

2.2.6 Газовая сварка
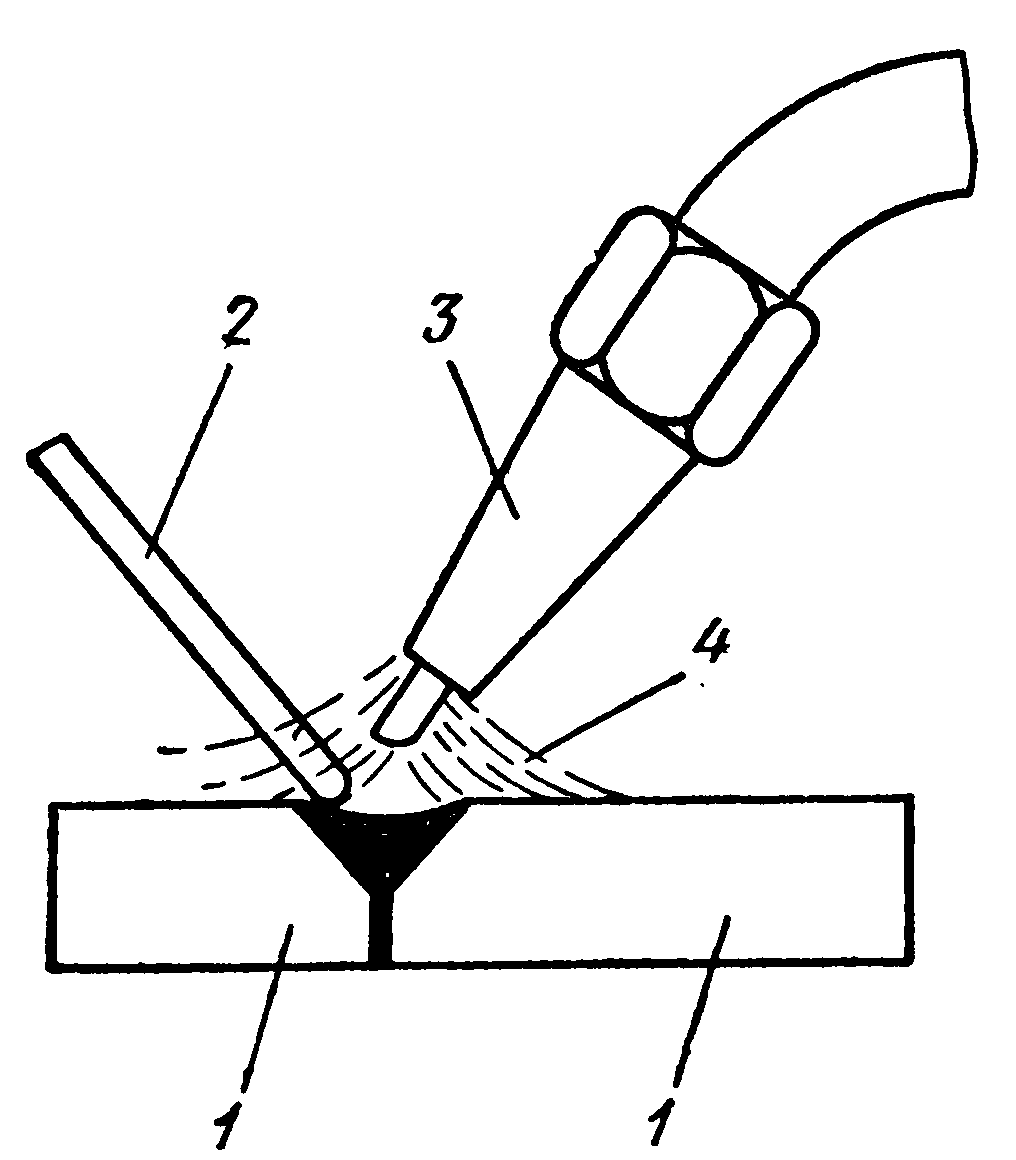
Газосварка – это процесс сварки плавлением, при котором место соединения нагревают до расплавления высокотемпературным газовым пламенем. При нагревании газосварочным пламенем кромки свариваемых заготовок расплавляются, а зазор между ними заполняется присадочным материалом, который вводится в пламя газовой горелки извне (рисунок 8а).
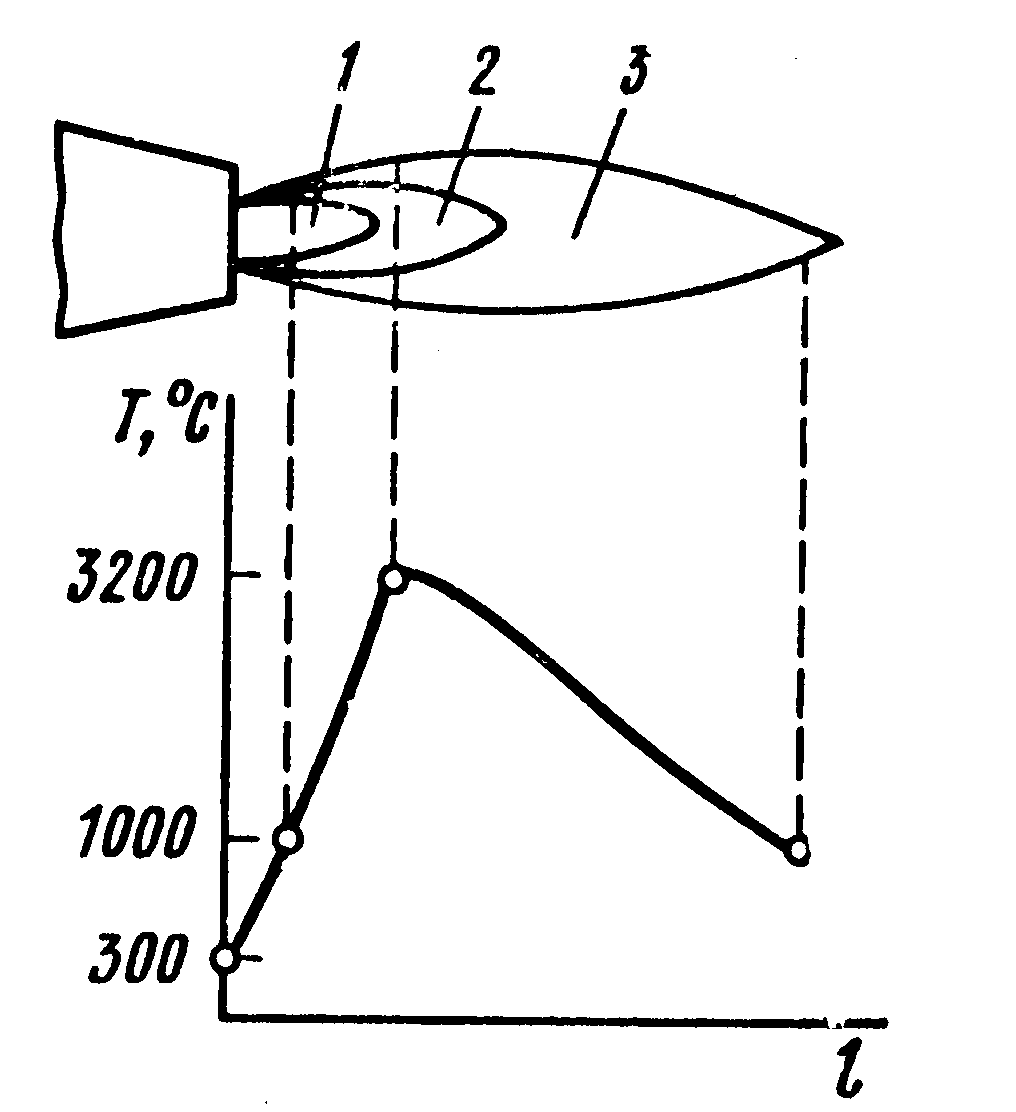
Газовое пламя получают при сгорании горючего газа в техническом кислороде. В качестве горючих газов применяют природный газ, водород, пары бензина или керосина, нефтяные газы, ацетилен и др. Основная масса газов применяется для резки металлов, а для сварки применяют ацетилен, так как он даёт температуру пламени 3200оС.
а) б)
а – процесс газовой сварки
1 – заготовки; 2 – присадочный материал; 3 – газовая горелка;
4 – газовое пламя
б – строение газосварочного пламени
1 – ядро пламени; 2 – средняя (сварочная) зона; 3 – факел пламени
Рисунок 8 – Газовая сварка
Газосварочная горелка используется для образования газосварочного пламени. Более широко распространены инжекционные горелки, так как они более безопасны и работают на низких средних давлениях. Кислород под давлением 0,1 – 0,4 МПа поступает в горелку и через регулировочный вентиль и трубку подаётся к инжектору. Выходя с большой скоростью из инжекционного конуса, кислород создаёт значительное разряжение в камере и засасывает горючий газ в камеру смешения, где образуется горючая смесь. Горючая смесь поступает по наконечнику к мундштуку, на выходе которого при горении образуется сварочное пламя.
Преимущества газовой сварки заключается в более плавном нагреве, возможности сваривать тонкие заготовки ( = 0,2 – 3 мм) и легкоплавкие цветные сплавы; производить пайку, осуществлять наплавку покрытий, подваривать дефекты в отливках. Газосварку удобно использовать в полевых условиях.
Недостатком способа является – резкое падение производительности при увеличении толщины свариваемого металла, а медленный нагрев заготовки приводит к деформации (короблению) изделий.
2.3 Сварка давлением
При сварке давлением заготовки соединяются путём совместной пластической деформации соединяемых поверхностей. Пластическая деформация осуществляется за счёт внешних усилий, а материал в зоне соединения, как правило, нагревают для снижения сопротивления деформации. При деформации происходит смятие поверхностей, течение металла, разрушение и удаление оксидных плёнок, в результате чего обеспечивается плотный контакт и условия для возникновения межатомных связей.
2.3.1 Электрическая контактная сварка
Электроконтактная сварка относится к способам сварки давлением с нагревом места соединения без оплавления или с оплавлением. Разогрев осуществляется проходящим по металлу электрическим током, причём максимальное количество тепловой энергии выделяется в месте контакта. После приложения давления в месте контакта осуществляется пластическая деформация и образуется сварное соединение. По типу этого соединения различают виды контактной сварки:
Стыковая сварка 2 Точечная сварка
3 Шовная (роликовая) сварка 4 Газопрессовая сварка
Стыковая сварка
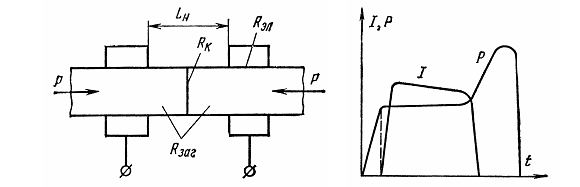
При контактной стыковой сварке методом сопротивления (рисунок 9а) заготовки свариваются по всей поверхности контакта. Для формирования прочного соединения процесс должен протекать в определённой последовательности. Цикл стыковой сварки (последовательность изменения тока и давления) представлен на рисунок 9б. Заготовка закрепляется в зажимах, сдавливается небольшим усилием, затем включается ток, металл разогревается до пластического состояния или оплавления, и прикладывается основное усилие. Параметрами режима сварки являются: плотность тока, давление (усилие сжатия) и время прохождения тока. Таким способом сваривают заготовки одинаковой простой формы небольшого сечения – до 100 мм2 из низкоуглеродистых, низколегированных конструкционных сталей, алюминиевых и медных сплавов.
а б
а - схема контактной сварки; б – цикл контактной стыковой сварки
сопротивлением
Рисунок 9 - Контактная стыковая сварка
Точечная сварка
Точечная сварка – разновидность контактной сварки, при которой заготовки соединяются в отдельной точке или в нескольких точках. При этом заготовки собираются в нахлёстку и зажимаются с усилием между медными электродами, подводящими ток. Основное тепло выделяется в месте контакта заготовок, так как там максимальное электрическое сопротивление, а медные контакты нагреваются менее интенсивно за счёт своей высокой теплопроводности. В месте разогрева металл становится пластичным, внутренние слои оплавляются, и образуется сварная точка. После этого выключают ток и снимают давление.
Точечная сварка в зависимости от взаимного расположения электродов может быть двусторонней (рисунок 63 а) и односторонней (рисунок 63 б). Регулируемыми параметрами процесса являются: усилие сжатия (до 150 МН/м2), плотность тока (до 360 А/мм2) и время протекания тока (0,001–0,5 с). Толщина свариваемого металла составляет 0,5 – 5мм.
Циклограмма точечной сварки (рисунок 63 в) состоит из четырёх участков – стадий:
1 Сжатие электродами свариваемых заготовок.
2 Включение тока и разогрев места контакта до температуры плавления.
3 Выключение тока и увеличение усилия сжатия.
4 Снятие усилия с электродов.
В массовом производстве используется многоточечная сварка, когда за один цикл создаётся до 100 пар (до 200) точек.

а б в
а – двусторонняя; б – односторонняя; в - цикл контактной точечной сварки
1, 2 – заготовки; 3, 4 – нижний и верхний листы; 5 – медная подкладка
Рисунок 10 - Контактная точечная сварка