

4.2 Команды кадра
Заменяющие команды
TRANS, ROT, SCALE и MIRROR являются заменяющимися командами,
т.е. каждая из них отменяет все другие предыдущие запрограммированные команды кадра.
Последнее устанавливаемое смещение нуля G54-G599 используются как справочные.
Дополнительные команды
ATRANS, AROT, ASCALE и AMIRROR являются дополнительными командами.
Текущая установленная нулевая точка или последняя нулевая точка для программирования командами кадра используется как исходная. Выше названные команды дополняются к существующим.
Примечание: дополнительные команды часто используются в подпрограммах. Базовые функции, определенные в главной программе, не теряются после окончания подпрограммы, если подпрограмма была запрограммирована с атрибутом SAVE.
Устанавливаемые и программируемые
Устанавливаемые команды - это нулевые смещения, которые могут быть вызваны из любой NC программы командами G54-G57. Значения смещения предопределяются пользователем и сохраняются в памяти смещения нуля в управлении.
Программируемые команды (TRANS, ROT,...) работают в
текущей NC программе и относятся к устанавливаемым командам.
4.3 Программируемое смещение нуля trans, atrans
Программирование
TRANS X... Y... Z... (запрограммировано в отдельном блоке)
ATRANS X... Y... Z... (запрограммировано в отдельном блоке)
Объяснение команд и параметров
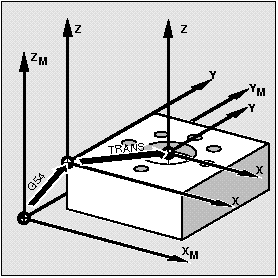
TRANS Абсолютный переход со ссылкой на текущую установку действующего нуля детали с G54-G599
ATRANS Дополнительный переход со ссылкой на текущую установку действующего нуля детали с G54-G599
X... Y... Z... Значение смещения в направлении определенной оси
Функция
TRANS/ATRANS могут быть использованы для программирования перехода по всей траектории и позиционирования осей в направлении определенных осей. Это позволяет работать с различными нулевыми точками, например, при осуществлении повторных процессов на различных рабочих позициях.
Последовательность
Поддерживающая команда,
TRANS X Y Z
Переход через значения смещения, запрограммированные в специальных направлениях оси (траектория, синхронные оси и оси позиционирования). Последнее определенное смещение нуля (G54-G599) используется как исходное.
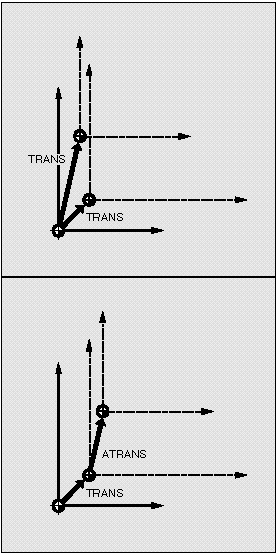
Команда TRANS отменяет все предыдущие запрограммированные кадры.
Вы можете использовать ATRANS для программирования перехода, который должен быть добавлен к существующим кадрам.
Дополнительные команды
ATRANS X Y Z
Переход через значения смещения, запрограммированные в определенных направлениях оси.
Текущая установка или последняя запрограммированная нулевая точка используется как исходная.
Дезактивировать программируемый переход
Для всех осей:
TRANS (без параметра оси)
Здесь все ранее запрограммированные
кадры отменяются.
Устанавливаемое смещение нуля сохраняется запрограммированным.
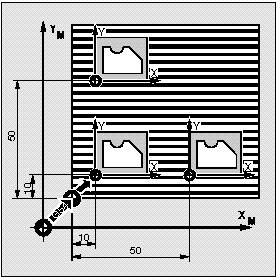
С данной деталью изображенные профили происходят несколько раз в одной и той же программе.
Последовательность обработки данного профиля сохраняется в подпрограмме.
Вы используете переход для установки только этих нулей детали и затем вызываете подпрограмму.
N10 G17... G54... Рабочая плоскость X/Y, ноль детали
N20 G0 X0 Y0 Z2 Подвод исходной точки
N30 TRANS X10 Y10 Абсолютный переход
N40 L10 Вызов подпрограммы
N50 TRANS X50 Y10 Абсолютный переход
N40 L10 Вызов подпрограммы
N50 TRANS X50 Y10 Абсолютный переход
...