

4.2.4 Конструкция токарного станка
Рассмотрим конструкцию станка на примере токарно-винторезного станка 1К62. Этот станок относится к токарной группе (шифр группы – 1), его конструкция подвергалась модернизации (К), тип станка – винторезный (6), характерный размер – высота центров – 200 мм (максимальный радиус обрабатываемой детали).
Все узлы станка, схема которого приведена на рисунке 32, смонтированы на станине из серого литейного чугуна. Станина оснащена горизонтальными призматическими направляющими. В передней тумбе смонтирован электродвигатель главного привода станка. В задней тумбе находится бак для хранения смазочно-охлаждающей жидкости и насосная станция для её подачи в зону резания.
В передней бабке находятся:
- шпиндель – полый вал, на котором размещаются приспособления для крепления заготовки (патроны, центра, планшайбы и т.д.)
- коробка скоростей, с помощью которой производят ступенчатую регулировку скорости вращения шпинделя. Панель управления коробки скоростей выведена на лицевую панель передней бабки.
На лицевой стороне станины находится коробка подач, которая позволяет осуществлять ступенчатую регулировку движением продольного и поперечного суппортов.
С левой торцевой стороны станины расположена гитара сменных зубчатых колёс, которые переставляются при настройке станка на нарезание различных видов резьбы.
По направляющим станины перемещается продольный суппорт, который обеспечивает продольную подачу резца. На продольном суппорте размещена поперечная каретка – поперечный суппорт, который обеспечивает поперечную подачу резца. На поперечном суппорте расположен верхний поворотный суппорт. С его помощью резец можно устанавливать под любым углом к оси заготовки. На нём же смонтирован четырёхпозиционный резцедержатель, в котором одновременно закрепляются четыре резца.
Из коробки подач выходят ходовой валик и ходовой винт, последний используется при нарезании точных резьб. Вращательное движение ходового валика и ходового винта в фартуке, закреплённом на продольном суппорте, преобразуется в поступательное движение суппортов.
Задняя бабка находится на правой стороне станины и перемещается по её направляющим. В пиноли задней бабки устанавливается задний (подвижный) центр или инструмент для обработки отверстий. Корпус задней бабки может смещаться в поперечном направлении относительно её основания, что необходимо при обтачивании наружных конических поверхностей.
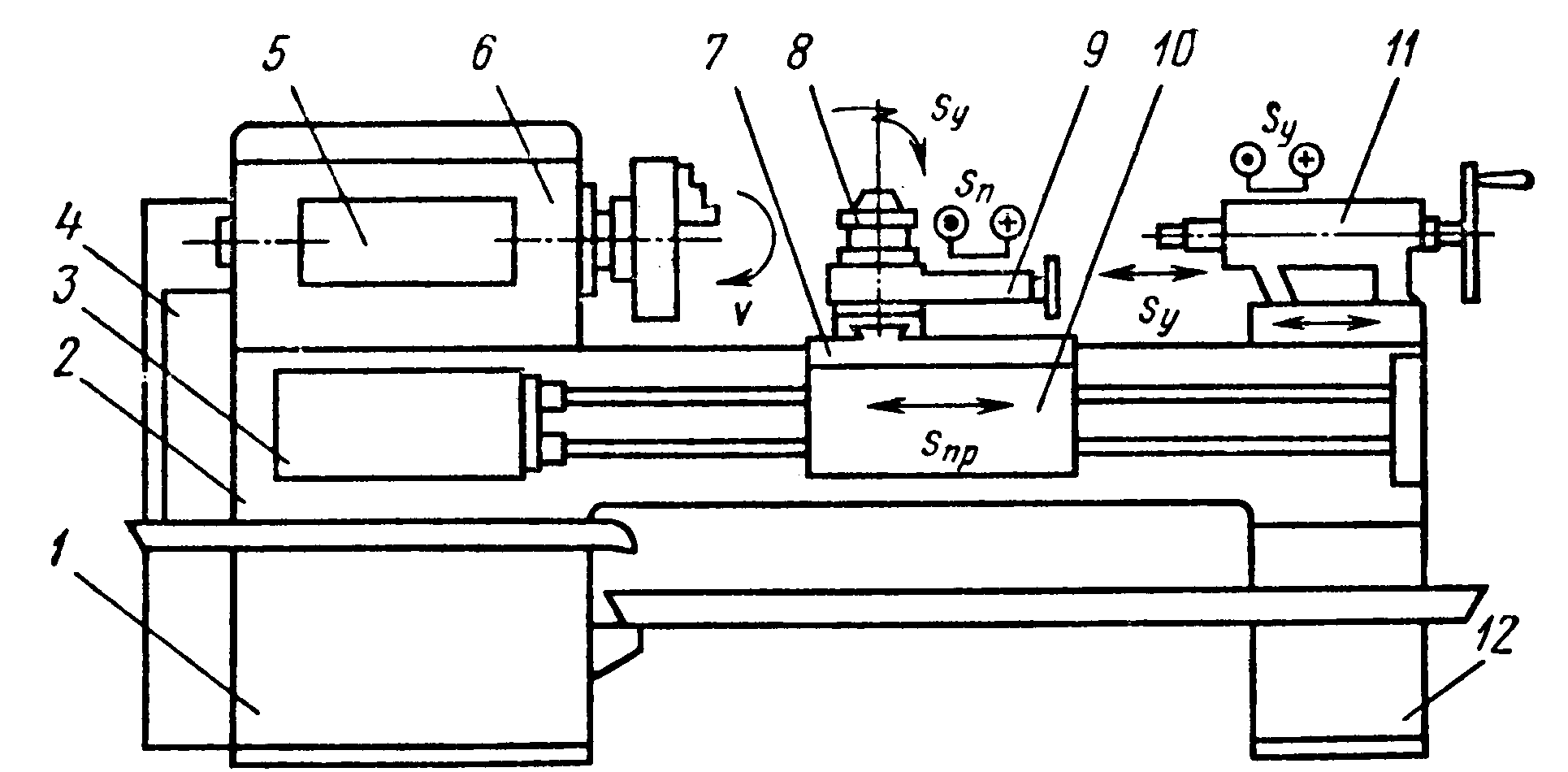
1 – передняя тумба; 2 – станина; 3 – коробка подач; 4 – гитара сменных колёс; 5 – панель управления; 6 – передняя бабка; 7 – продольный суппорт; 8 – поворотный суппорт с резцедержателем; 9 – поперечный суппорт; 10 – фартук; 11 – задняя бабка; 12 – станина
Рисунок 32 – Токарно-винторезный станок 1К62
4.3 Сверлильные работы
Сверление– способ обработки отверстий, при котором инструмент совершает главное движение (вращение) и движение подачи (непрерывное перемещение вдоль оси инструмента). Режимы резания при сверлении – те же, что при токарной обработке.
В соответствии с классификацией маркировка сверлильного станка расшифровывается следующим образом:
- первая цифра (2) указывает на принадлежность станка к сверлильной группе;
- буква после цифры, при её наличии, указывает на модернизацию станка;
- следующая цифра определяет тип станка;
- следующая цифра определяет характерный размер станка – наибольший диаметр сверления отверстий.
Например, 2А150 – вертикально-сверлильный станок, модернизированный, наибольший диаметр обрабатываемого отверстия – 50мм; 2В56 - радиально-сверлильный станок, модернизированный, максимальный диаметр обрабатываемого отверстия – 60мм
При работе на сверлильных станках главное движение (вращательное) и движение подачи (поступательное) совершает инструмент.
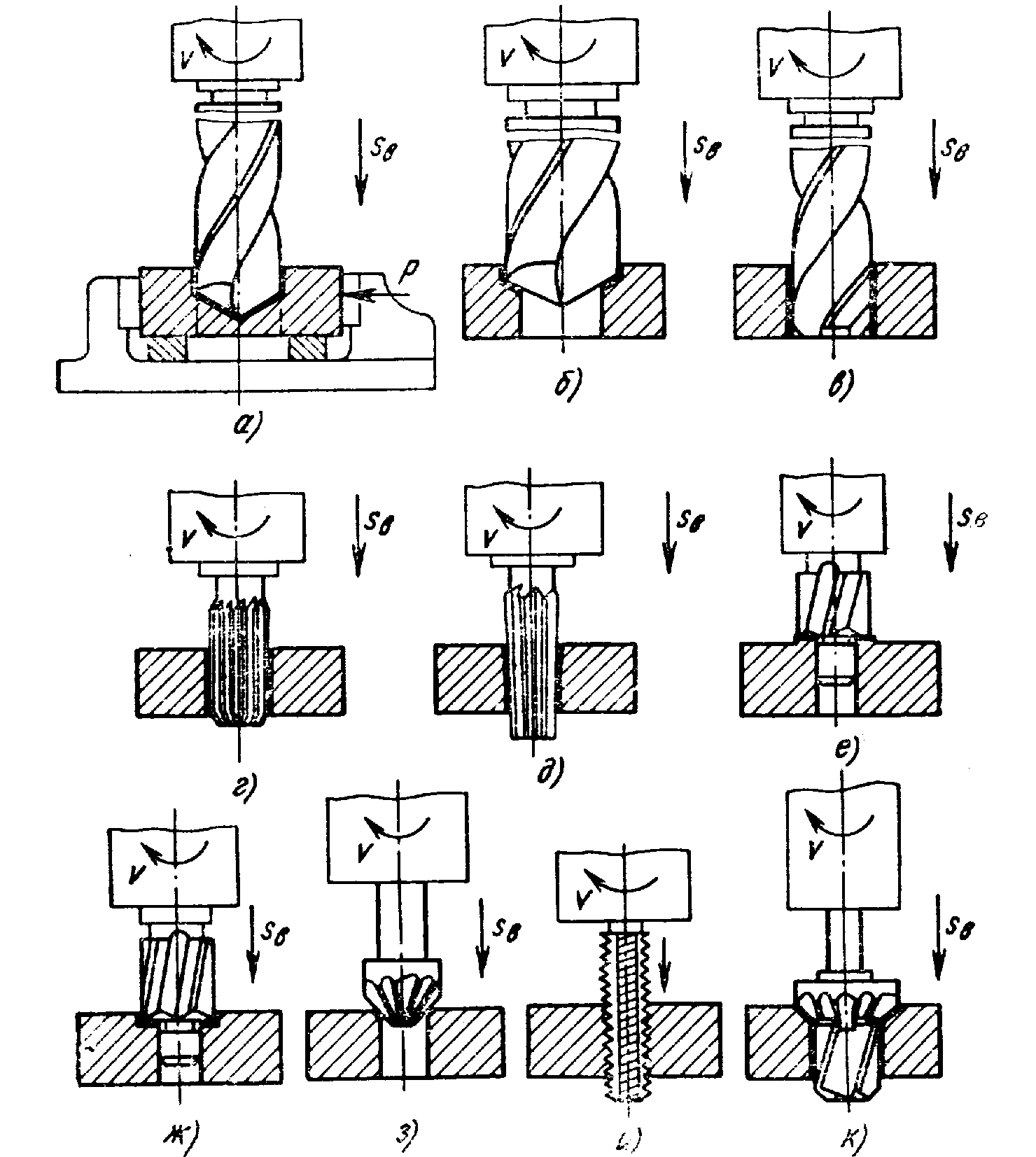
Рисунок 33 - Виды обработки заготовок на вертикально-сверлильных станках
На сверлильных станках обрабатывают отверстия с помощью специального инструмента (рисунок 33): а,б – спиральными свёрлами сверлят и рассверливают отверстия; в, ж, з – с помощью зенкеров зенкуют (для увеличения их точности изготовления и уменьшения шероховатости поверхности) цилиндрические (в) отверстия и углубления (ж), а также конические отверстия и углубления (з); г, д – с помощью развёрток развёртывают цилиндрические (г) и конические (д) отверстия, чтобы изготовить отверстие с ещё большей точностью и меньшей шероховатостью; е – с помощью цековок обрабатывают торцевую поверхность отверстия; и – с помощью метчиков нарезают внутренние резьбы; к – обрабатывают сложные отверстия с помощью комбинированного инструмента.