8.1. Технология контроля тягового хомута автосцепного устройства
Контроль хомута автосцепного устройства выполняется способом приложенного напряжения [1 – 4] (Руководящий документ РД 32.149-2000. Феррозондовый метод неразрушающего контроля деталей вагонов / ВНИИЖТ. М., 2000. 159 с.) с помощью дефектоскопа.
Настройку дефектоскопа производят с
помощью стандартного образца СОП-НО-022,
используя феррозондовый преобразователь
(ФП) с базой, равной 3 мм (типа МДФ 9405.30).
Первоначально необходимо нажать кнопку
«3/4» – на дисплее высветится цифра 3,
затем следует установить значение
порога чувствительности
дефектоскопа в соответствии с указаниями
работы [6, табл. 1.6] (номинальное
значение градиента напряженности
магнитного поля над искусственным
дефектом – 10500 А/м2). для
этого дефектоскоп переключают в состояние
«Обнаружение дефектов и измерение
градиента». Изменяя вручную чувствительность
дефектоскопа кнопками «![]() »
и «
»
и «![]() »,
устанавливают то значение, при котором
начинают срабатывать индикаторы дефекта
и высвечиваются полтора – два символа
правее символа «F» [7,
подразд. 5.3]. При автоматической настройке
[7, подразд. 5.4] устанавливают ФП на СОП
в стороне от дефекта, нажимают кнопку
«Калибр» (прибор переключается в
состояние готовности к настройке порога
по сигналу дефекта – в позиции 11 первой
строки дисплея высвечивается символ
«К»), проводят два – три раза преобразователем
по поверхности образца и опять нажимают
кнопку «Калибр». Прибор
возвращается в состояние «Обнаружение
дефектов и измерение градиента», при
этом установленный порог чувствительности
в младшем разряде имеет значение 10 А/м2.
»,
устанавливают то значение, при котором
начинают срабатывать индикаторы дефекта
и высвечиваются полтора – два символа
правее символа «F» [7,
подразд. 5.3]. При автоматической настройке
[7, подразд. 5.4] устанавливают ФП на СОП
в стороне от дефекта, нажимают кнопку
«Калибр» (прибор переключается в
состояние готовности к настройке порога
по сигналу дефекта – в позиции 11 первой
строки дисплея высвечивается символ
«К»), проводят два – три раза преобразователем
по поверхности образца и опять нажимают
кнопку «Калибр». Прибор
возвращается в состояние «Обнаружение
дефектов и измерение градиента», при
этом установленный порог чувствительности
в младшем разряде имеет значение 10 А/м2.
Дефектоскопирование зон тягового хомута выполняют феррозондовым преобразователем в следующем порядке.
8.1.1. Контроль внешних поверхностей тяговых полос
у
Рис.
8.2. Зона контроля внешних поверхностей
тяговых полос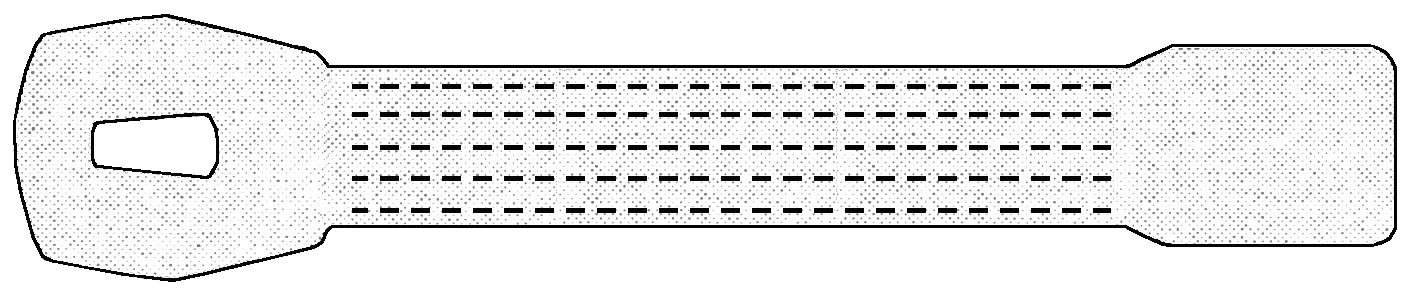
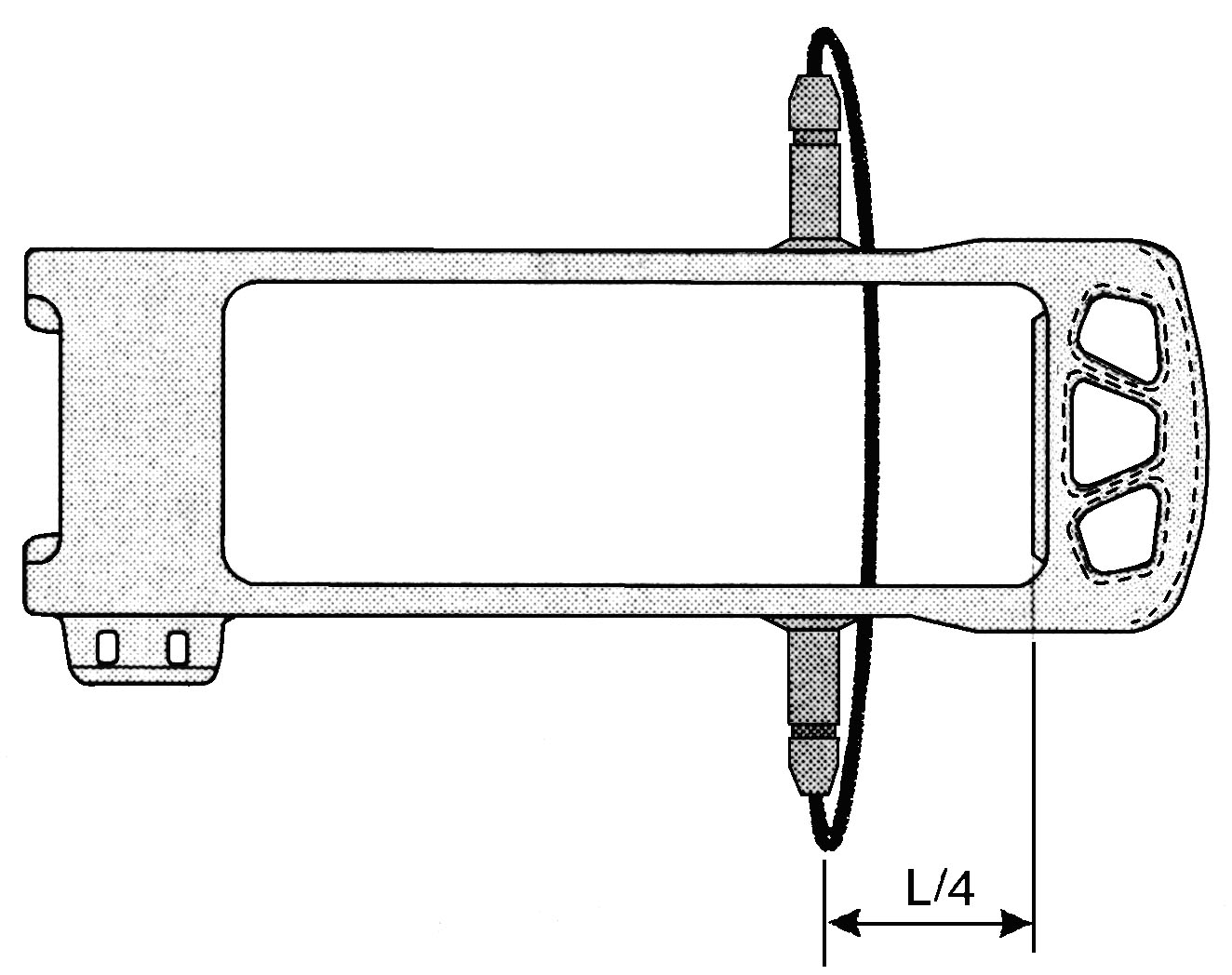
Рис.
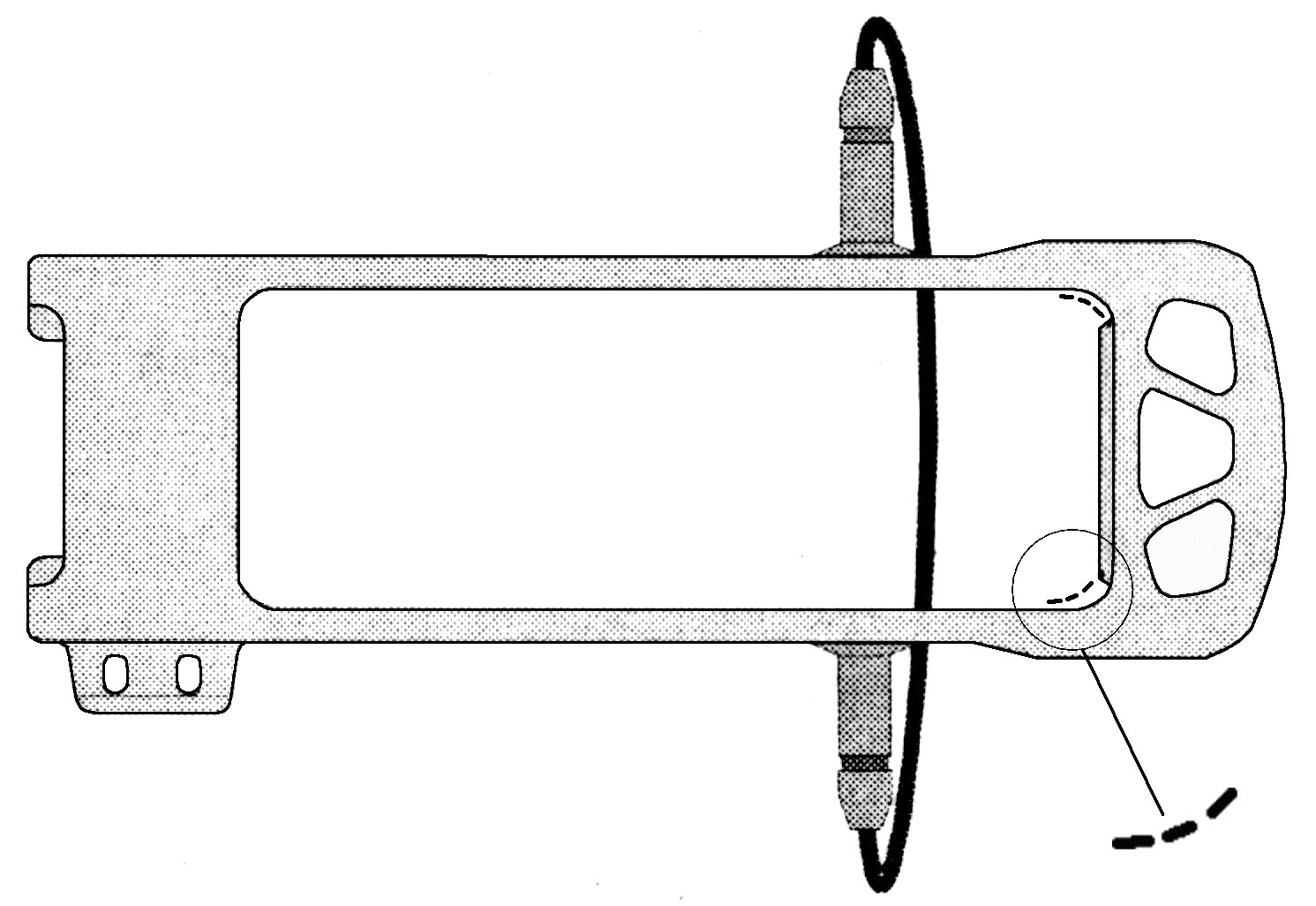
8.1. Схема установки намагничивающего
устройства при контроле
внешних
поверхностей тяговых полос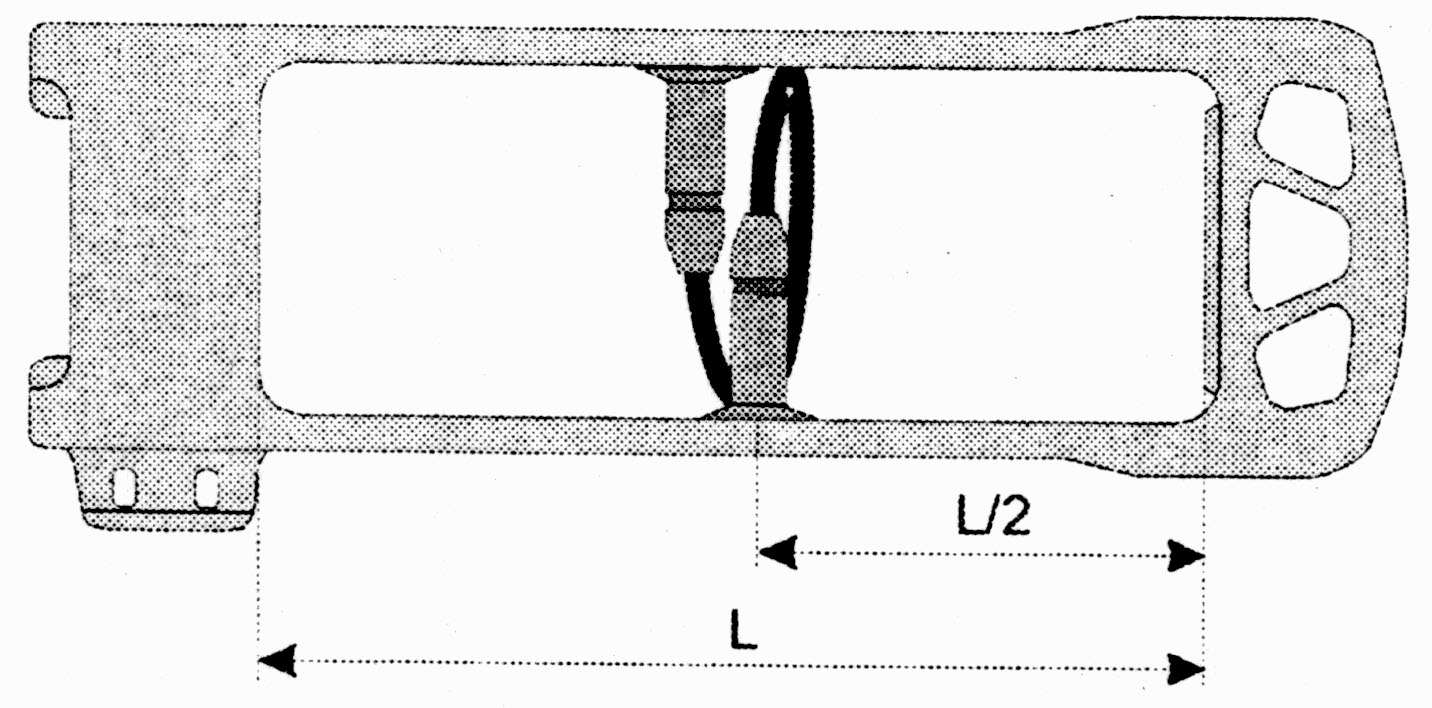
Рис.
8.3. Зоны
контроля кромок
тяговых
полос
8.1.2. Контроль внутренних сторон тяговых полос со стороны задней опорной части
Н
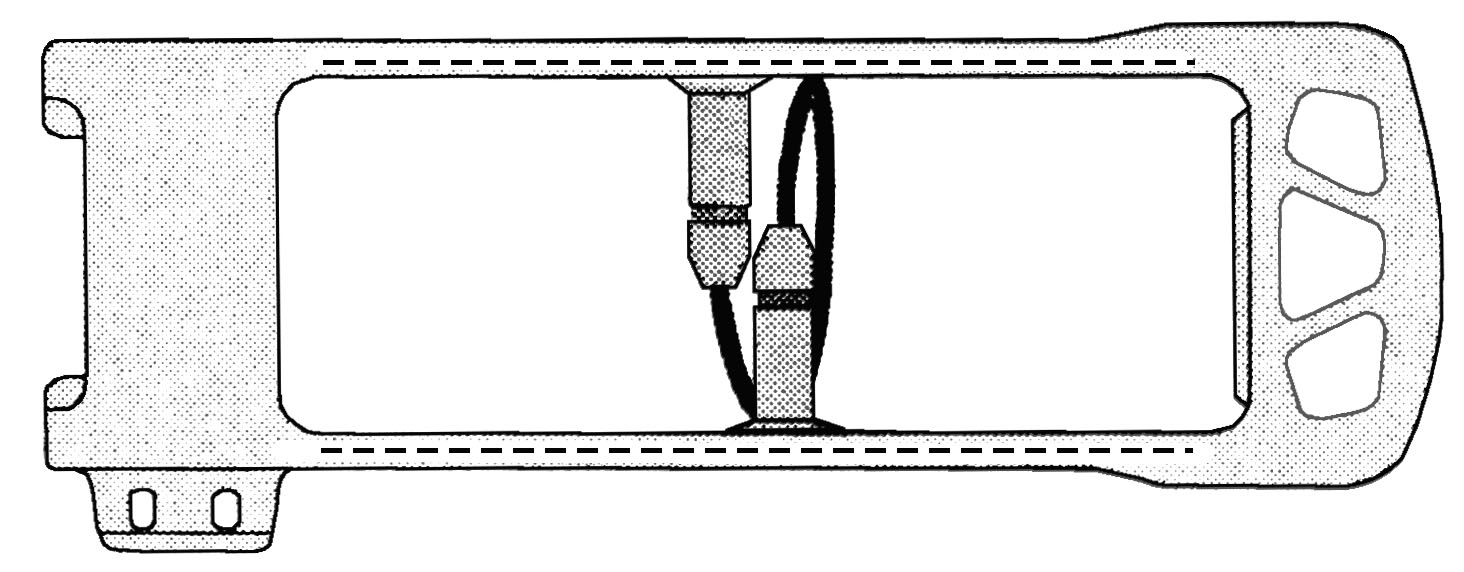
Рис.
8.4. Зоны контроля задней
опорной
части тягового хомута
Сохраняя ту же полярность полюсов по отношению к тяговым полосам, что и на предыдущем этапе (см. рис. 8.3), выполняют сканирование кромок задней опорной части тягового хомута (рис. 8.4), переходов от тяговых полос к задней опорной части тягового хомута (рис. 8.5), а также тяговых полос от середины внутренних сторон до перехода к задней опорной части (рис. 8.6), фиксируя на каждом переходе срабатывание сигнализаторов дефекта.
Рис.
8.5. Зоны контроля переходов от тяговых
полос к задней опорной части
Рис.
8.6. Зоны контроля внутренних поверхностей
тяговых полос от середины до перехода
к задней опор-
ной части