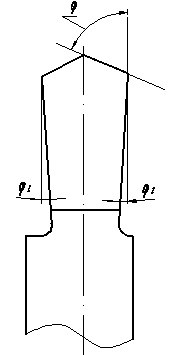
Рис. 50
6. с механическим креплением пластины с V- образной опорой;
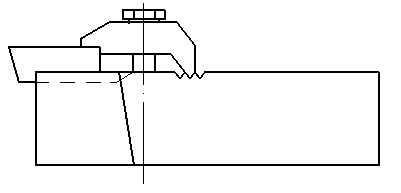
Рис. 51
7. с креплением клиновой пластины с двухсторонней V- образной канавкой австралийской фирмы.
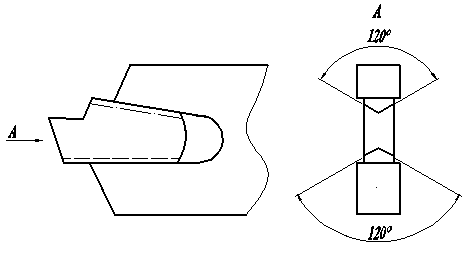 Рис.
52
Рис.
52
Канавочные резцы.
Применяют для изготовления канавок на внутренней или наружной поверхности. Канавочные резцы изготавливают с использованием как стандартных пластин, так и стандартных пластин с их дополнительной обработкой или используют пластины специальной формы.
Резец трехгранный с СП СП со специальной формой
Рис. 53 Рис. 54
Фасонные резцы
Фасонные резцы являются специальным режущим инструментом и применяются в крупносерийном и массовом производстве для обработки деталей фасонного профиля на токарных и револьверных станках (автоматах и полуавтоматах). Чаще всего их изготавливают из быстрорежущей стали и реже из твердого сплава. Фасонные резцы могут быть классифицированы по следующим признакам.
1.По форме:
стержневые (рис. 55);
призматические (рис. 56);
круглые (дисковые, рис. 57).
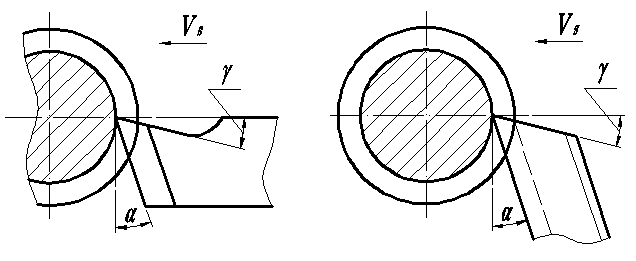
Рис. 55 Рис. 56
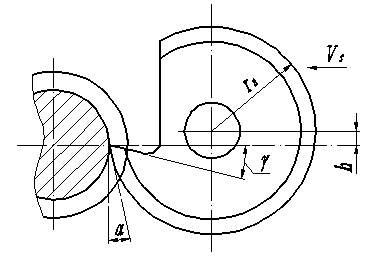
Рис. 57
Стержневые фасонные резцы устанавливаются в резцедержке универсального станка.
Преимущества:
простота конструкции;
отсутствие специальной резцедержки.
Недостатки:
малое количество переточек по сравнению с ПФР и КФР (при их одинаковой массе);
уменьшение высоты от вершины резца до его базовой поверхности после переточки (это уменьшение компенсируется регулировочными подкладками).
Призматические фасонные резцы устанавливаются в специальной резцедержке имеющий “ласточкин хвост”.
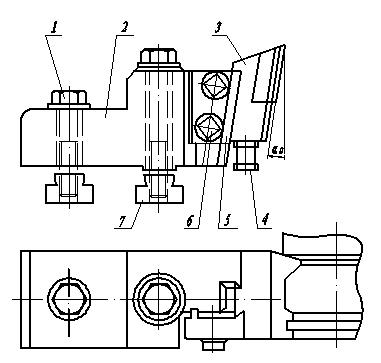
Рис. 58
1- винт крепления державки; 2 – корпус; 3 – резец; 4 – винт регулирования резца по высоте; 5 – прихват для зажима резца; 6 – винт; 7 – шпонка.
Преимущества:
большее, по сравнению со стержневыми резцами, количество переточек;
повышенная жесткость резца и резцедержки;
возможность получения точного конуса (l ¹ 0).
Недостатки:
меньшее чем у КФР количество переточек (при их одинаковой массе);
невозможность обработки внутренних фасонных поверхностей;
Круглые фасонные резцы устанавливаются в специальной резцедержке
консольно или двухопорно.
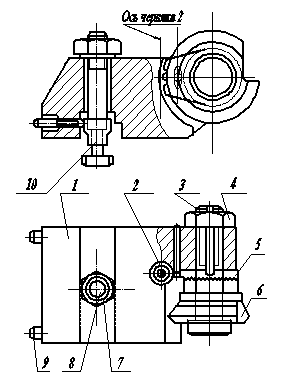
Рис. 59
1 – корпус; 2 – винт поворота зубчатого сектора рычага; 3 – ось; 4 – гайка; 5 – рычаг;
6 – резец; 7 – гайка крепления резцедержателя; 8 – винт; 9 – винты регулирования шпонки; 10 – шпонка.
Преимущества:
применяют для обработки наружных и внутренних поверхностей;
более технологичны в изготовление по сравнению с призматическими и стержневыми резцами;
имеют большее количество переточек по сравнению с ПФР(при их одинаковой массе);
Недостатки:
меньшая жесткость по сравнению с ПФР ;
неточный конус на деталях (l ¹ 0).
Особенность КФР в том, что задний угол обеспечивается установкой оси КФР выше оси заготовки на величину h.
Рис. 60
Крепление КФР от сил резания может осуществляться различными способами:
1) рефлениями (зубчиками) на торце КФР;
2) штифтом по отверстию на торце КФР (удешевляется резец);
3) пазом на торце КФР;
4) силой трения (при малых нагрузках и небольших резцах).