

Предельные контуры резьбы
На длине свинчивания резьбовых деталей расположено несколько витков резьбы, образующих резьбовой контур.
Взаимозаменяемость резьбы достигается тем, что ограничивают предельные контуры профиля резьбы болта и гайки на длине свинчивания.
Допускаемые отклонения резьбы задаются от номинального профиля в направлении перпендикулярном оси резьбы «в тело» болта и гайки.
Номинальный контур резьбы с основными отклонениями H/h определяет наибольший предельный контур резьбы болта и наименьший - гайки. Он является контуром максимума материала снимаемого при обработке. От номинального контура в направлении, перпендикулярном к оси резьбы, отсчитывают отклонения и располагают вниз поля допусков диаметров резьбы болта, в противоположную сторону - поля допусков диаметров резьбы гайки, определяющие наименьший предельный контур болта и наибольший - гайки.
При изготовлении резьбовых деталей неизбежны погрешности профиля резьбы и ее, размеров, которые могут нарушить свинчиваемость и ухудшить качество соединений. Для обеспечения свинчиваемости и качества соединений, действительные контуры свинчиваемых деталей не должны выходить за предельные контуры на всей длине свинчивания.
Покажем расположение полей допусков на наружную резьбу (болт) и на внутреннюю (гайка) для посадки скольжения, у которой в предельном случае зазор может быть равен нулю.
а) Резьба с нулевым боковым зазором
Необходимо обратить внимание на то, что не на все элементы резьбы установлены нормы точности.
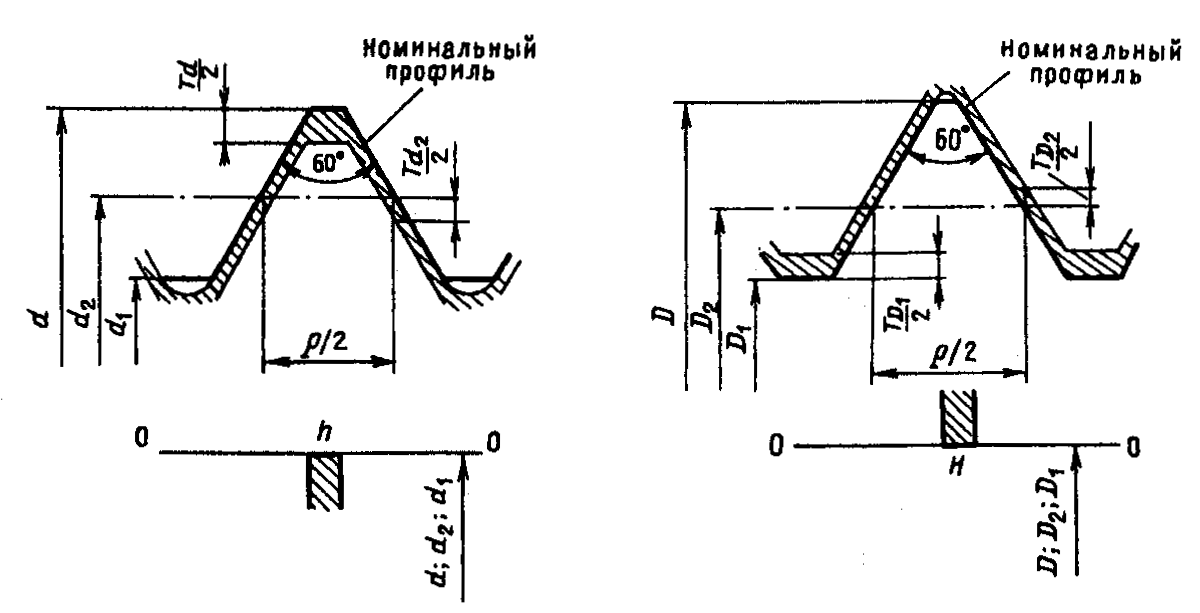
Для метрической резьбы нормируется точность следующих элементов: наружного диаметра болта (Td); внутреннего диаметра гайки (TD1); среднего диаметра болта и гайки (Td2, TD2).
Таким образом, точность наружного диаметра гайки и внутреннего диаметра болта не нормируется совсем и ограничивается размерами резьбообрабатывающего инструмента, на который указаны нормы точности: Для этих элементов нормируется только одно отклонение, соответствующее номинальному профилю, а именно, верхнее отклонение (es) для d1 и нижнее отклонение (EI) для D , и не нормируется нижнее отклонение (ei) для d1 и верхнее отклонение (ES) для D.На рисунках везде обозначены только половины допусков нормируемых элементов, поскольку изображена не вся резьба, а только одна ее половина.

б) Резьба с гарантированным боковым зазором
Погрешность шага резьбы
Погрешность шага у резьбы имеет прогрессирующий характер и, иногда ее называют «растяжкой» шага.
На рисунке два осевых сечения болта и гайки наложены друг на друга. У этих резьбовых элементов на длине свинчивания не равны значения шагов, а, следовательно, не может произойти свинчивание, хотя значение среднего диаметра у них одинаково. Для того чтобы обеспечить свинчивание, необходимо удалить часть материала (на рисунке заштрихованные участки), т.е. увеличить средний диаметр у гайки или уменьшить средний диаметр у болта. После этого свинчивание произойдет, хотя контакт будет происходить только на крайних профилях,
Значение, на которое необходимо дополнительно обработать болт или гайку по среднему диаметру, можно рассчитать по формуле