

1. Сверлильные головки. 2. Развертка. 3. Регулятор диаметра отверстия.
4. Переключатель. 5. Рукоятка. 6. Шкала позиционирования. 7. Держатель присоски.
8. Упор для руки. 9. Масляная ванна. 10. Колпак двигателя.
Две сверлильные головки одинакового типа сверлят линзу одновременно с двух сторон.
Развертка развертывает просверленные отверстия с высокой точностью в диапазоне от 00,8 до 02,8 мм с приращением 0,2 мм.
Переключатель служит для удержания сверлильных головок и развертки работающими. Для постоянной работы необходимо толк-
109
нуть переключатель назад. Для работы ими прерывисто потянуть переключатель на себя, при отпускании вращение сверлильных головок и развертки прекращается. Нажатием рукоятки производится сверление линзы.
Колпак двигателя линзы устанавливает положение линзы относительно сверлильных головок. Расстояние от кромки линзы до точки сверления может быть отрегулировано в пределах от 2,0 мм до 8,0 мм с приращением 0,5 мм.
Присоска безопасно фиксирует линзу с фиксированным наклоном.
Упор для руки стабилизирует положение руки при сверлении линзы
Масляная ванна содержит сверлильное масло, используемое при сверлении стеклянных линз.
Для разметки очковой линзы необходимо:
Обернуть обе поверхности линзы липкой лентой, чтобы защитить её от каких-либо случайных царапин.
Поместить демо-линзу, снятую с оправы, поверх линзы, в которой сверлятся отверстия и жестко прикрепить обе линзы друг к другу липкой лентой.
Отметить маркером точки на линзе через отверстия демо-лин-зы (рис.49)
Удалить демо-линзу и убедиться, что точки на очковую линзу нанесены правильно. Это можно сделать, прикладывая каждую часть оправы к линзе, как показано на рис. 50.

Рис. 49 Рис. 50
При сверлении линзы необходимо:
1. Положить кромку линзы на контрольную прокладку и установить положение линзы, вращая шкалу позиционирования так, чтобы вершины сверлильных головок вышли точно на точку сверления, отмеченную на линзе (рис. 51).
по
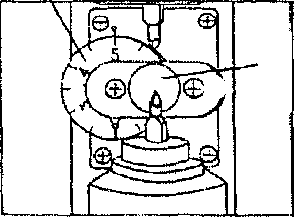
Рис. 51
Придерживать линзу рукой и сохранять горизонтальной поверхность, на которой сверлится отверстие. Отрегулировать высоту упора руки, вращая рукоятку, расположенную под упором, чтобы можно было установить руку в удобном положении.
Включить станок и сделать небольшое пробное отверстие в размеченной точке линзы, осторожно нажимая на рукоятку (рис.52). Затем убедиться, что пробное отверстие располагается в нужном месте.
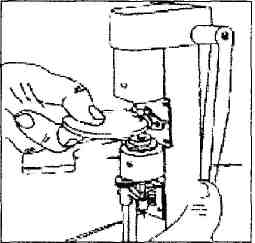
Рис. 52
4. При сверлении в соответствии с материалом линзы, должен быть соблюден следующий порядок действий:
Для пластиковой (CR-39) линзы.
Линза может быть расположена любой стороной вверх. СОЖ при сверлении не требуется
Для стеклянной (минеральной) линзы.
Необходимо поместить линзу тыльной стороной вверх. При сверлении налить СОЖ в масляную ванну и смачивать часть линзы во-
1П
время работы всякий раз, когда стружка от сверления станет белой и сухой. Сверление стеклянных линз следует производить с обеих сторон линзы, во избежание выколок и сколов по краю отверстия. В качестве СОЖ используется масло, скипидар или керосин. Не следует применять большие усилия.
Необходимо периодически поднимать сверло, давая возможность СОЖ проникнуть вглубь отверстия.
Для поликарбонатной линзы.
При работе не пытайтесь сверлить с первой установки, а осторожно и плавно сверлите, нажимая и отпуская рукоятку попеременно несколько раз (рис. 53). СОЖ при сверлении не требуется.

Рис. 53
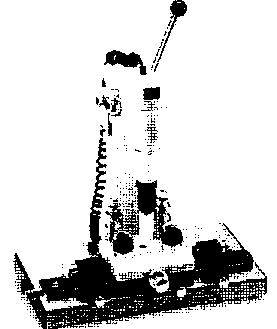
Сверлильные станки современных конструкций позволяют производить сверление как одной, так и сразу двух линз (рис.54). Рабочий стол таких станков оснащен скользящей платформой. Установка линз производится в специальные центрирующие втулки. При этом блоки, на которых производилась обработка края линзы, не снимают. Такая фиксация линз является наиболее удобной. Для более точного сверления отверстий в станках предусмотрен наклон линзы по отношению к сверлу. Таким образом, можно просверлить отверстия под одинаковым углом на обеих линзах. Специальные оцифрованные рукоятки позволяют перемещать скользящую платформу по горизонтали и вертикали, и, таким образом, ориентировать линзу по отношению к сверлу. Если производится установка сразу двух линз отверстия будут расположены на одной горизонтали параллельно средней линии оправы. Это в дальнейшем упростит сборку.
Основные правила, которые необходимо выполнять при сверлении принципиально не отличаются от вышеописанных. Несомнен-
112
н
Рис.
54
8 Заказ № 2489
Фрезерование канавок в линзах
Фрезерование канавок на очковых линзах выполняется на специальных фрезерных станках (рис. 55)

Рис. 55. Фрезерный станок
При работе на фрезерном станке необходимо:
Установить линзу на станок, поджав, держатель линзы рукояткой.
Настроить фрезу на нужную глубину канавки при помощи маховичка. Глубина канавки зависит от диаметра лески, которая соединяет линзу с ободком оправы.
Установить зажимные рычаги в исходное положение, откинув панель и установив пружину в требуемое положение.
Для этого следует выбрать положение прорезаемой канавки относительно краёв линзы. Возможны три варианта: - канавка ближе к передней поверхности линзы; - канавка в центре кромки; - канавка ближе к задней поверхности линзы (рис.56).
Установить линзу на фрезу.
Включить вращение линзы, установив выключатель на корпусе в положение «1»-включено.
Включить фрезу, установив выключатель на корпусе в положение «I» — включено. Вращение фрезы должно начинаться в момент касания ее самого тонкого края линзы.
114
7. При фрезеровании необходимо соблюдать следующие правила:
не прилагать горизонтального и бокового давления на линзу;
не фрезеровать канавку на плохо отшлифованном торце линзы;
учитывать минимальную толщину торца, она должна быть не менее 1,3—1,4 мм.
8. Остановить фрезу и линзу, установив выключатели на корпусе в положение «О» — «выключено».

Рис. 56. Положение прорезаемой канавки относительно краев линзы
115
9. Освободить линзу, раскрывая направляющие рычаги.
10. Проконтролировать качество канавки визуально на соответ ствие следующим требованиям:
канавка должна быть непрерывной и параллельной передней поверхности линзы;
на торцах линзы и поверхностях канавки не должно быть сколов, ухудшающих внешний вид.
Правила эксплуатации станка.
Фрезерование проводить с подачей смазочно-охлаждающей жидкости (СОЖ) — воды. Для этого держать губку в кронштейне под фрезой хорошо увлажненной.
Замену губки производить при полной остановке фрезы.
С фрезой обращаться осторожно: не изгибать, не ронять.
Станок содержать в чистом состоянии.
При работе соблюдать правила техники безопасности и охраны труда.