

5.2.3. Допуски и посадки шлицевых эвольвентных соединений
Допуски и посадки шлицевых эвольвентных соединений установлены [ГОСТ 6033—80 (СТ СЭВ 259—76, СТ СЭВ 268—76, СТ СЭВ 269—76, СТ СЭВ 517—77)]. В шлицевых эвольвентных соединениях (рис. 5.2) втулку относительно вала центрируют по боковым поверхностям зубьев или по наружному диаметру. Центрирование по внутреннему диаметру не рекомендуется. При центрировании по боковым поверхностям установлено два вида допусков ширины е впадины втулки и толщины s зуба вала (рис. 5.3); Те(Тs)—допуск собственно ширины впадины втулки (толщины зуба вяла); Т — суммарный допуск, включающий отклонения формы и расположения элементов профиля впадины (зуба).
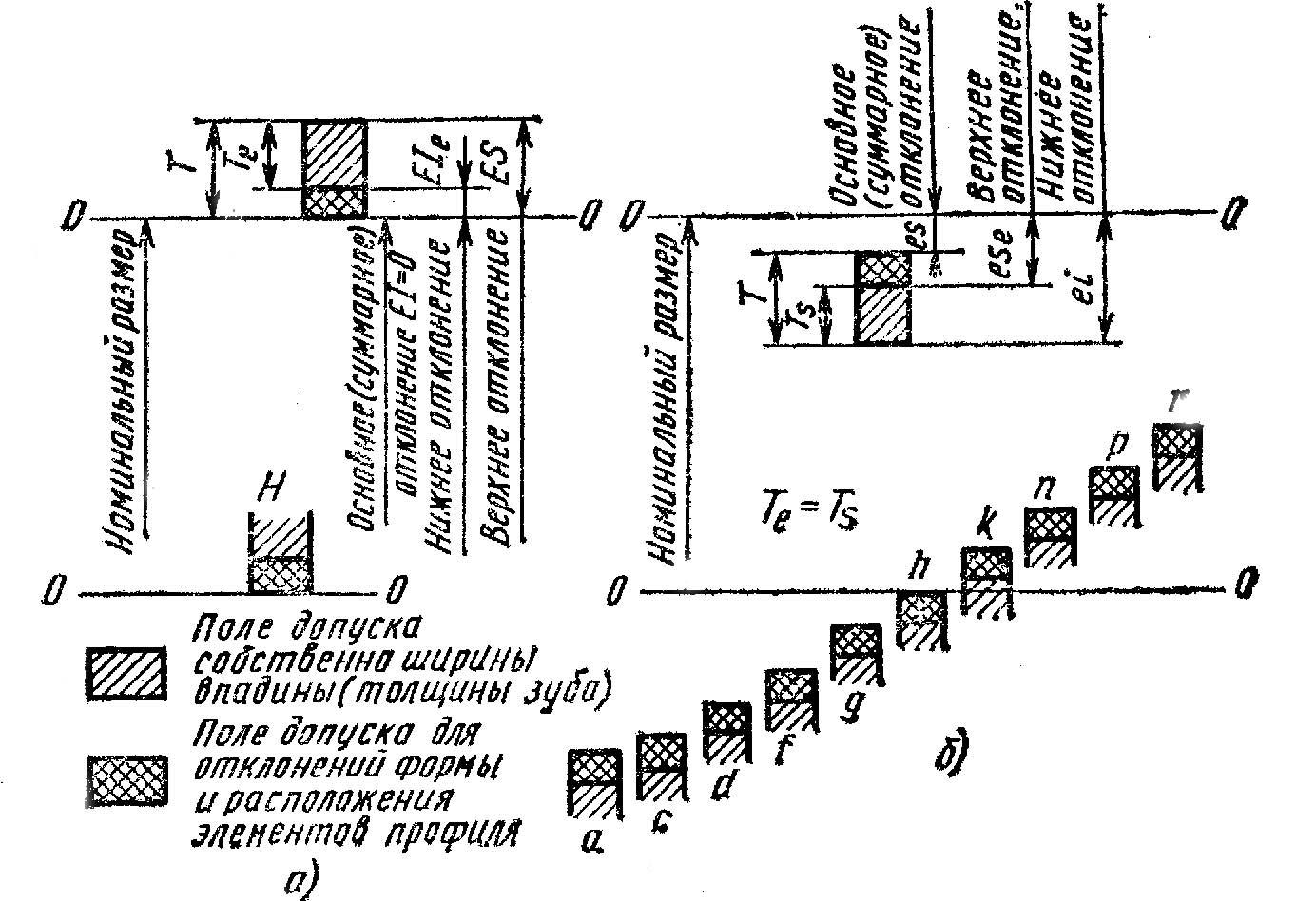
Рисунок 5.3 Расположение полой допусков ширины е впадины втулки (а) и толщины s зуба вала (б) в эвольвентных соединениях
Отклонения размеров е и s отсчитывают от их общего номинального размера по дуге делительной окружности.
Для ширины е впадины втулки установлено одно основное отклонение Н и степени точности 7, 9 и 11, для толщины s зуба вала установлены десять основных отклонений: а, с, d, f, g, h, k, n, p, r (рис. 5.3, б) и степени точности 7—11. Посадки по боковым поверхностям зубьев предусмотрены только в системе отверстия.
При центрировании по наружному диаметру установлены два ряда полей допусков для центрирующих диаметров окружности впадин втулки Df и окружности вершин зубьев вала da: ряд 1 — Н7 для Df и n6, jS6, h6, g6, f7 для da; ряд 2 — Н8 для Df и n6, h6, f7 для da. Первый ряд следует предпочитать второму. Значения основных отклонений и допусков приведены в ГОСТ 25346—82. При этом центрировании поля допусков ширины впадины втулки е: 9Н или 11Н, а толщины зуба вала s: 9h, 9g, 9d, 11c или 11а.
Допуски нецентрирующих диаметров при центрировании по боковым поверхностям зубьев принимают такими, чтобы в соединении исключить контакт по этим диаметрам.
Обозначения шлицевых соединений валов и втулок должны содержать номинальный диаметр соединения D; модуль m; обозначение посадки соединения (полей допусков вала и отверстия), помещаемое после размеров центрирующих элементов, и номер стандарта.
Пример обозначения соединения D = 50 мм, т = 2 мм с центрированием по боковым сторонам зубьев, с посадкой по боковым поверхностям зубьев 9H/9g: 50 X 2 X 9H/9g ГОСТ 6033—80. Пример обозначения втулки того же соединения: 50 X 2 X 9Н ГОСТ 6033—80; то же, вала: 50 X 2 X 9g ГОСТ 6033—80. Пример обозначения соединения D = 50 мм, т = 2 мм с центрированием по Df, с посадкой по диаметру центрирования H7/g6: 50xH7/g6x2 ГОСТ 6033—80. Пример обозначения втулки того же соединения: 50ХН7Х2 ГОСТ 6033—80; то же, вала: 50Xg6X2.
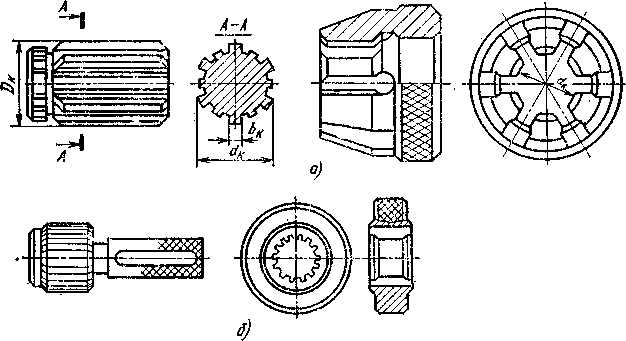
Рисунок 5.4 Комплексные шлицевые калибры для контроля элементов прямобочных (а) и эвольвентных (б) соединений
5.2.4. Контроль точности шлицевых соединений.
Шлицевые соединения контролируют комплексными проходными калибрами (рис. 5.4) и поэлементными непроходными калибрами. Контроль шлицевого вала или втулки комплексным калибром достаточен в одном положении, без перестановки калибра. Контроль поэлементным непроходным калибром необходим не менее чем в трех различных положениях. Если поэлементный непроходной калибр проходит в одном из этих положений, контролируемую деталь считают бракованной.
Допуски калибров для контроля шлицевых прямобочных соединений регламентированы ГОСТ 7951—80 (СТ СЭВ 355—76), допуски и виды калибров для контроля шлицевых эвольвентных соединений — ГОСТ 24969 — 81 (СТ СЭВ 2646—80).