

Обработка металлов резанием
Обработка металлов резанием – это процесс срезания с поверхности заготовки слоя металла режущим инструментом для получения требуемой формы, точности размеров и шероховатости поверхности детали (рисунок 79). Для осуществления процесса резания необходимо относительное движение заготовки и режущего инструмента, для чего используются станки, оснащённые рабочими органами.
Параметрами процесса резания являются: скорость резания, подача и глубина резания. Совокупность этих величин называется – режим резания.
Скорость резания v – это путь точки режущей кромки (режущего лезвия) инструмента относительно заготовки в направлении главного движения в единицу времени. Обычно скорость резания измеряется в м/мин, но при шлифовании и полировании – в м/с.
При вращательном главном движении
v = Dзагn/1000 м/мин.
Dзаг – наибольший диаметр обрабатываемой поверхности заготовки, мм.
n – частота вращения заготовки, об/мин.
Подача s – это путь точки режущего лезвия инструмента относительно заготовки в направлении движения подачи за один оборот или за один двойной ход заготовки или инструмента. В зависимости от метода обработки подача может быть продольной – sпр; поперечной – sп; вертикальной – sв; наклонной – sн; круговая – sкр и т.д. и измеряться в мм/об (точение, сверление), мм/дв. ход (строгание, долбление), мм/мин (фрезерование).
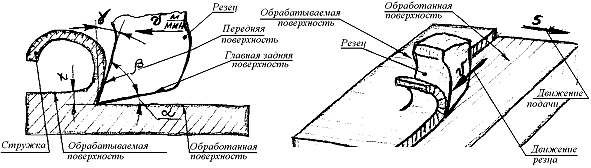
Рисунок 26 – Схема обработки металлов резанием
Глубина резания t мм – это расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к последней, за один рабочий ход инструмента относительно обрабатываемой поверхности. Глубина резания всегда перпендикулярна направлению подачи.
При точении цилиндрической поверхности t = (Dзаг – d)/2, где Dзаг – диаметр заготовки, мм; d – диаметр обработанной поверхности, мм.
4.1 Классификация металлорежущих станков.
Все серийно выпускаемые станки делятся на 10 групп, каждая группа делится на 10 типов, каждый тип имеет 10 типоразмеров, каждой модели станка присвоен свой цифровой индекс. Первая цифра обозначает группу станка, последующая буква означает, что станок модернизирован (А, К, М, Н и т.д.), следующая (вторая) цифра – тип станка, следующая (третья) цифра обозначает характерный размер станка, буква в конце индекса обозначает модификацию станка.
Кроме этой классификации станки подразделяются по степени универсальности: универсальные, широкого назначения, специализированные и специальные. По степени точности станки подразделяются на станки нормальной точности и прецизионные (высокоточные).
4.2 Токарная обработка
Токарные работы – предусматривают изготовление деталей при вращательном движении заготовки (главное движение) и поступательном движении инструмента (движение подачи).
На токарных станках обрабатываются наружные и внутренние поверхности с формой тел вращения, плоские – наружные и внутренние торцевые поверхности, нарезают резьбы.