

4.3. Нормирование параметров шероховатости поверхности
Выбор параметров шероховатости поверхности производится в соответствии с ее функциональным назначением.
Основным во всех случаях является нормирование высотных параметров. Предпочтительно, в том числе и для самых грубых поверхностей, нормировать параметр Ra, который лучше отражает отклонения профиля, поскольку определяется по значительно большему числу точек, чем Rz.
Параметр Rz нормируется в тех случаях, когда прямой контроль Ra с помощью профилометров невозможен (режущие кромки инструментов и т.п.).
Следует применять в первую очередь предпочтительные значения.
В настоящее время существует несколько способов назначения шероховатости поверхности.
-
Имеются рекомендации по выбору числовых значений для наиболее характерных видов сопряжений, часть которых приведена в табл. 3.12.

-
Шероховатость устанавливается стандартами на детали и изделия, а также на поверхности, с которыми они сопрягаются, например требования к шероховатости поверхностей под подшипники качения (табл. 3.13).
-
Когда отсутствуют рекомендации по назначению шероховатости поверхности, ограничения шероховатости могут быть связаны с допуском размера (IT), формы (TF) или расположения (TP).
Большинство геометрических отклонений детали должно находиться в пределах поля допуска размера (рис. 3.14).

П оэтому
величину параметра Rz рекомендуется
оэтому
величину параметра Rz рекомендуется
назначать не более 0.33 от величины поля допуска на размер либо 0.5...0.4 от допуска расположения или формы. Если элемент детали имеет все три допуска, то следует брать допуск с наименьшей величиной.
Переход от параметра Rz к параметру Ra производится по соотношениям:
Ra ≈ 0.25 Rz при Rz ≥ 8 мкм;
Ra ≈ 0.2 Rz при Rz < 8 мкм. Рис. 3.14
После определения параметр Ra округляют до
ближайшего числа из ряда стандартных значений.
Пример 1
На
чертеже детали задан размер ∅42k6
![]() .
Определить параметр шероховатости Ra.
.
Определить параметр шероховатости Ra.
Решение
Допуск размера IT = 16 мкм. Параметр Rz = 0.33 IT = 0.33·16 = 5.3 мкм. Параметр Ra = 0.2 Rz = 0.2·5.3 = 1.06 мкм. Для нанесения на чертеже детали принимаем Ra = 0.8 мкм.
Пример 2
На
чертеже детали заданы ∅36k6
![]() ,
допуск радиального биения TP = 9 мкм и
отклонение от цилиндричности TF = 4 мкм.
Определить параметр шероховатости Ra.
,
допуск радиального биения TP = 9 мкм и
отклонение от цилиндричности TF = 4 мкм.
Определить параметр шероховатости Ra.
Решение
Допуск размера IT = 13 мкм, допуск TP = 9 мкм, поэтому параметр
Rz = 0.5 TF = 0.5·4 =2 мкм. Параметр Ra = 0.2 Rz = 0.2·2 = 0.4 мкм. Для нанесения на чертеже детали принимаем Ra = 0.4 мкм.
-
. Обозначение шероховатости поверхностей
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности показана на рис.3.15

Рис. 3.15
Для обозначения на чертежах шероховатости поверхности применяют знаки, приведенные на рис. 3.16.
Числовые значения параметров шероховатости указываются после соответствующего символа, например Ra0.8, Rz20, Rmax10 (рис 3.16).

Знак наиболее предпочтительный.
Высота h равна высоте размерных чисел
Н = (1.5...5.0) h.
Параметр Ra не должен превышать 0.4 мкм.
Знак, показывающий, что поверхность образована путем удаления слоя
металла. Параметр Rz должен находиться в пределах 0.8...0.32 мкм.
Знак, показывающий, что поверхность образована без снятия слоя металла.
Параметр Ra не должен превышать 1.6 мкм.
Знак, показывающий, что поверхность не обрабатывается по данному чертежу.
Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рис. 3.17.
При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и знак шероховатости в скобках.
Знак в скобках означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед скобками.
Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1.5 раза больше, чем в обозначениях, нанесенных на изображении (рис. 3.18).
Пример указания шероховатости поверхности приведен на рис. 3.19.

Рис. 3.17
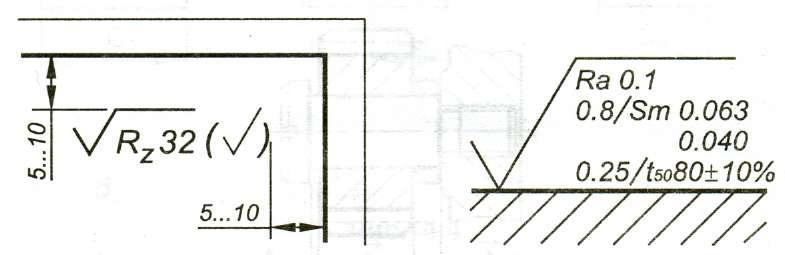
Рис. 3.18 Рис. 3.19
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке:
-
параметр высоты неровностей профиля;
-
параметр шага неровностей профиля;
-
относительная опорная длина профиля.
В обозначении указано (рис. 3.19):
-
Среднее арифметическое отклонение профиля Ra не более 0.1 мкм на базовой длине l = 0.25 мм (в обозначении длина не указана, так как соответствует значению, определенному стандартом для данной высоты неровностей).
-
Средний шаг неровностей профиля Sm должен находиться в пределах от 0.063 мм до 0.04 мм на базовой длине l = 0.8 мм.
-
Относительная опорная длина профиля на 50% уровне сечения должна находиться в пределах 80 ± 10% на базовой длине I = 0.25 мм.