

8.1.3. Контроль внутренних сторон тяговых полос со стороны соединительных планок
у
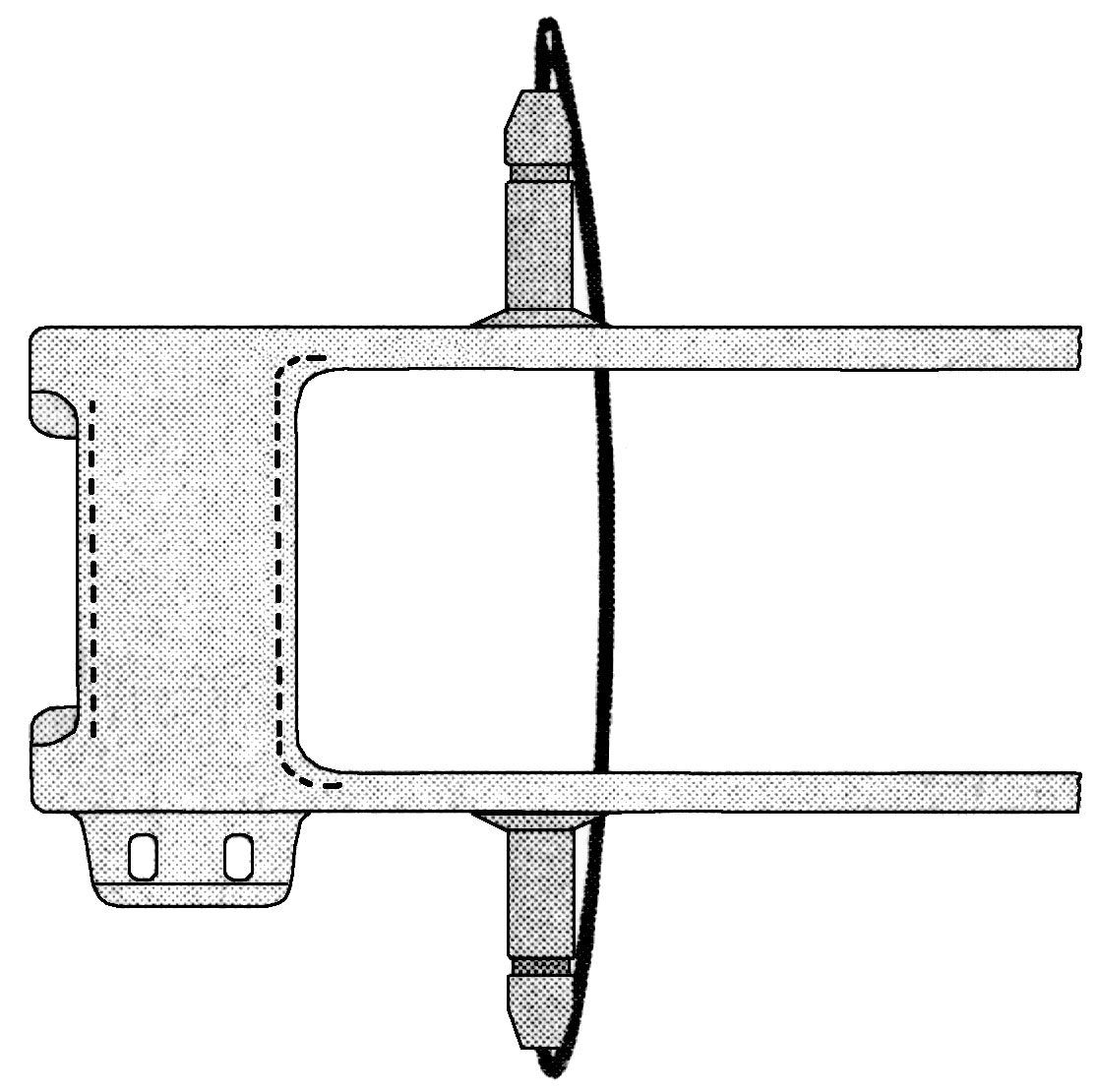
Рис.
8.7. Зоны контроля внутренних поверхностей
тяговых полос от середины
до
перехода к соединительным планкам
Рис.
8.8. Линии сканирования кромок соединительных
планок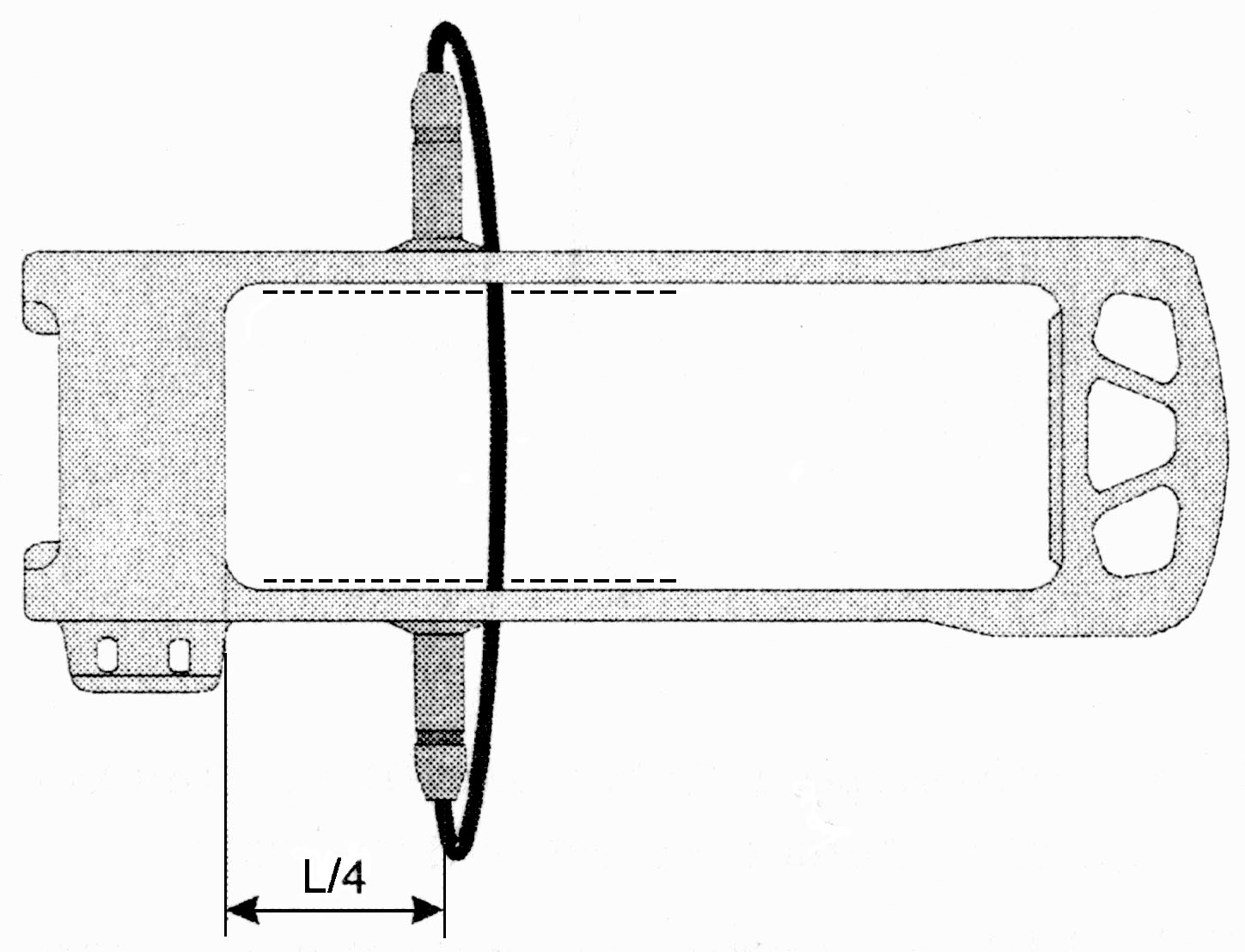
К
Рис.
8.9. Зоны контроля переходов
от приливов
отверстия для клина
к
тяговым полосам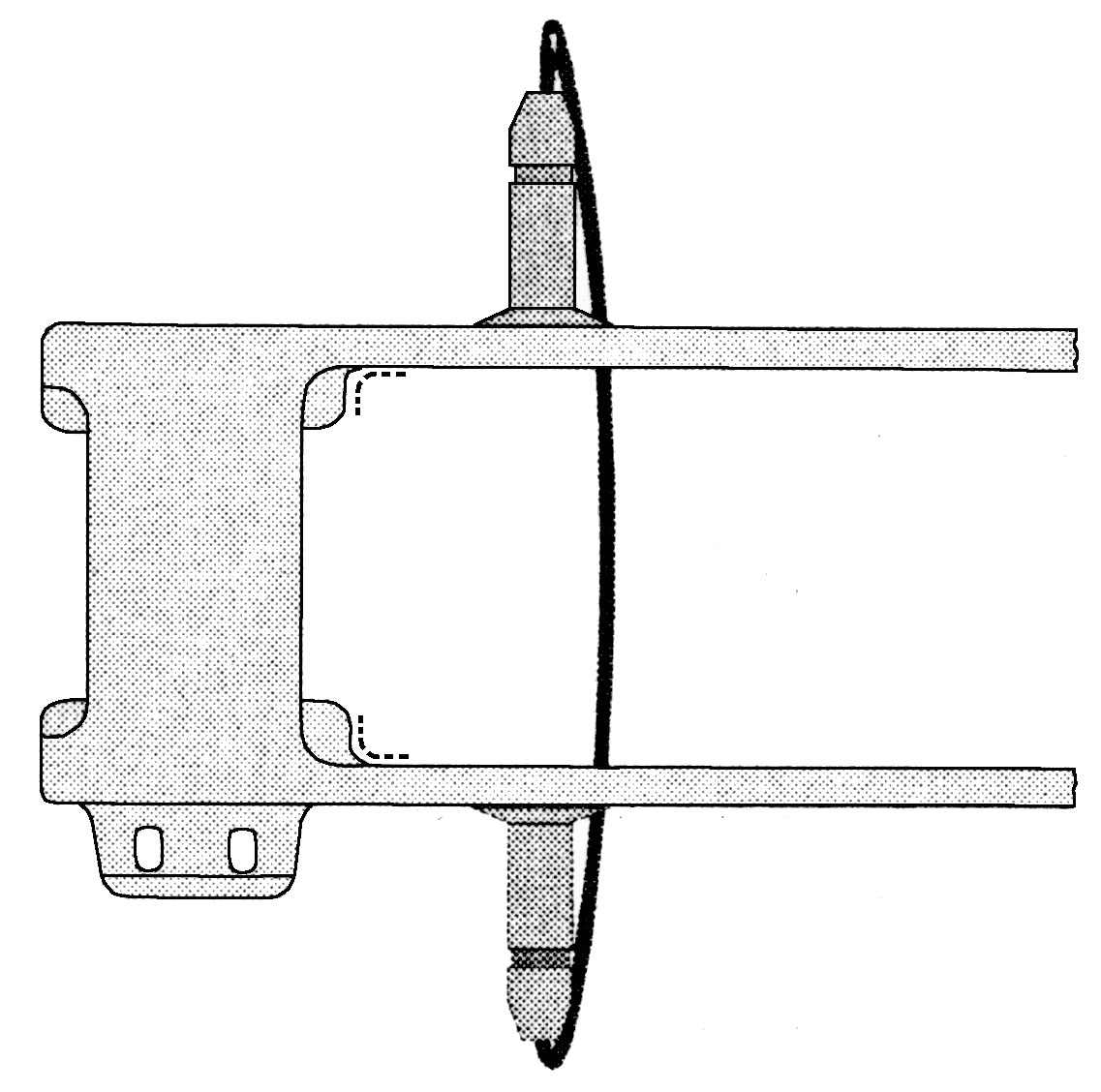
8.1.4. Контроль сочленения тяговой полосы с кронштейнами
н
Рис.
8.10. Зона контроля сочленения
тяговой
полосы с кронштейнами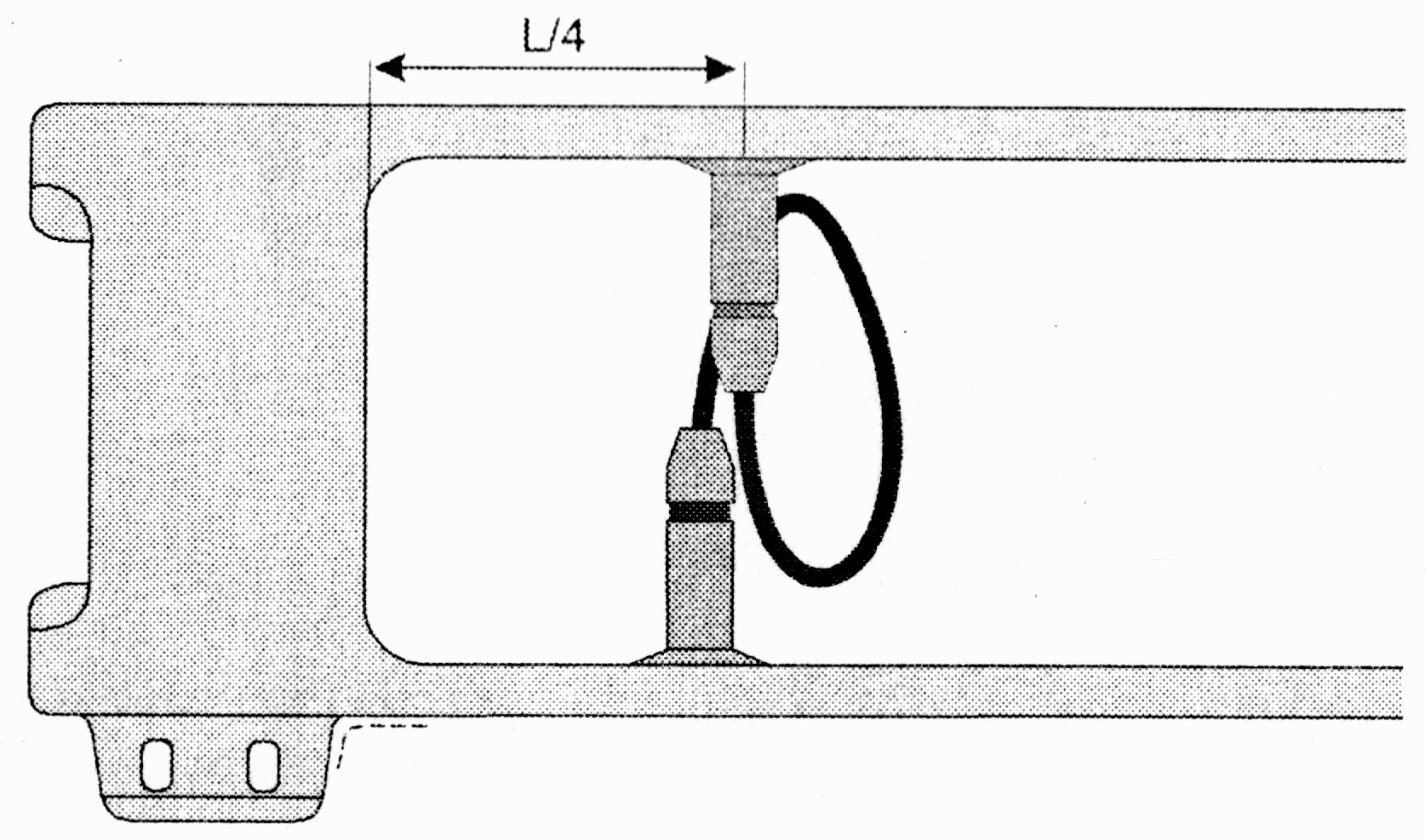
8.1.5. Контроль уровня напряженности магнитного поля на поверхности тягового хомута
подтверждение необходимого уровня намагниченности на поверхности тягового хомута осуществляется измерением напряженности магнитного поля (рис. 8.11) прибором для измерения напряженности магнитного поля МФ-107 (МФ-109) [6, п. 1.2.4, 1.2.5] или прибором магнитоизмерительным феррозондовым комбинированным Ф-205.03 (Ф-205.30А) [6, п. 1.2.7] с подключением ФП-полемера МДФ 9504.30-02 [6, табл. 2.1]. Намагничивающее устройство МСН 12.01 устанавливается в середине внутренних поверхностей тяговых полос, при этом напряженность магнитного поля измеряется в точках, указанных на рис. 8.11.
Измеренное значение напряженности магнитного поля на поверхности тягового хомута должно быть не менее 40 А/м (по крайней мере, в трех точках).
8.2. Порядок выполнения работы
1) настроить дефектоскоп ДФ-201.1 или ДФ-205.03 (ДФ-205.30А) с помощью стандартного образца СОП-НО-022 (см. подразд. 8.1). Значение порога чувствительности дефектоскопа установить равным 10500 а/м2 [6, табл. 1.6].
2) Изучить конструкцию и технические характеристики приставного намагничивающего устройства МСН 12-01 [6, п. 1.2.3] и правильно установить его на ОК в соответствии с рекомендациями, данными в п. 8.1.5.
3) Проверить значение напряженности магнитного поля тягового хомута в точках, указанных на рис. 8.11.
4) Выполнить контроль одной из зон объекта контроля (см. подразд. 8.1) на образце тягового хомута автосцепного устройства (по указанию преподавателя) следующим образом: ФП установить на поверхность объекта и плавно перемещать так, чтобы его нормальная ось была перпендикулярна контролируемой поверхности, а продольная ось была направлена вдоль линии сканирования [7, рис. 5.3].
Сканирование осуществлять без перекосов, наклонов и отрывов ФП от поверхности ОК.
При срабатывании индикаторов дефекта дефектоскопа выполнить следующие операции:
а) провести ФП по той части поверхности ОК, при контроле которой появился сигнал, превышающий значение порога срабатывания;
б) найти точку на поверхности ОК, соответствующую максимуму показания стрелочного или цифрового индикатора, и отметить ее мелом;
в) выполнить параллельные перемещения ФП с шагом 5 мм слева и справа (выше и ниже) от отметки, фиксируя мелом точки поверхности, соответствующие максимуму показания индикатора (параллельные перемещения проводить до прекращения срабатывания индикатора).
Если индикаторы дефекта продолжают срабатывать при параллельных перемещениях преобразователя с шагом 5 мм, то необходимо оценить направление и протяженность обнаруженного дефекта.
Из рассмотрения исключают сигналы индикаторов дефекта:
не подтверждающиеся при параллельных перемещениях ФП;
вызванные неоднородностью магнитного поля, обусловленной конструкцией объекта контроля;
в зоне магнитного пятна;
появляющиеся при пересечении границы зоны наклепа («выработки»).
5) выключить дефектоскоп, поместить феррозондовый преобразователь в карман чехла.
6) Снять устройство намагничивающее МСН 12-01 с тягового хомута автосцепного устройства.
Примечание. В местах установки полюсов на поверхностях тяговых полос возможно появление ложных сигналов, обусловленных магнитными пятнами.