

8.3. Содержание отчета
В отчете должны быть приведены «Технологическая карта контроля зоны объекта контроля», образец формы которой дан в работе [7, приложение], эскиз ОК с указанием зон появления сигналов индикаторов дефекта и возможных причин возникновения сигналов, выводы по полученным результатам.
8.4. Контрольные вопросы
какой стандартный образец используется для настройки дефектоскопа при контроле тягового хомута?
Какое намагничивающее устройство используется при контроле тягового хомута?
Что понимается под определением «чувствительность дефектоскопа»?
Что означает выражение «Номинальное значение градиента напряженности поля над искусственным дефектом равно 10500 А/м2»?
Как объяснить происхождение магнитных пятен? Что они представляют собой (размеры, форма)?
Можно ли проводить феррозондовый контроль в зоне магнитных пятен?
Какой шаг сканирования выбирается при контроле тягового хомута?
Как оценить направление и протяженность дефекта при его вы-явлении?
Подлежит ли тяговый хомут после проведения контроля размагни-чиванию?
Лабораторная работа 9
МАГНИТНЫЙ КОНТРОЛЬ корпуса автосцепки
Цель работы: освоение технологии феррозондового контроля корпуса автосцепки.
Аппаратура и образцы, используемые в работе: корпус автосцепки; феррозондовые дефектоскопные установки 1-ДФ-201, 1-ДФ-205; рулетка, мел.
9.1. Технология контроля корпуса автосцепки автосцепного устройства
Контроль хвостовика корпуса автосцепки осуществляется способом остаточной намагниченности, зева корпуса автосцепки – способом приложенного поля [1 – 4] (Руководящий документ РД 32.149-2000. Феррозондовый метод неразрушающего контроля деталей вагонов / ВНИИЖТ. М., 2000. 159 с.).
В данной работе настройку дефектоскопа производят с помощью стандартного образца СОП-НО-023. Номинальное значение градиента напряжен-ности магнитного поля над искусственным дефектом устанавливается равным 12000 А/м2. порядок настройки дефектоскопа см. в лабораторной работе 8, подразд. 8.1.
Дефектоскопирование зон корпуса автосцепки выполняют феррозондовым преобразователем в следующем порядке.
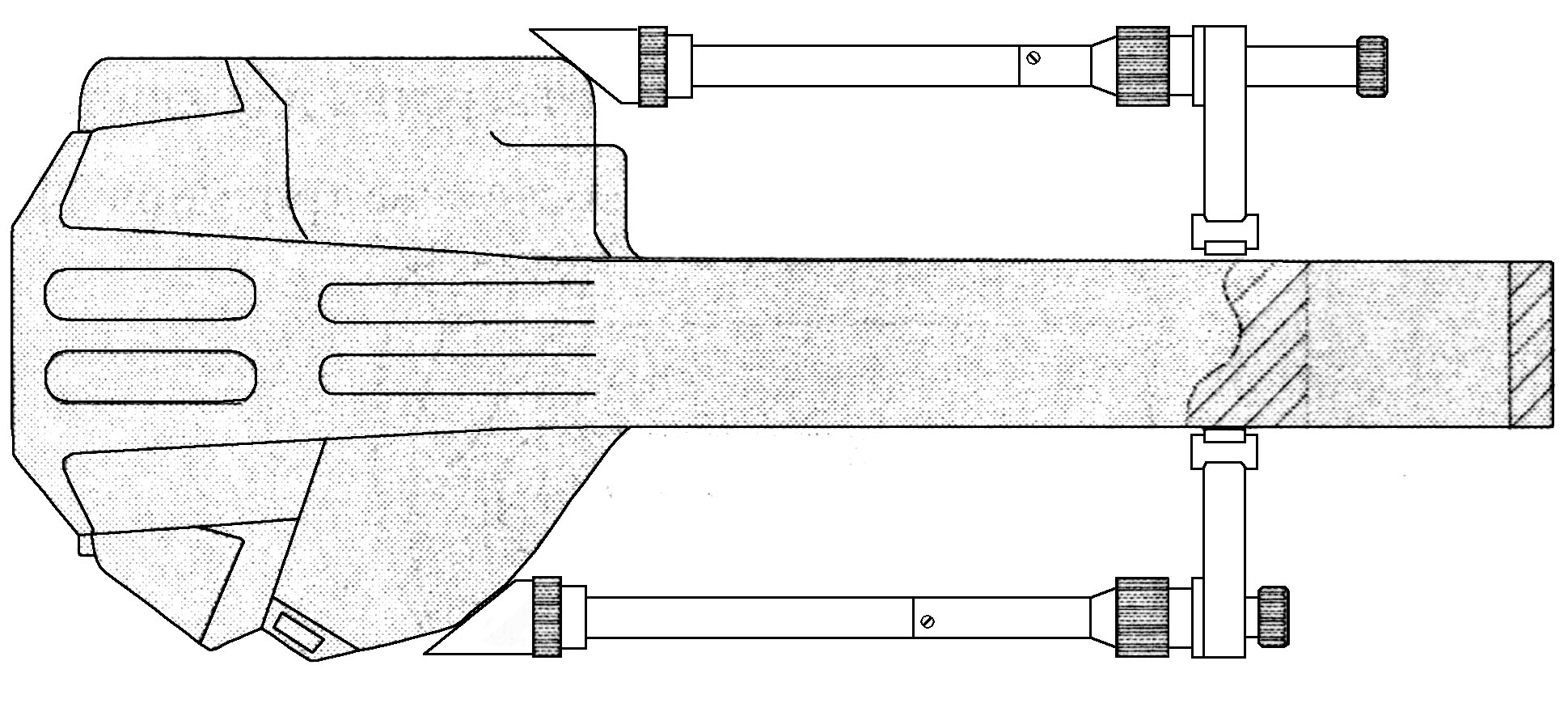
9.1.1. Намагничивание корпуса автосцепки
У
а
б
Рис. 9.2. Зоны граней
хвостовика, подлежащих контролю
Рис.
9.1. Установка устройств МСН 11-01 на корпус
автосцепки
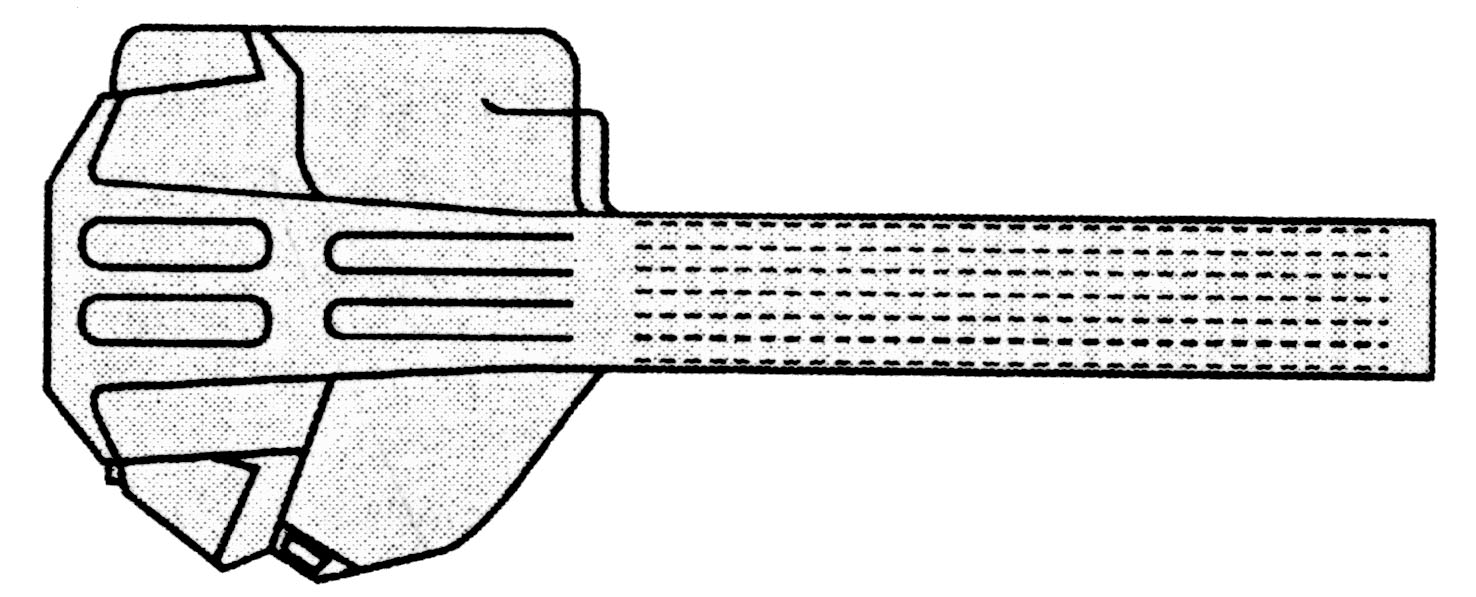

9.1.2. Контроль хвостовика автосцепки
Выполняют сканирование:
четырех граней хвостовика с шагом 5 – 8 мм (рис. 9.2), по кромке отверстия для клина тягового хомута на расстоянии 5 – 10 мм от края кромки с обеих сторон хвостовика (рис. 9.3);
с
Рис.
9.4. Зона контроля перемычки между
отверстием для клина тягового хомута
и задней ударной
частью
хвостовика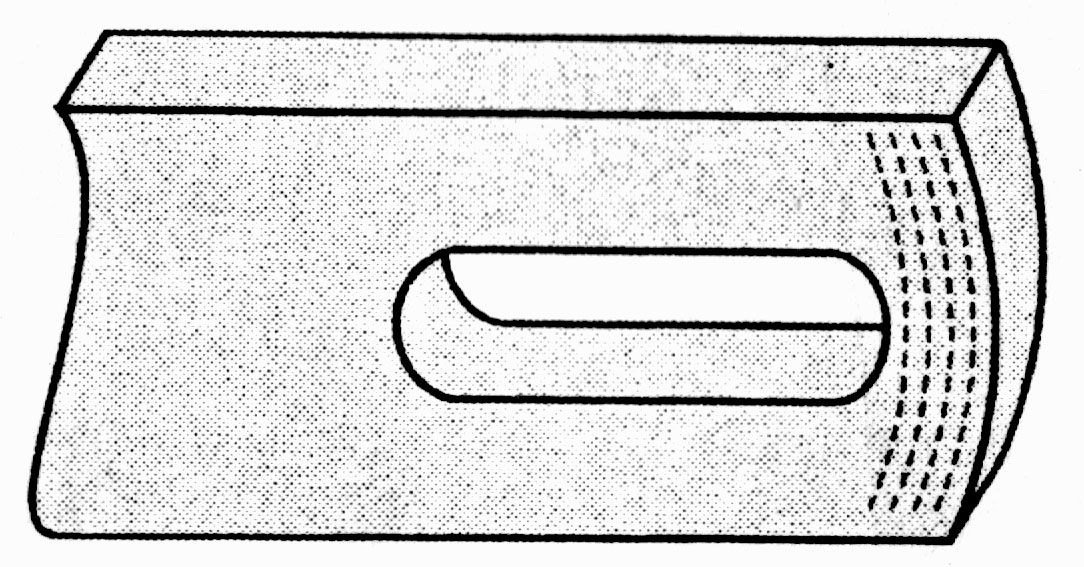
Рис.
9.3. Линия сканирования кромки отверстия
для клина тяго-
вого
хомута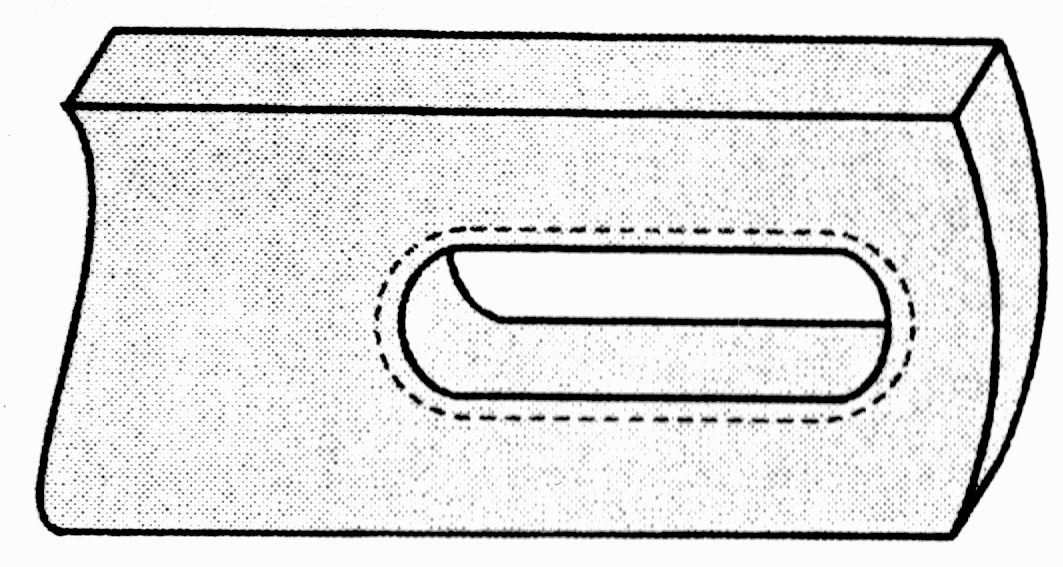
а
б
Рис. 9.5. Линии
сканирования перехода от головки
корпуса
к
хвостовику
зон перехода от головной части корпуса автосцепки к граням хвостовика (рис. 9.5). При этом для дефектоскопа ДФ-201.1, Ф-205.03 или Ф-205.30А уменьшают значение порога срабатывания, настроенного по ОСО-НО-023, на 20 % (устанавливается в диапазоне значений 8000 – 8800 А/м2). Общая длина контролируемой зоны перехода устанавливается в пределах 15 – 20 мм (см. рис. 9.5).