

5. Насколько точно надо измерять
Начинать бороться за точность надо немедленно и первое, что стоит сделать, тщательно выяснить реальные потребности потребителей. Именно они — главный ориентир по обеспечению точности измерений. Правда, потребители тоже могут заблуждаться относительно своих действительных потребностей. Поэтому нужен диалог, который тем более важен, что существует зависимость между точностью и затратами. Причем, эта зависимость — нелинейная. Завышенные требования клиента могут привести к неоправданному росту затрат, а значит, и цен. Зато заниженные требования могут обернуться неудовлетворенностью и потерей клиентов. Выбор непрост. Точность достигается разными путями. Прежде всего, конечно, выбором соответствующего оборудования, метода и правильно обученных специалистов, Измерительное оборудование и инструменты — это целый мир, в котором наблюдается стремительный прогресс. Чтобы ориентироваться в нем, нужны профессиональные знания. Не менее важен и алгоритм измерения. Здесь тоже возможны многочисленные варианты. Поэтому обучение персонала, обеспечивающего измерительные процессы, представляется крайне важным. В этом, помимо всего прочего, залог непрерывного совершенствования всей совокупности действий, связанных с измерениями.
Следует иметь в виду, что точность измерений может зависеть от условий, в которых эти измерения проводятся. Лучше всего, конечно, если такими различиями можно пренебречь. Тогда измерения считаются равноточными, что весьма желательно, поскольку это резко упрощает операции, связанные с обработкой результатов измерений, а также не создает препятствий при их интерпретации.
6. Как лучше анализировать результаты измерений?
Контрольная карта Шухарта (ККШ) как раз и представляет собой один из возможных ответов на этот вопрос, сочетающий простоту анализа с наглядностью представления поведения процесса во времени (это часто называется визуализацией). Если обучение охватывает всех сотрудников организации, то создается основа для эффективного обмена информацией, как по вертикали, так и по горизонтали.
Исходные данные для построения карты
Ведение ККШ предусматривает три этапа:
-
построение;
-
использование;
-
корректировка (после которой в цикле повторяются снова использование и корректировка).
Построение карты начинается со сбора и предварительного анализа информации. Для этого определенным способом собираются или заимствуются из архива 100—120 результатов измерений выбранного показателя, выполненных подряд в конкретном процессе. Числа 100—120 измерений — это некоторое обобщение практического опыта. Конечно, может случиться, что их окажется мало, тогда придется добавить.
Постоянство
мониторинга, в конечном счете, решающее
условие успеха. Всякий
результат /-го измерения xt
можно
представить
как сумму некоторого «истинного»
значения
![]() которое
обычно неизвестно, и ошибки
которое
обычно неизвестно, и ошибки
![]() ,
связанной с данным результатом:
,
связанной с данным результатом:
Xi
=![]() +
+![]()
Итак, определяем некоторый важный для нас показатель х и начаем измерять его значения с определенной частотой, получив в результате набор чисел Xj, x2, ..., хn- и т. д. Вследствие вариабельности, которая формально выражается уравнением для /-го измерения хi все или почти все эти значения различны. Однако, упорядочив все значения х от минимального Хmin до максимального хтах, или, что то же самое, по убыванию, то получим последовательность, называемую вариационным рядом. Разность между наибольшим и наименьшим значениями в вариационном ряду называется выборочным размахом и обозначается обычно латинской буквой R (R = xmax — xmin).
Внутри этого диапазона различные значения х будут попадаться с различной частотой. Эту ситуацию принято отображать в виде картинки, которая называется гистограммой, что рассмотрено выше
Группу измерений, относящуюся к одному моменту времени, принято называть подгруппой. Рассмотрим сначала вопрос об объеме подгрупп. Действительно, если брать группы по одному измерению, то не будет информации о вариациях внутри группы. По мере роста числа измерений в подгруппе будут идти два «встречных» процесса. С одной стороны, будет повышаться качество (т. е. точность и достоверность или надежность) оценок внутригрупповой вариации, что очень хорошо. Но, с другой стороны, будет расти вероятность того, что в ход процесса вмешается какой-нибудь источник дополнительной вариации, который исказит оценку.
Выходит, что нужен компромисс. Как правило, используются группы объемом 4 или 5 измерений. Такой выбор обусловлен не только здравым смыслом, но еще и некоторыми статистическими соображениями. Опыт показывает, что если усреднять 4—5 результатов, подчиняющихся практически каким угодно произвольным законам распределения, то среднее будет вести себя так, как будто оно подчиняется нормальному распределению. Это радикально упрощает статистический анализ средних значений.
. Сколько же таких подгрупп нам нужно взять? Практика показывает, что менее чем по 20—25 средним трудно судить о вариабельности системы. Отсюда легко подсчитать, что для построения ККШ нужно от 80 до 125 значений.
Интерпретация ККШ
Прежде всего, отметим, что ККШ вообще и карты средних значений, в частности, распространены достаточно широко. Установление причин позволяет ответить на ключевой вопрос о том, кто должен действовать (если надо) и в каком направлении Будем обсуждать проблемы интерпретации ККШ не для вмешательства в процесс, а лишь с целью извлечения из данных информации, требуемой для принятия решений на основе фактов (что соответствует одному из фундаментальных принципов современного менеджмента качества).
Смысл интерпретации контрольной карты заключается в поиске источников улучшения либо системы в целом, либо конкретных процессов. Кроме того, интерпретация ККШ может привести к одному из двух утверждений: процесс статистически не управляем (специальные причины вариаций не выявлены) или процесс статистически управляем (специальные причины вариаций выявлены). Ситуации, характеризуемые этими двумя признаками представлены в табл. 11.
Рассмотрим действия, к которым приводят решения, отмеченные в каждой из четырех четвертей (квадрантов) этой таблицы. Для удобства будем двигаться от конца к началу. В четвертом квадранте табл. 11 показано, что потребитель неудовлетворен и процесс нестабилен. Другими словами: производится брак и процесс непредсказуем. Д. Уилер называет это состояние «состоянием хаоса». В этом состоянии линейный персонал и производственные руководители должны приложить максимум усилий для обнаружения и исключения всех специальных причин вариаций, чтобы перевести процесс в одно из состояний, характеризуемых первой строкой табл. 11.
Таблица 11. Возможные состояния процесса
|
Состояние процесса |
Состояние потребителя |
|
|
Удовлетворен |
Не удовлетворен |
|
|
Стабилен (управляем) |
1 |
2 |
|
Не стабилен ( не управляем) |
3 |
4 |
Здесь промедление смерти подобно. Пока процесс не станет управляемым, трудно предпринять что-либо, направленное на повышение удовлетворенности потребителя, поскольку невозможно предсказать, что произойдет с процессом в следующий момент времени. Кроме того, может оказаться, что после устранения специальных причин вариаций, состояние процесса вообще перейдет в состояние, характеризуемое квадрантом 1. В третьем квадранте табл. 11 отражено состояние, когда процесс неуправляем, а потребитель не проявляет признаков беспокойства, по крайней мере, пока. Иными словами, брака нет, но процесс непредсказуем (Д. Уилер называет этот случай «на грани хаоса»). В этой ситуации надо срочно добиваться управляемости таким же образом, как это показано в квадранте 4. Отсутствие управляемости мешает определить минимальную цену продукции или услуги, т. е. цену, при которой работа не будет осуществляться себе в убыток.
Во втором квадранте показано состояние, когда требуются совершенно иные действия. Здесь выход процесса можно прогнозировать с разбросом, который зависит от того, как устроена система. Но, раз потребитель неудовлетворен, значит, та цель, на которую настроен процесс, не соответствует его ожиданиям. Другими словами, процесс предсказуем, но часть продукции не соответствует требованиям потребителя. Д. Уилер назвал такое состояние «пороговым». В этом случае уже высшее руководство компании искать такие пути и способы улучшения системы, которые смогли бы повысить удовлетворенность потребителя.
Первый квадрант — самый желанный. Все довольны. Процесс предсказуем, и выход брака исключен. По классификации Д. Уилера это — «идеальное состояние». Поиск улучшений — вечный процесс. Данная ситуация отличается только тем, что отсутствуют стрессовые ситуации, и можно действовать спокойно и планомерно, а не в обычном для наших предприятий авральном режиме.
Расположение точек на карте — информация к размышлению
На что можно опереться в процессе интерпретации ККШ? Исходные данные, — это конфигурация, или структура точек. В них содержатся сведения о значениях измеряемых величин и очень важная информация об их временной последовательности. Как известно, сам У. Шухарт предложил очень простое операциональное определение специальных причин вариабельности: выход точки на контрольной карте за границу верхнего или нижнего контрольного предела. В дальнейшем, однако, по мере того, как контрольные карты все шире использовались в промышленности, на практике все чаще возникала ситуация, когда все точки находились в зоне между верхним и нижним пределами, но из картинки было ясно, что с процессом что-то происходит (например, процесс имеет явную тенденцию к росту/ снижению, процесс носит периодический характер и т. п.). Вот почему перечень признаков, по которым можно визуально оценить статистическую стабильность (управляемость) процесса со временем был расширен: в него были добавлены так называемые неслучайные (особые) структуры, серии и т. п. Рассмотрим теперь эти признаки более подробно.
Начнем с одного общего важного замечания. Дело в том, что само представление о случайности уместно только до того момента, когда произошли те или иные события. Всякое уже произошедшее событие неслучайно уже в силу того, что оно случилось. Эта проблема создает принципиальные трудности в интерпретации ККШ. Ясно, что «подозрительные» структуры точек могут служить лишь поводом для выдвижения гипотез, и не более того. А проверка этих гипотез — следующий этап. Она предполагает использование широкой гаммы статистических методов и цикла Шухарта—Деминга.
Есть несколько подходов к выделению особых структур точек. Вот набор правил обнаружения специальных причин вариаций, приведенный в одной из лучших книг на тему статистического управления процессами (СУП) на русском языке.
1. Выход точек за контрольные пределы (рис. 20).

Рис.20 Выход за контрольные пределы
2. Серия — это такое состояние, когда точки неизменно оказываются по одну сторону от средней линии, число таких точек называется длиной серии (рис. 21).
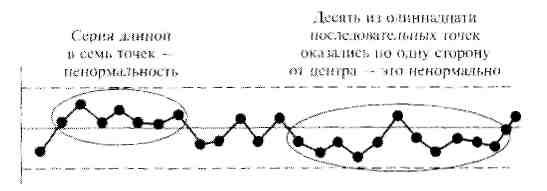
Рис.21. Понятие серии
Серия длиной в семь точек рассматривается как ненормальная.
Кроме того, ситуацию следует рассматривать как ненормальную, если:
а) не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
б) не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
в) не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
3. Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую, то говорят, что имеет место тренд (рис. 22).
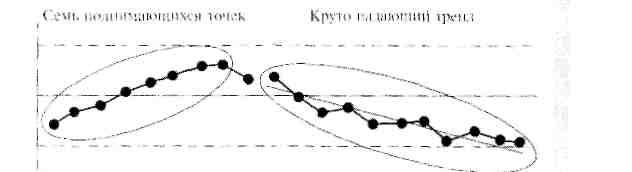
Рис. 22. Понятие тренда
4. Приближение к контрольным пределам. Рассматриваются точки, которые приближаются к 3-сигмо-вым контрольным пределам, причем, если из трех последовательных точек две оказываются за 2-сигмовы-ми линиями, то такой случай надо рассматривать как ненормальный (рис. 23).
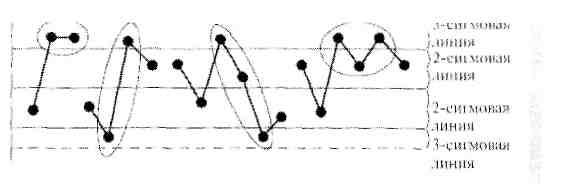
Рис. 23 Приближение к контрольным пределам.
Приближение к центральной линии. Если на контрольной карте большинство точек концентрируется в пространстве, ограниченном 1,5-сигмовыми линиями, делящими пополам расстояние между центральной линией и каждой из контрольных границ, то причина, скорее всего, в неподходящем способе разбиения данных на подгруппы.
Приближение к центральной линии не всегда означает, что достигнуто контролируемое состояние. Зачастую такая карта указывает, что в подгруппах смешиваются данные различных распределений, что делает размах контрольных пределов слишком широким. В этом случае надо изменить способ разбиения данных на подгруппы (рис. 24).
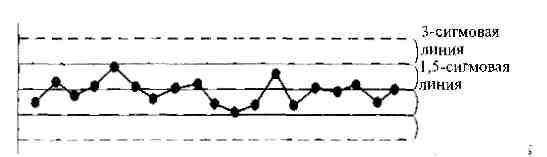
Рис.24 Приближение к центральной линии
6. Периодичность. Когда кривая имеет периодическую структуру (то подъем, то спад) с примерно одинаковыми интервалами времени, это тоже ненормально (рис. 25).
Рис. 25. Понятие периодичность
В разных источниках набор правил слегка отличается. Пожалуй, наиболее полный свод таких правил со ссылками на их источники приведен Д. Уилером. Эти правила приведены в табл. 12, а примеры их проявления на контрольной карте отмечены на рис. 25 соответствующими выносками (номер на выноске соответствует номеру правила из табл. 12).
Таблица 12
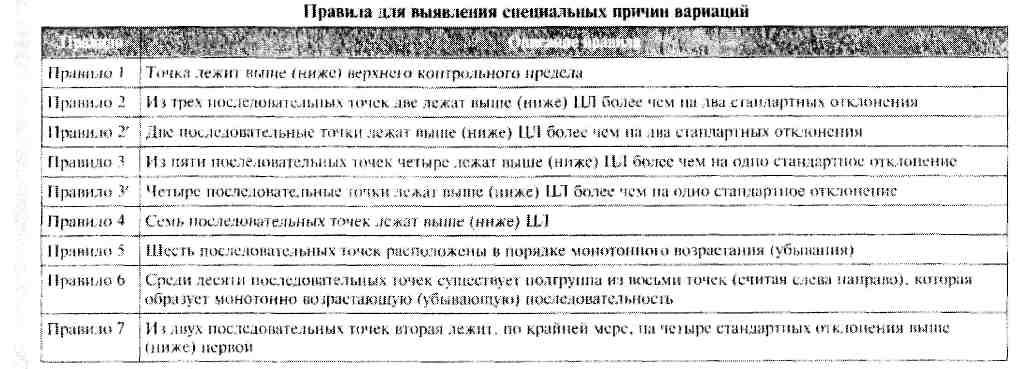
П р и м е ч а н и е: Как пользоваться таблицей 12 и рис 25,
Возьмем, например, правило 3: Из пяти последовательных точек четыре лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение. Берем на рис. 25 выноску 3, отсчитываем от нее пять точек назад и видим, что из этих пяти точек четыре лежат выше ЦЛ болей чем на одно стандартное отклонение (номера точек по порядку слева направо 2. 3, 5, 6), а одна - точка 4 — лежит внутри первой полосы, т.е. ниже на одно стандартное отклонение, от ЦЛ. Правила 2' и 3' — это просто модификация правил 2 и 3.
Латинской буквой В здесь обозначена интересующая нас характеристика, причем BAV — это ее среднее значение, sB — выборочное стандартное отклонение, ВКП, НКП — верхний и нижний контрольные пределы, соответственно
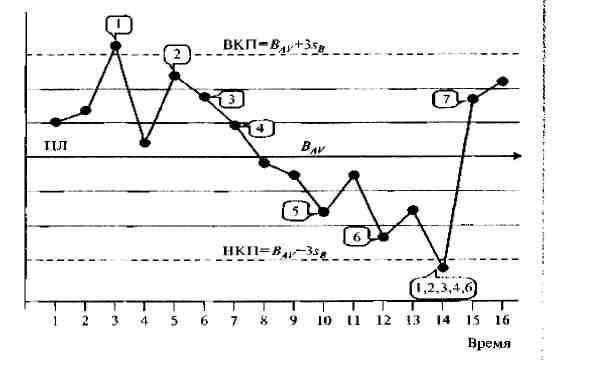
В современной литературе можно найти еще ряд правил. Например, весьма положительно оценивается правило числа серий. Серией на контрольной карте называют последовательность точек, находящуюся с одной стороны от центральной линии (ЦЛ). При этом число точек нас не интересует: каждая группа с одной из сторон — это серия.
Итак,
на рис. 25 три серии. Если бы четвертая
по счету точка (между выносками 1 и 2)
находилась ниже ЦЛ, то серий было бы
пять. Если бы она находилась точно на
ЦЛ, то серий было бы три (точка на ЦЛ
пропускается). Границы
на всех
ККШ
рассчитываются
всегда
по правилу ЦЛ ± З![]() ,
поэтому необходимо взять величину
расстояния между ЦЛ и верхним/нижним
пределом, разделить полученное
значение на три, отложить его вверх и
вниз от ЦЛ и посмотреть, сколько точек
попадают в полученную таким образом
зону. Проделав эту несложную процедуру,
мы получим, что за пределами ±
,
поэтому необходимо взять величину
расстояния между ЦЛ и верхним/нижним
пределом, разделить полученное
значение на три, отложить его вверх и
вниз от ЦЛ и посмотреть, сколько точек
попадают в полученную таким образом
зону. Проделав эту несложную процедуру,
мы получим, что за пределами ±![]() от
ЦЛ находится 11 точек. Если бы их было
10, то это была бы точно 1/3, а 11/30 —
достаточно близкое к 1/3 значение, т.
е. по этому критерию с нашим процессом
все нормально.
от
ЦЛ находится 11 точек. Если бы их было
10, то это была бы точно 1/3, а 11/30 —
достаточно близкое к 1/3 значение, т.
е. по этому критерию с нашим процессом
все нормально.
Важно не число дополнительных правил, сколько понимание того, откуда вообще эти правила берутся и как ими пользоваться. Приведем «10 заповедей» статистического управления процессами качества:
-
Не считай, что выход процесса важнее самого процесса.
-
Не смешивай проблемы управления процессом с проблемами его воспроизводимости.
-
Не используй точки, говорящие о специальных причинах вариаций, для вычисления контрольных пределов.
-
Не рисуй границы поля допуска на каждой контрольной карте.
-
Не подтасовывай данные, чтобы неуправляемый процесс казался управляемым.
-
Не поклоняйся правилу «точка за пределами контрольных границ».
-
Не фальсифицируй исходные данные.
-
Не забывай о распределении выхода процесса.
-
Не пренебрегай специальными причинами вариаций.
-
Не скрывай неуправляемый процесс от контролера, менеджера или потребителя.
Корректировка
ККШ Действия
высшего руководства не всегда могут
непосредственно отразиться на ККШ.
Однако совершенствование системы
рано или поздно обязательно проявится
в том, что вариабельность снизится. В
этом, собственно, смысл совершенствования.
Значит, на ККШ это отразится в виде
сужения разброса данных на картах, т.
е. данные будут группироваться около
центральной линии. И если, например,
14—15 точек подряд окажутся в пределах
±![]() относительно
среднего, то это, как известно, — признак
возможного проявления особой причины
вариации. В данном случае особая причина
как раз и состоит в том, что сократилась
системная вариация. Значит, пора
корректировать карту. Для этого надо к
уже обнаруженным 14—15 «подозрительным»
точкам добавить, для верности, еще
5—10, после чего пересчитать среднее и
контрольные пределы (границы) и нанести
их на карты.
относительно
среднего, то это, как известно, — признак
возможного проявления особой причины
вариации. В данном случае особая причина
как раз и состоит в том, что сократилась
системная вариация. Значит, пора
корректировать карту. Для этого надо к
уже обнаруженным 14—15 «подозрительным»
точкам добавить, для верности, еще
5—10, после чего пересчитать среднее и
контрольные пределы (границы) и нанести
их на карты.
Типы контрольных карт Обсудим вопрос о том, как выбирать тип контрольной карты Шухарта (ККШ). Дело в том, что, если тип выбранной карты не будет соответствовать тому процессу, который необходимо диагностировать и улучшать, то от применения ККШ не получим того эффекта, на который рассчитывали. Есть некоторые общие рекомендации, которые полезно иметь в виду. Прежде всего, типы ККШ различаются по тому, измеряется ли какой-либо параметр (характеристика) процесса или просто осуществлятся контроль качества по принципу «годен — негоден». В зависимости от этого принято делить ККШ на две группы: по количественным и качественным признакам (см. рисунок 26)..
Карты по количественным признакам применяются при измерении какого-либо параметра (характеристики), когда в результате измерения получается некоторое число. Иногда эти карты называют картами для непрерывных величин.
Карты по качественным признакам применяются, когда измерения не проводятся, а совокупность объектов разделяется на части: плохой — хороший, прошел — не прошел, годный — дефектный или первый сорт — второй сорт — брак, и подсчитываем число объектов, попадающих в ту или иную категорию. Такие карты иногда называют картами для дискретных величин
Карты по количественным признакам принято делить на подтипы в зависимости от объема той подгруппы, какую измеряют в некоторой точке процесса (в некоторый момент времени). Этот объем обычно обозначают через n Если n = 1, то рекомендуется использовать ККШ, которая называется «картой индивидуальных значений и скользящего размаха» (сокращенно ее обозначают х — mR). Если п > 1, то, как легко видеть на схеме, возможно применение нескольких подтипов ККШ. Когда n мало, рекомендуется применять карты среднего и размаха R. Когда n велико (больше 10), целесообразнее применять карты среднего и стандартного отклонения s. Причины такого разделения сложились исторически.
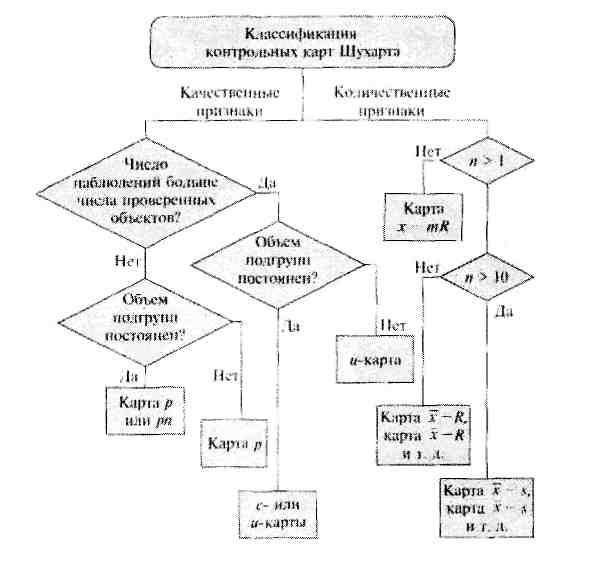
Рис. 26. Классификация контрольных карт
.
Пока не изобрели компьютеры, размах был удобной практической оценкой вариабельности данных, поскольку для выборок объема меньше 10 его информативность в этом качестве близка к информативности стандартного отклонения. Однако при большом объеме подгруппы, размах теряет свою информативность, поскольку это всего лишь оценка, основанная на двух крайних значениях, и существенно уступает в этом качестве величине s. Сегодня, в эпоху всеобщей компьютеризации, этот фактор перестал играть сколько-нибудь существенную роль для практики, но дифференциация типов ККШ пока что сохраняется.
Карты по качественным признакам принято делить на два подвида в зависимости от соотношения числа наблюдений и объектов. Если число наблюдений превышает число объектов, т. е. в каждом объекте возможно несколько дефектов – рn или их долей – р или же -с несоответствий и числа несоответствий на единицу измерений – u. При постоянном объеме подгруппы рекомендуется использовать карту с- или u-типа. При непостоянном объеме подгруппы следует использовать карту u-типа. Если же число наблюдений не превышает числа объектов, то при постоянном объеме подгрупп можно использовать, либо карту р-типа, либо карту pn-типа, тогда как при непостоянном объеме подгрупп рекомендуется использовать только карту р-типа.
Примечание Более полные комментарии следует смотреть в ГОСТ Р 50779.42-99 (ИСО 8258—91) «Статистические методы. Контрольные карты Шухарта» (табл. 2).
Резюмируем сказанное с помощью краткого описания алгоритма построения контрольной карты.
-
Выбор показателя.
-
Выбор плана выборки.
-
Выбор типа карты.
-
Сбор данных.
-
Вычисление выборочных статистик.
-
Вычисление центральной линии.
-
Вычисление контрольных пределов.
-
Построение контрольной карты.
-
Оценка управляемости процесса.
-
В случае управляемости — оценка воспроизводимости процесса.
-
Корректирующие действия в случае статистически неуправляемого процесса.
-
Совершенствование системы.
13. Пересчет карты и т. д. И так со всякой картой.