

5.1.2.3.5. Расход воды
в бутылкомоечной машине
В среднем следует рассчитывать на расход 250 мл воды на бутылку (в пределах 150-350 мл/бут.) = 0,3-0,7 гл воды на гл пива (при бутылках по 0,5 л). Расход воды в первую очередь зависит от количества шприцевальных головок, так как рекуперируется не вся вода. Чем чаще и интенсивнее будет шприцевание, тем холоднее будут бутылки на стороне выгрузки, но и тем больше будет израсходовано воды. Если воду хотят экономить, то повышают температуру бутылок на выходе. Если же хотят обойтись расходом воды в пределах 150 мл/бут., то температуру на выходе повышают примерно до 30 °С! Однако снижать это значение расхода уже не рекомендуется, так как тогда вынос загрязнений из-за недостаточного шприцевания может значительно увеличиться и не может быть гарантировано удаление возможных остатков поверхностно-активных веществ.
Расход воды в пределах 200-250 мл/бут. можно считать вполне удовлетворительным.
5 .1.2.4. Техническое
обслуживание и уход за бутылкомоечной машиной
Внутренняя мойка машины осуществляется при помощи встроенных моющих головок (рис. 5.18). Они расположены:
в области зон шприцевания горячей и холодной водой и сборных баков; в области входа и выхода бутылок; ■ в области отмочки;
в области промежуточного шприцевания для предотвращения известковых отложений (кислая среда).
Кроме того, в конце производственного процесса помимо регулярной очистки моющего раствора щелочи от взвесей необходимо производить следующие работы.
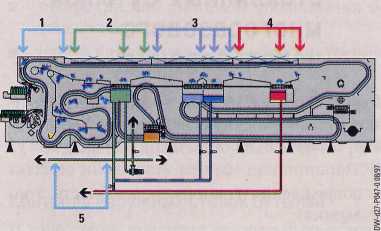
Рис. 5.18. Внутренняя мойка при помощи моющих головок станции CIP:
1 — головная часть; 2— зона шприцевания холодной и свежей водой; 3— зона шприцевания горячей водой; 4 — зона последующей щелочной обработки; 5 — зоны отмочки
После спуска моющего раствора должны быть вымыты щелочные ванны.
Зоны горячей и холодной воды должны быть опорожнены, освобождены от грязи и основательно промыты. Следует следить за тем, чтобы не отложились соли жесткости, так как в их пористой поверхности очень быстро поселяются микроорганизмы, получающие в теплой среде идеальные условия для развития. С водой, используемой для шприцевания, микроорганизмы могут попасть и в бутылки. Рекомендуется дезинфицировать водные зоны надуксусной кислотой или пенным дезин-фектантом.
Особое внимание следует уделять головной части машины и образованию капель конденсата в ней. Если не предусмотрена мойка в автоматическом режиме (см. раздел «Мойка головной части»), то рекомендуется проводить мойку и дезинфекцию на регулярной основе. То же относится к мойке и дезинфекции отсеков загрузки и выгрузки бутылок из машины.
Нижняя сторона бутылочных кассет со временем покрывается толстым слоем грязи, который следует регулярно счищать. Если их не чистить, старые кассеты «зарастают» полностью и переносят грязь, словно губка.
![]()
В прямолинейной инспекционной машине бутылки проходят по конвейерной цепи через отдельные станции. Этот способ также имеет свои преимущества и недостатки:
требуются меньшие капиталовложения;
для опознавания формата бутылок необ ходима предварительная сортировка;
как и в карусельной инспекционной ма шине, бутылки должны проходить через инспектор по отдельности.
Для объективного охвата всех инспекционных точек, естественно, уже недостаточно человеческого глаза, обладающего способностью уставать. Для выполнения этих задач инспекционная машина для пустых бутылок оснащена несколькими оптическими матричными камерами CCD, которые снятую картинку инспектируемого участка бутылки раскладывают на точечное изображение. Точки картинки оцениваются по специальной вычислительной методике, и бутылка по принципу «Да/Нет» признается хорошей или отправляется в брак.
При производительности линии розлива в 50 000 бут/ч электроника «обрабатывает» одну бутылку всего 0,07 с (в 3600 с — 50 000 бут), то есть 15 бут./с, а горлышко бутылки — соответственно, еще меньше времени. Чтобы за такие короткие отрезки времени добиться получения конкретной картинки инспектируемого участка, а также произвести по возможности полную расшифровку, картинка при помощи вспышки стробоскопа «замораживается». В некоторых системах нечеткость, возникающая вследствие движения объекта, дополнительно корректируется электроникой.
Инспекционные машины для пустых стеклянных бутылок в настоящее время изготовляются как карусельные или (все чаще) как прямолинейные и оснащены
одной или двумя камерами с зеркалом и/ или поворотной системой для контроля наружных боковых стенок бутылки;
одной камерой для инспектирования дна;
одной камерой для контроля горлышка;
549 ©
высокочастотной системой обнаружения щелочи;
инфракрасной системой опознавания ос татков жидкости;
одной камерой для контроля внутренних стенок бутылки;
камерой для контроля винтовой нарезки (для колпачков с винтовой нарезкой).
Отдельные инспекционные модули работают по нижеприведенным принципам.
Контроль наружных стенок бутылки
В ходе такого контроля должны быть обнаружены все отклонения от нормального состояния бутылки (остатки этикеток или фольги, другие загрязнения или царапины на поверхности).
В этом смысле особую роль играет износ. В местах скопления бутылок, на угловых участках многоручьевых конвейеров, работающих с различной скоростью, бутылки трутся одна о другую, что ведет к появлению на поверхности все более явных царапин. Чтобы защитить этикетки и уменьшить царапание, во многих странах делают бутылки с едва заметными утолщениями в верхней и нижней части. В этом случае трение и царапание приходится в основном на эти кольца трения, которые, изнашиваясь со временем, становятся все шире и ухудшают внешний вид бутылки. В некоторых странах расширившиеся кольца трения считают таким же недостатком, как бой, и требуют отбраковки бутылки. Распознавание дефектов колец трения на мокрых бутылках связано с большими затруднениями.
Чтобы правильно проконтролировать стенки бутылки, в карусельной инспекционной машине бутылка поворачивается на 360° перед источником света, и за время ее вращения CCD-матричной камерой снимается цифровое изображение поверхности стенок бутылки в девяти кадрах со шкалой, имеющей 256 оттенков серого цвета.
Оценка полученной картинки происходит в максимум 10 инспекционных окнах, причем для каждого окна может быть избран особый алгоритм с различной чувствительностью; например, бутылки с явно выраженным износом здесь будут отсортированы.
У прямолинейных инспекционных машин две CCD-строчных камеры делают по 6 снимков поверхности бутылки со смещением на 30°.
![]()
При этом бутылка поворачивается на 180°. В любом случае продолжительность вспышки должна соответствовать степени прозрачности стекла бутылки, причем на отдельных участках можно устанавливать различную чувствительность и оценочные алгоритмы. Оценка осуществляется по определенным пороговым значениям.
Контроль дна бутылки
Контроль дна осуществляется при помощи CCD-матричной камеры при освещении гало-геновой лампой или стробоскопической лампой в сочетании с поляризационным фильтром.
Для контроля дно бутылки разделяется на зоны, которые могут обрабатываться с использованием различных алгоритмов. Система камеры снабжена компенсацией освещенности, сглаживающей разницу в цвете отдельных бутылок.
Оценка дна может происходить в различных зонах интенсивности, например:
кольцевая оценка (загрязнение по краю, повреждение стекла);
блочная оценка (специально для зоны края дна);
радиальная оценка (специально для нали чия остатков напитка);
оценка прозрачности (забитое горлышко, полностью покрытое дно);
обнаружение внутри пленки (засунутой в бутылку полиэтиленовая обертки или кус ка пластика) или осколков стекла.
При этом очень важна проверка наличия у пластиковых бутылок ПЭТ трещин от напряжения (вызванных стрессовой нагрузкой). Бутылки с большим количеством трещин от напряжения отбраковываются.
Контроль горлышка бутылки
Г орлышко является самым сложным и одновременно наиболее уязвимым местом бутылок. Контроль ведется прежде всего на наличие зазубрин, трещин, выступов или загрязнений, которые препятствуют полностью герметичному укупо-риванию бутылки или могут нанести ущерб потребителю (например, осколки стекла).
Поэтому проверяют
резьбу у бутылок с винтовыми колпачка ми или с кронен-пробками типа Twist-off и
подлежащую уплотнению поверхность горлышка.
Контроль винтовой нарезки
В качестве источника света используется либо стробоскоп со светопроводниками, либо боковая лампа. Оценка в любом случае осуществляется CCD-матричной камерой.
При применении стробоскопа луч от размещенного напротив источника света тангенциально направляется на резьбу. Отражаясь от краев повреждения, он попадает на приемную оптику, с помощью которой дефект и опознают.
При применении плоского фонаря или бокового света бутылка перемещается, вращаясь, и при этом делаются снимки:
в карусельных инспекционных машинах — 8 снимков за оборот в 360 °С;
в прямолинейных инспекционных маши нах — 4 снимка с использованием четырех смещенных на 45 °С зеркал и при повороте бутылки на 90 °С.
Контроль уплотняемой поверхности горлышка бутылки
При контроле горлышка проверяется подлежащая уплотнению поверхность горлышка бутылки на ее целостность. При этом в первую очередь опознаются:
поврежденные участки уплотняемой по верхности;
повреждения горлышка;
трещины и выступы в стекле.
При этом контроле у бутылок под кронен-пробки должно проверяться также состояние горлышка ниже кольца уплотнения, где зачастую образуются, например, кольца ржавчины от кронен-пробок.
Контроль поверхности уплотнения осуществляется с помощью:
CCD-матричной камеры с инфракрасны ми светодиодами в качестве источника света либо
вращающегося сканирующего устройства с 2-3 фотоэлементами и световых лучей от галогенной лампы, передаваемых через световоды.
![]()
повреждений окружности горлышка;
отражений за пределами кольца.
Высвечиваемая фотодиодами картинка оценивается по различиям в прозрачности на:
дефекты поверхности (поверхности уплот нения, повреждение винтовой нарезки);
оценку прозрачности (укупоренные бутыл ки, бутылки без горлышка).
Контроль наличия жидкости (всегда двойной)
При особо неблагоприятных обстоятельствах нельзя исключить, что в какой-то бутылке после мойки могут сохраниться остатки щелочи (например, если внутрь бутылки попал обрывок этикетки, препятствуя окончательному ополаскиванию). Эти остатки должны быть обнаружены, а такая бутылка отбракована. В связи с этим производится тщательный контроль на остаточную жидкость, причем дважды с использованием двух различных способов, а именно
посредством высокочастотного излу чения (ВЧ) и
посредством инфракрасного излуче ния (ИК).
Контроль высокочастотным излучением
В этом методе используется тот принцип, что диэлектрическая постоянная щелочного раствора примерно в 2-3 раза выше, чем у стекла. При наличии щелочи сенсор улавливает больше энергии, и при обнаружении малейших изменений электрической емкости бутылка будет отбракована. Для лучшего обнаружения бутылка слегка наклоняется, чтобы жидкость могла собраться.
Контроль инфракрасным излучением
В дополнение к ВЧ-контролю остатка жидкости применяется также инфракрасное (ИК) излучение, которое, в отличие от первого, использует инфракрасную часть спектра стробоскопического излучения камеры для контроля дна бутылки. Инфракрасная система
551 ©
контроля состоит из корпуса лампы, инфракрасного сенсора с увеличительным объективом и вычислительного устройства, идентифицирующего любые остатки жидкости.
Контроль внутренних стенок бутылки
Контроль наружных стенок бутылки обнаруживает также и дефекты и несоответствия внутренних стенок, но лишь условно, что делает необходимым еще и дополнительный внутренний контроль. Кроме того, он дает возможность изнутри проверить бутылку с выжженной этикеткой.
Контроль внутренних стенок бутылки осуществляется с помощью CCD-матричной камеры и освещения лампой со стороны дна. Сенсор CCD-камеры дает изображение видимой стенки бутылки и ее дна, причем, естественно, все элементы дефекта будут изображены тем крупнее, чем ближе будет расположена камера.
Для некоторых типов бутылок этот вид контроля является затруднительным, так как переход от боковой стенки бутылки к горлышку не всегда позволяет провести 100%-ный контроль. Это ведет к тому, что с целью обеспечения 100% контроля все большее применение находят хорошо контролируемые типы бутылочного материала.
При помощи такого контроля могут быть вскрыты дефекты, невидимые за маркировками или вызванные сильным истиранием.
Возможные дополнительные виды контроля
Если предварительно не была произведена сортировка бутылок, то с помощью дополнительных устройств можно сделать это на участке вымытых бутылок, то есть отсортировать бутылки:
слишком высокие или слишком низкие;
отличающиеся по цвету;
отличающиеся по диаметру или контуру;
считающиеся «другими» по тем или иным признакам.
Следует обеспечить поступление бутылок в разливочный автомат абсолютно чистыми и соответствующими требованиям по всем позициям на 100%.
Отбракованные бутылки
Причины для отбраковки бутылок очень разнообразны — от загрязнения до повреждения
![]()
 ©
552
©
552
стеклянного корпуса бутылки. Необходимо решить, что делать дальше с отбракованными бутылками. Существуют следующие возможности:
направить их в направлении боя стекла;
на повторную мойку;
разделить брак на два сорта, подлежащих или повторной мойке, или направлению в стеклобой.
Контроль работы инспекционной машины
От безупречной работы инспекционной машины зависит очень многое. Если будут пропускаться поврежденные, грязные или инфицированные микроорганизмами бутылки, то в дальнейшем уже не будет системы контроля, которая смогла бы предотвратить причинение ущерба для потребителя.
В связи с этим работу инспекционной машины необходимо контролировать, и производиться контроль должен постоянно. Однако ни одно пивоваренное предприятие не может позволить себе установку вслед за первой второй (контрольной) инспекционной машины, и поэтому обычно довольствуются тем, что через установку пропускают по заданной программе контрольные бутылки. Затем результат теста сверяется с имеющейся матрицей. Если все заданные параметры достигнуты — тест успешно пройден, соответствующая система дает для этой контрольной бутылки сигнал.
Проверка при помощи «программы контрольной бутылки» должна производиться через каждые 30 мин или через определенное количество бутылок, которое обычно соответствует 30 минутам времени розлива.
Кроме того, следует проверять, все ли признанные дефектными бутылки отправлены в брак. Это проверочное устройство должно быть сконструировано так, чтобы оно не могло не выходить из строя под влиянием нарушения регулировки, попадания грязи или других факторов. С другой стороны, необходимо следить за тем, чтобы в брак не шли бездефектные бутылки, поскольку в этом случае хотя и не наносится никакого ущерба, но ухудшается результат производственного процесса.
Н есмотря на безусловно большую стоимость инспекционной техники, прежде
всего следует учитывать, что неизменно высокое качество продукта возможно только с применением подобной дорогостоящей техники. При обычной в наше время высокой производительности линий розлива обходиться человеческой рабочей силой здесь уже невозможно.