

5.1. Обоснование выбора оборудования
При выборе оборудования для технологического процесса необходимо учитывать следующие требования:
1) станки должны быть современные, отечественного или зарубежного производства и подобраны по справочникам, по каталогам деревообрабатывающего оборудования с учетом технологических особенностей изготовления фанерной продукции;
2) на оборудовании необходимо обеспечить возможность обработки материалов заданных размеров с максимальным выходом продукции;
3) станки необходимо выбирать с учетом минимального энергопотребления, максимальной загрузки и экономически эффективные;
4) габариты оборудования должны вписываться в размеры цеха и удовлетворять условиям монтажа.
В курсовом проекте для выбранного оборудования необходимо дать основную техническую характеристику, необходимую для последующих расчетов, и оформить её в виде ведомости оборудования.
Контрольные вопросы
-
По каким критериям выбирают оборудование для технологического процесса?
-
В каком виде необходимо оформить выбранное оборудование?
5.2. Гидротермическая обработка сырья
Для придания древесине пластичности, повышения качества окорки и лущения, получения гладкого и прочного шпона, проводят гидротермическую обработку сырья. Тепловая обработка сырья может проводиться по мягким режимам, применяемым в открытых варочных бассейнах с температурой воды 30...45 °С и по жестким режимам в закрытых бассейнах с температурой воды 60...80 °С [10, 16].
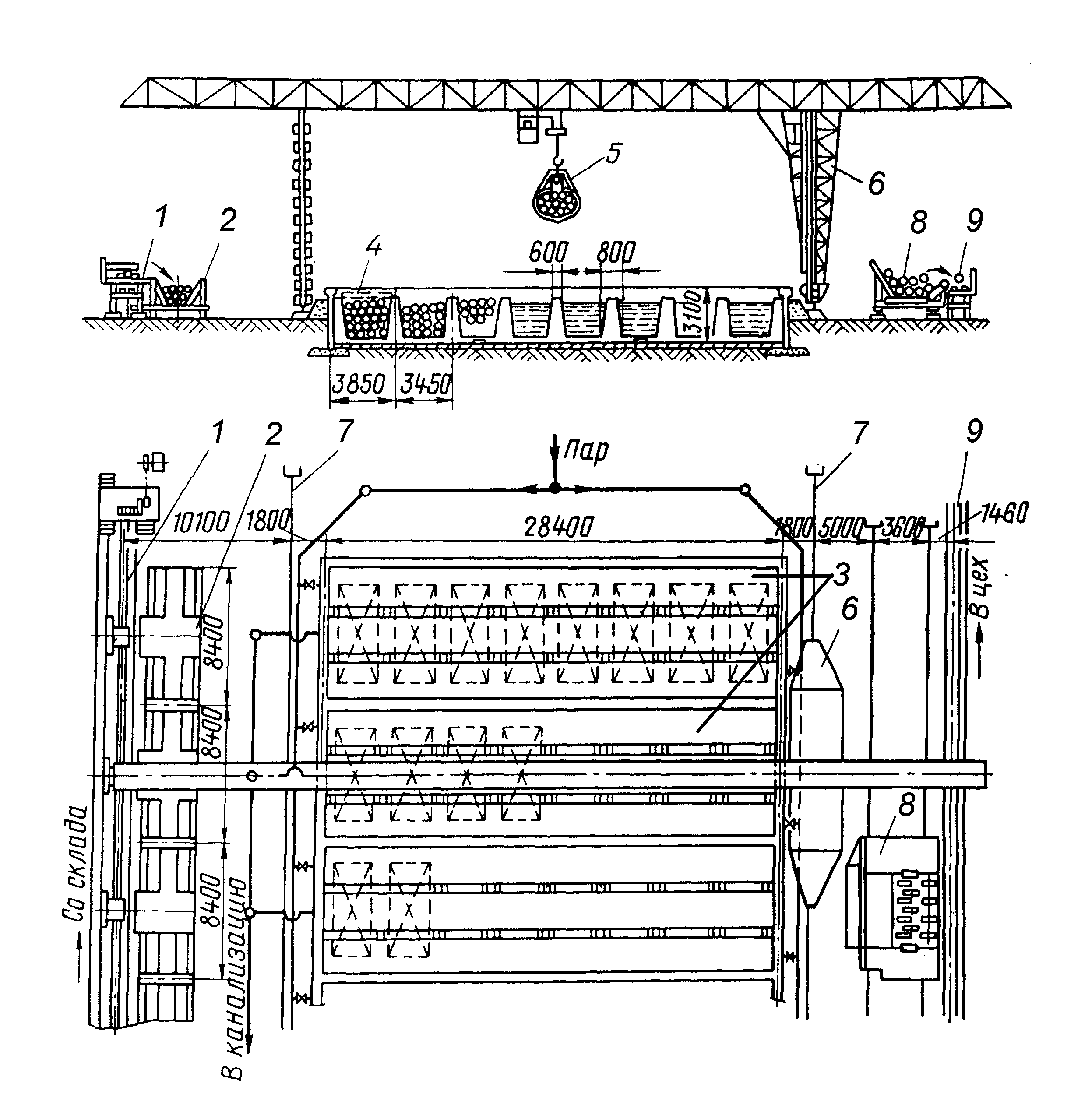
Наиболее распространены открытые бассейны, состоящие из железобетонных секций, которые могут быть разделены на отсеки (см. рис. 5.2) или без них. Размеры открытых бассейнов по длине зависят от пролета выбранного крана, а по ширине от длины обрабатываемых кряжей.
Загрузка сырья может осуществляться в пучках, в специальных контейнерах и с помощью грейферных захватов. Для погрузочноразгрузочных работ наибольшее применение получили грузоподъемные краны ККС10; ККЛ12,5; ККЛ32 [15].
Часовая производительность консольно-козловых кранов, м3/ч, определяется по формуле
![]() ,
(5.1)
,
(5.1)
где V0 – средний объем пачки бревен, м3; K1 – коэффициент использования рабочего дня: K1 = 0,9; K2 – коэффициент использования крана: K2 = 0,8...0,85; T – цикл обработки одной пачки груза: T = 240...400 с.
Рис. 5.2. Схема открытого варочного бассейна для тепловой обработки кряжей: 1 загрузочный цепной конвейер со сбрасывателями; 2 накопители кряжей, число которых равно числу секций; 3 секции бассейна; 4 отсеки бассейна со съемными крышками; 5 грейферные захваты консольно-козлового крана; 6 консольно-козловый кран; 7 подкрановые рельсы; 8 передвижной перегрузчик, перемещающийся по рельсам; 9 разгрузочный конвейер
Средний объем пачки бревен
V0
=![]() ,
(5.2)
,
(5.2)
где P грузоподъемность грейфера, т; M – масса грейфера, т [14].; K – коэффициент загрузки: K = 0,5; P1 – средняя плотность древесины: P1 = 0,8 т/м3.
При длине кряжа Lкр = 1,6 м средняя часовая производительность крана составит П = 22 м3/ч; при Lкр = 3,2 м производительность П = 44 м3/ч, при Lкр = 6,0 м П = 59 м3/ч.
Сменная производительность одной секции открытого варочного бассейна, м3/смену, рассчитывается следующим образом:
Псм
=
![]() ,
,
![]() ,
(5.3)
,
(5.3)
где Е
–
емкость
одной секции, м3;
T
– продолжительность
смены, ч;
τ1
продолжительность теплообработки, ч;
τ2
– время,
затрачиваемое на загрузку и разгрузку
секции; L –
длина секции: L
= 28,4 м для
крана ККС-10 с шириной пролета 32 м и
расстоянием от подкрановых путей до
бассейна 1,8 м; B
– ширина
секции, равная длине загружаемых кряжей
с некоторым запасом (для конструкции,
разработанной Гипродревом): B
= 8,4 м при
длине кряжа 6,5 м; Н
– глубина
секции: Н =
2...3 м;
![]() – коэффициент заполнения:
– коэффициент заполнения:
![]() = 0,5.
= 0,5.
![]()
![]() ,
(5.4)
,
(5.4)
где τтабл – табличное значение времени проварки (табл. 5.1); Kп – коэффициент породы древесины: для сосны, ели, кедра Kп = 1,0; для лиственницы Kп = 1,2; Kд – коэффициент способа доставки: при сплавном способе Kд = 1,2; при доставке по железной дороге Kд = 1,0; Kх – коэффициент способа хранения: при дождевании, водном хранении Kх = 1,0; при влагозащитной замазке Kх = 1,2; при плотной укладке Kх = 1,4; Пч – часовая производительность крана, м3/ч.
Таблица 5.1
Режимы обработки сырья в открытых бассейнах, t = 40 °C
|
Диаметр сырья |
Время проварки, час, при температуре воздуха, °C |
|||||
|
свыше 0 |
до –10 |
до –20 |
до –30 |
до –40 |
||
|
До 20 21…25 26...30 31…35 36…60 |
Лиственные породы |
|||||
|
5 7 10 16 16…24 |
7 10 18 23 23…60 |
10 14 24 30 30…84 |
12 16 28 35 35…98 |
14 18 30 40 40…112 |
||
|
До 25 26…35 36…45 46…60 |
Хвойные породы |
|||||
|
6… 8 12…17 21…23 38…50 |
11 22 35 68 |
16 30 50 84 |
17 34 56 98 |
19 39 65 116 |
||
Необходимое число секций варочного бассейна определяется по формуле
т = С0 / Псм , (5.5)
где С0 – сменное задание по сырью, м3.
С учетом чистки бассейна принимают дополнительно одну секцию.
К недостаткам обработки в открытых варочных бассейнах можно отнести неравномерность проварки сырья в пучках и повышенные теплопотери в зимний период при отсутствии крышек над бассейном.
Для тепловой обработки небольших партий чураков и в районах Сибири применяют закрытые варочные бассейны с загрузкой в контейнерах и с мотовилом [4, 11, 16]. Закрытые бассейны предназначены для тепловой обработки чураков внутри помещения при t = 60…70 С.
Часовая производительность варочного бассейна с мотовилом
![]() ,
,
![]() ,
(5.6)
,
(5.6)
где Ки – коэффициент использования рабочего времени: Ки = 0,95; КЗ – коэффициент заполнения бассейна: КЗ = 0,6; R – радиус мотовила, м, R = 2,5; 2,75; 3,5; l – длина чурака, м; τ – время прогрева чураков в закрытых бассейнах, ч (табл. 5.2 [4]).
Количество бассейнов определяется аналогично формуле (5.5).
Пример. При производительности крана Пч = 40 м3/ч, для рассматриваемой конструкции открытого варочного бассейна
![]() = 28,4
8,4
2,5
0,5 = 298,5 м3;
= 28,4
8,4
2,5
0,5 = 298,5 м3;
τ2 = 2Е / Пч = 2 298,5 / 40 = 11,05 ч.
Производительность секции будет равна
Псм
=
![]() = 298,5
= 298,5
![]() =
58,2 м3/см.
=
58,2 м3/см.
Таблица 5.2