

42.Вихідний матеріал для штампування.
Для і гарячого об'ємного штампування Використовують круглий, квадратний і фасонний періодичний прокат і інші заготовки. Використання періодичного прокату особливо вигідне при багатосерійному і масовому виробництві, так як при цьому включаються заготовочні переходи і зменшується розхід металу.
Прутки розрізають на окремі заготовки, хоч інколи штампують з послідуючим відокремленням поковки, безпосередньо на штамповочній машині. Мірні заготовки відрізають від прутка різними способами. Найбільш поширеними є: різання механічними -іилами, газовою різкою, анодномеханічне різання, яке здійснюється металічним диском. Найбільше використовується різання прутків на прес-ножницях (до 200 мм), більше 200 мм на спеціальних холодноламах.
43.Штампування в одиорівчаковому і в багаторівчаковому штампі.
Штампування в одиорівчаковому штампі (рис 1.47) здійснюється для одержання. поковок нескладної конфігурації: форма і розміри порожнини штампа відповідають формі і розмірам готової гарячої поковки. • Цей процес проходить в два періоди нагрівання заготовки.
Перше нагрівання заготовки здійснюється перед вільним куванням одержуючи .попередню форму поковки, а друге нагрівання здійснюють перед штампуванням у чистовому рівчаку штампа. Як правило цей вид штампування використовують для малосерійного виробництва (500-1000 шт.), або великих поковок (150- 200кг.). •
Поковки сюїадної форми виготовляють в багаторівчакових штампах (рис 1.47), які складаються із заготовочних і штампувальних рівчаків.
До заготовочних рівчаків, які використовуються для одержання фасонних заготовок, відноситься протяжний, підкатний, перетискний, формовочний згинаючий, осадочний і інші.
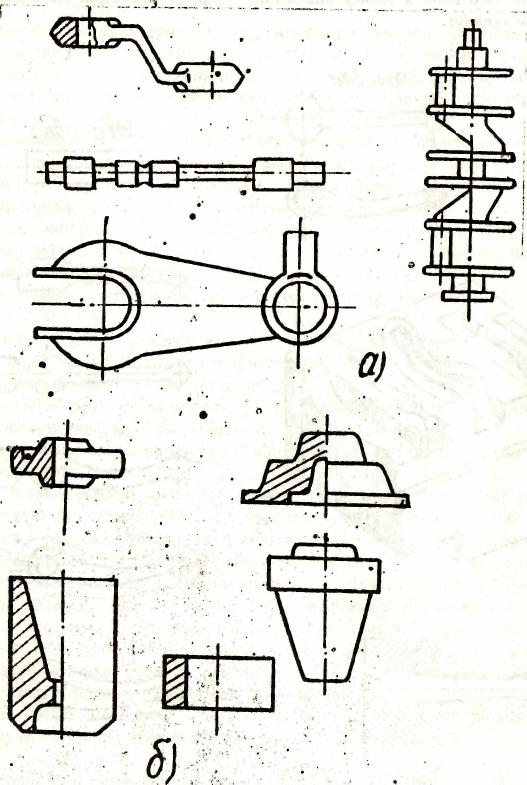
44.Протяжний рівчак 2 служить для збільшення довжини окремих ділянок заготовки за рахунок зменшення площі поперечного перерізу. Рівчак виконують у формі бойків, що утворюють поріг протяжного рівчака і деформація заготовок в ньому аналогічна операції протяжки на плоских бойках при куванні Підкатний рівчак 1 служить для .місцевого збільшення поперечного перерізу за рахунок зменшення перерізу інших ділянок заготовки, При обробці в підкатному рівчаку заготовку обертають навколо осі після кожного удару.
45. Перетискний рівчак (рис 1.47) служить для розширення заготовки поперек її осі, а також для надання загртовці в поперечному перерізі форми, що полегшує заповнень,: порожнини наступного рівчака. В перетийкний'рівчак заготовка частіш за все поступає безпосередньо, а рідше - після обробки в протяжному рівчаку.
Формувальний рівчак {рис. 1.48) з'єднаний 'з перетискннми, його використовують для надання заготовці форми поковки, яку вона має в площині роз'єму штампів. Заготовку з формувального рівчака поміщають в штампувальний рівчак з поворотом його навколо осі на 90"
46. До штампувальних рівчаків відносяться. кінцевий (чистовий) рівчак і попередній (чорновий). Чистовий рівчак служить для отримання готової поковки і по конфігурації точно відповідає-гарячій поковці. Призначення чорнового рівчака 4 (рис'1.47) заключається в основному для пониження зносу чистового. При наявності чорнового рівчака в ньому "проходить основне формоутворення, * чистовому ж рівчаку одержують необхідні розміри поковки. Чорновий рівчак використовують при штампуванні поковок необхідної конфігурації. В окремих .випадках форму порожнини чорнового рівчака роблять такою ж, які в чистовому, але радіуси заокруглень .і нахили збільшують, а поперечні розміри в площині розЧ му роблять дещо меншими .розмірів порожнини чистового рівчака При штампуванні у відкритих Штампах чорнового рівчака облойної канавки не має.