

Захист від корозії
1 2 4 3 5 6 Корозія замазка корозія зварка зварка чи замазка потоншення однакова товщина агресивне середовище
Рис.16. Типові конструкційні рішення захисту від корозії:
1 – конфігурація деталей з точки зору накопичення вологи: а – неправильна конфігурація; б – правильна конфігурація; 2 – приклади конструкцій ємностей: а – випорожняються не повністю (не рекомендуються); б – випорожняються повністю (рекомендуються); 3 – зварювальне з’єднання з корозійної точки зору: а – неправильне; б – правильне; 4 – заповнення щілин: а – відсутність заповнення, можлива щільова корозія; б – заповнення щілини, корозія виключається; 5 – вплив гострих граней на рівномірність покриття: а – неправильна конструкція (гострі кути); б – правильна конструкція; 6 – запобігання контактної корозії введенням електроізоляції різнорідних металів: а – ізолюючі прокладки і втулки; б – ізолююча втулка; в – ізолююча прокладка
Використання змащувальних матеріалів
Змащення поверхонь деталей машин призначене для зменшення тертя, спрацювання, нагрівання, а також для захисту поверхонь від дії корозії. Змащувальні матеріали для конкретної пари тертя вибирають з врахуванням дії навантаження та температури, а також швидкості обертання окремого елемента у парі тертя.
Для забезпечення надійної та економічної експлуатації вузлів тертя мастила повинні відповідати наступним вимогам: зберігати в необхідних межах в’язкість при зміні зовнішніх умов, мати низькі випаровуваність та піноутворення, забезпечувати зменшення механічних втрат, зберігати високі протипожежні характеристики та мінімальну токсичність.
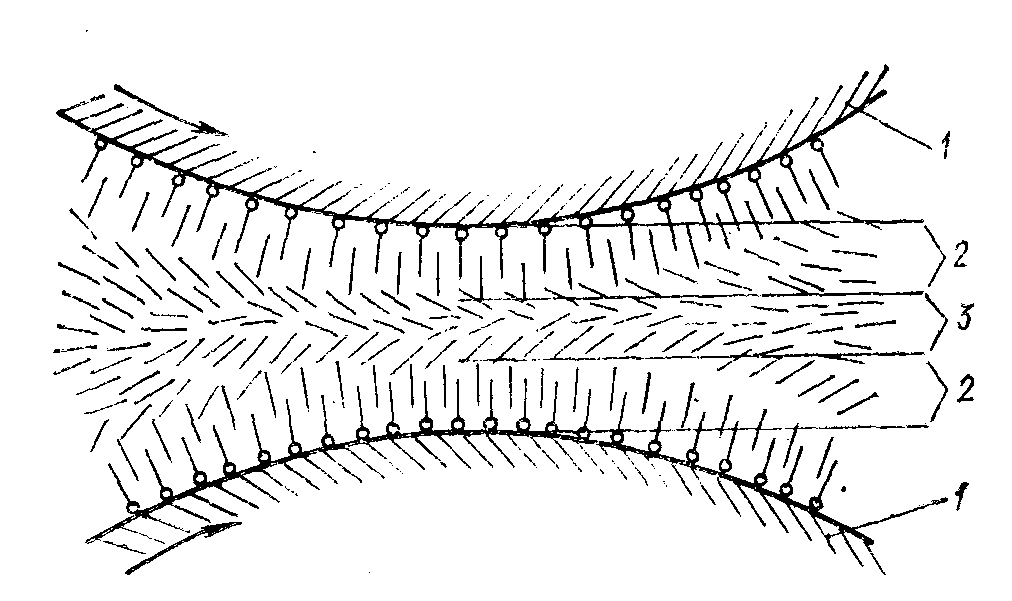
Рис. 17. Структура змащувального шару у зоні контакту поверхонь тертя:
1- поверхні тертя; 2 – граничні змащувальні шари; 3 – гідродинамічний змащувальний шар
Широко застосовується новий метод підвищення стійкості проти спрацювання, який називається „вибірковим перенесенням”. Суть цього методу ґрунтується на використанні властивостей міді та полягає у наступному. У початковий момент тертя відбувається руйнування поверхневих шарів пари тертя і утворюються дрібнодисперсні частки із чистого металу та продуктів їх корозії. Взаємодіючи з середовищем, а також з активними металами, окислені частки міді відновлюються до чистої міді, а активні метали утворюють з гліцерином і продуктами його перетворення хімічні сполуки. Потім в усталеному режимі функціонування поверхні тертя покриваються тонкою мідною пластичною плівкою. В результаті основний матеріал знаходиться під дією пониженого тиску в межах пружної деформації. Після утворення мідної плівки площа тертя збільшується більш ніж в 10 разів. Довільне утворення мідної плівки у зоні контакту створює умови для перебування матеріалів пари тертя у пружній взаємодії. Сама ж мідна плівка деформується пластично.
Відновлювальні властивості такого змащення призводять до того, що тертя відбувається без окислювання поверхонь. Поблизу поверхонь тертя виникає квазізріджений шар, котрий здатний багаторазово деформуватися без руйнування. Така робота пари тертя у режимі вибіркового перенесення обумовлена тим, що частки спрацювання не покидають зону тертя, а, взаємодіючи з мастилом, утворюють суспензію, при руйнуванні якої на поверхнях тертя з’являється шар міді. В усталеному режимі процеси утворення суспензії і її руйнування перебувають у динамічній рівновазі.