

Выписка из гост р51193-98 «Очки корригирующие»
Расстояние между оптическими центрами однофокальных линз, зон для дали бифокальных и номинальными центрами стигматических, призматических линз в очках должны соответствовать указанным в рецепте, допустимые предельные отклонения не должны превышать значений указанных в таблице.
Таблица 5
Задняя вершинная рефракция, дптр |
Предельное расстояние, мм |
|
по горизонтали |
по вертикали |
|
до 1,0 |
±4,0 |
±1,5 |
свыше 1,0 |
- |
±1,0 |
124
свыше 1,0 до 3,0 |
+3,0 |
- |
свыше 3,0 |
±2,0 |
- |
Положение главного сечения астигматических линз должно соответствовать указанному в рецепте. Допустимые предельные отклонения не должны превышать значений указанных в таблице.
Таблица 6
Астигматическая разность рефракций, дптр. |
Предельное отклонение главного сечения, град. |
до 0,5 |
±5,0° |
свыше 0,5 до 1,5 |
±3,0° |
свыше 1,5 |
±2,0° |
Положение основания призматической линзы должно соответствовать указанному в рецепте. Допустимые предельные отклонения не должны превышать указанных в таблице.
Таблица 7
Призматическое действие, прдптр. |
Предельное отклонение положения основания, град. |
до 2,0 |
±10,0° |
свыше 2,0 до 5,0 |
±5,0° |
свыше 5,0 |
±2,0° |
Определение внутренних напряжений в линзах готовых очков
Особое внимание следует уделить методике контроля очков в металлических оправах, так как в результате сильного механического сжатия линз в ободках возможно появление в стекле внутренних напряжений, которые приводят к появлению радиальных трещин, сколов, выколок и даже раскалыванию стекла. Внутренние напряжения могут возникнуть в очковых линзах и во время сборки в безободковые оправы в месте свинчивания.
Для определения наличия внутренних напряжений служат специальные приборы — полярископы. Очки устанавливаются между двумя поляризационными фильтрами на прибор, и производится подсветка линзы. По изменению цветовой окраски судят о наличии внутренних напряжений в линзах готовых очков (рис. 62.)
125

Рис. 62. Принцип работы полярископа
В случае наличия сильного внутреннего напряжения линзы необходимо подточить до требуемого размера и формы.
ы
Особенности изготовления и контроля очков с бифокальными линзами
При изготовлении очков с бифокальными линзами необходимо обратить внимание на выбор оправы при приеме заказа. Следует выбирать оправу с проемами ободка примерно прямоугольной формы, так как это исключит срезание зоны для близи в носовой части. Зона для близи в бифокальных очках должна быть не менее 18 мм, следовательно, существуют ограничения по высоте проема ободка. Исходя из конструкции бифокальных линз необходимо, чтобы расстояние от зрачка до нижнего края проема ободка было не менее 23 мм. Для обеспечения наилучшего обзора в зоне дальнего зрения расстояние от зрачка до верхнего края проема ободка должно быть не менее 10 мм. Желательно выбирать оправы со средним креплением заушника для правильной посадки оправы на лице под данную конструкцию линз.
После выбора оправы необходимо определить положение зрачка в проеме ободка, для правильной установки линзы. Для удобства центрирования линз можно пометить на демо-линзе границу нижнего века. Перед выполнением измерений приемщик консультант должен произвести выправку оправы по лицу и голове пациента.
При изготовлении очков с цельными бифокальными линзами и линзами, имеющими круглый сегмент, необходимо разворачивать зону для близи на 10+2° к носовой части оправы. Технологический процесс обработки линз и сборки очков не отличается от стандартного.
Контроль очков с бифокальными линзами осуществляется по следующим требованиям:
Значения задних вершинных рефракций каждой зоны многофокальных линз должны соответствовать указанным в рецепте. Допустимые предельные отклонения контролируются по ГОСТ Р51044 «Линзы очковые».
Расстояние между оптическими центрами зон для дали многофокальных линз в очках должно соответствовать указанному в рецепте. Допустимые предельные отклонения не должны превышать значений указанных в таблице 5 по ГОСТ Р51193-98.
Верхняя точка линии раздела зоны для дали в очках с бифокальными линзами должна быть ниже линии, проходящей через цент-
127
ры ободков оправы на 2 мм. Допустимое предельное отклонение ±1 мм. Размер зоны для близи по вертикали не менее 18 мм, по горизонтали не менее 25 мм. По ГОСТ Р51193-98
В очках с бифокальными линзами симметричных форм должен быть обеспечен разворот зоны для близи к носу на угол 10°. Допустимое предельное отклонение ±2°.
В изготовленных очках с бифокальными спеченными линзами вершина сегмента должна находится на уровне самой нижней точки радужки глаза, когда человек смотрит строго вперед, находясь в естественной позе.
Внешний вид и выправка готовых очков должны соответствовать требованиям ГОСТ Р51193-98 «Очки корригирующие».
Контроль очков с трифокальными линзами производиться аналогично. В изготовленных очках с трифокальными линзами вершина сегмента должна находится на уровне самой нижней точки зрачка глаза, когда человек смотрит строго вперед, находясь в естественной позе
Особенности изготовления и контроля очков с прогрессивными линзами
При изготовлении очков с прогрессивными линзами важна правильная установка линз перед глазами. Оптикам-консультантам следует большое внимание уделить подбору оправы. При неточной установке линз — глаз будет осуществлять движение не через зрительный канал, а проходить через зоны искажений, что приведет к невозможности пользования очками.
При приеме заказа и подборе оправы следует:
определить тип линз. Для коррекции правого и левого глаза выбираются линзы одного типа и дизайна (с одинаковым расстоянием от центрировочного креста до зоны для близи);
подобрать оправу с учетом медицинских, эстетических требований и технологичности сборки.
Межцентровое расстояние оправы должно быть максимально приближено к межзрачковому расстоянию пациента. Оправа должна иметь достаточно глубокий проем ободка, чтобы зона ближнего зрения не была срезана. В противном случае при ближнем зрительном восприятии будет использоваться прогрессивная зона. Желательно избегать оправ со сложной формой проема ободка. Оправа должна иметь наклон рамки к заушнику (пантоскопический угол) 10—12°. Вертексное расстояние (расстояние от внутреннего края линзы до глаза) должно быть равно 12—14 мм (рис. 63).
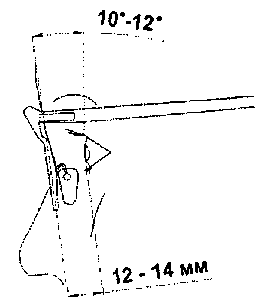
Рис. 63. Положение оправы на голове пациента
9 Заказ № 2489 129
с помощью пупиллометра или измерительной линейки определить точное расстояние между зрачками глаз с учетом асимметрии в расположении.
определить положение зрачков глаз в подобранной оправе. Эти измерения могут быть выполнены при помощи измерительных пластин или разметки на демо-линзе оправы. Возможно измерение координат положения зрачка, как по вертикали, так и по горизонтали, а возможно только по вертикали. Рекомендуется, чтобы установочное расстояние (расстояние от зрачка, и, следовательно, в дальнейшем от центрировочного креста до нижнего края ободка оправы) составляло 20—25 мм (рис. 64) Поэтому установка в некоторые модели современных, узких оправ большинства конструкций прогрессивных линз не возможна. В настоящее время, когда тенденции развития дизайна оправ определяют требования к дизайну линз, малое установочное расстояние стало важным компонентом прогрессивных линз.
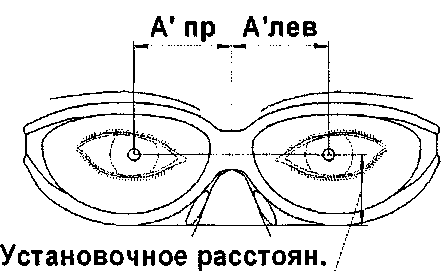
Рис. 64. Определение положения зрачка
Прогрессивные линзы для узких оправ появились на рынке в 1999 году. Они отличаются более коротким коридором прогрессии, при этом размер зоны для дали и близи практически не изменился по сравнению с обычными прогрессивными линзами. Длина коридора для линз различных фирм производителей может отличаться. Как правило, она составляет 12—14 мм. Уменьшение коридора прогрессии ведет к более быстрому переходу рефракций и, как следствие, к возрастанию астигматических погрешностей в периферических зонах линзы. Это следует помнить при рекомендации пациентам линз таких конструкций.
После определения положения зрачка, используя специальную линейку для подбора прогрессивных линз, необходимо определить пригодность подобранной оправы и оптимальный диаметр линз.
130
Для изготовления очков с прогрессивными линзами необходимо:
Проверить очковые линзы на наличие дефектов и наличие маркировки;
Проверить качество оправы, сверив с особыми отметками на пакет-заказе.
Произвести центрирование или децентрирование линз в соответствии с данными пакет-заказа. Учесть координаты смещения зрачка относительно геометрического центра проема ободка и соответствующие им величины децентрации.
Так как прогрессивные линзы поступают на сборку с уже нанесенной маркировкой, то процесс центрирования имеет следующие особенности:
центрировочный крест линзы смещается по горизонтали и вертикали на величины децентрации от центра перекрестия центратора;
горизонтальная линия, проходящая через геометрический центр линзы должна быть параллельна горизонтальным линиям шкалы центратора;
Соединенную с блоком линзу следует установить на обрабатывающий станок, ввести программу обработки и произвести шлифование края линзы.
Выполнить дополнительное шлифование фацета на доводочном станке.
Произвести сборку линз в оправу. Первоначальная выправка оправы по лицу и голове пациента производится при приеме заказа перед изготовлением очков, при необходимости производится окончательная выправка при выдаче заказа.
Разметка с базовой поверхности линзы удаляется только после примерки очков на клиента и получения положительного результата.
Контроль очков производят по следующим требованиям:
—
Рис.
65.
Контроль
положения
центрировочного
креста
131
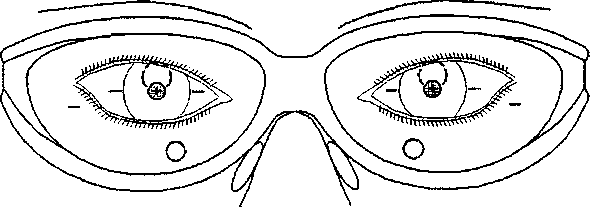
отклонение от горизонтальной линии маркировки не должно превышать 2°;
измерение значений задних вершинных рефракций зон для дали и близи производится в местах отмеченных круглыми скобками и кругом ближнего зрения соответственно. Для получения более точных данных необходимо воспользоваться автоматическим диоптри-метром, поддерживающим функцию контроля прогрессивных линз. Разность задних вершинных рефракций зон для дали и близи определяет аддидацию (Add), и должна соответствовать указанной в рецепте и на упаковочном конверте. Значение аддидации необходимо сверить с параметром указанным лазерной гравировкой в темпоральной части линзы;
остальные требования к готовым очкам аналогичны требованиям указанным в ГОСТ 51193-98 «Очки корригирующие»;
после контроля готовых очков при выдаче их пациенту, с поверхности линз удалить маркировку при помощи спирта или специальной жидкости.
Особенности изготовления и контроля очков с асферическими линзами
При приеме заказа необходимо подобрать оправу, обязательно учитывая технологичность сборки будущих очков. Затем производят выправку оправы по лицу и голове пациента для оптимально правильной и комфортной её посадки. Пантоскопический наклон рамки должен составлять 8—12°, вертексное расстояние не должно превышать 13 мм. Желательно выбирать оправы с межцентровым расстоянием максимально приближенным к межзрачковому расстоянию пациента и небольшими проёмами ободка. Это позволяет получить наименьшую толщину по краю и более эстетичный вид линзы после обработки. Следует помнить, что нельзя получить призматическую линзу методом децентрации с использованием асферических линз. После выправки оправы определяют межзрачковое расстояние с учётом асимметрии в расположении глаз и положение зрачка в проёме ободка.
При центрировании линзы оптический центр линзы опускают на 3—4 мм относительно координаты положения зрачка. Это связано с тем, что в готовых очках оптический центр должен соответствовать центру вращения глаза. Более точно положение оптического центра можно вычислить, зная точное значение пантоскопического угла. Центр опускают на 0,5 мм на каждый градус угла наклона рамки оправы, но не более 5 мм. Еще один способ разметки демо-линзы и определения положения оптического центра заключается в том, что клиента просят поднимать голову до тех пор, пока рамка не будет находиться перпендикулярно поверхности пола. При таком неестественном положении головы пациента просят смотреть вперед и отмечают на демо-линзе положение зрачка. При центрировании оптический центр соединяют с полученной точкой.
Технологический процесс обработки асферической линзы не имеет принципиальных отличий от стандартного процесса обработки. Но следует учитывать, что эти линзы более тонкие и хрупкие, и необходимо выбирать щадящий режим зажима линзы и давления алмазного круга на неё при обработке.
При контроле очков проверяют значение задних вершинных рефракций, положение оптического центра и положения главных сечений, если линза астигматическая.
Окончательную выправку делают при необходимости по лицу клиента во время выдачи очков.
133