

Прессование
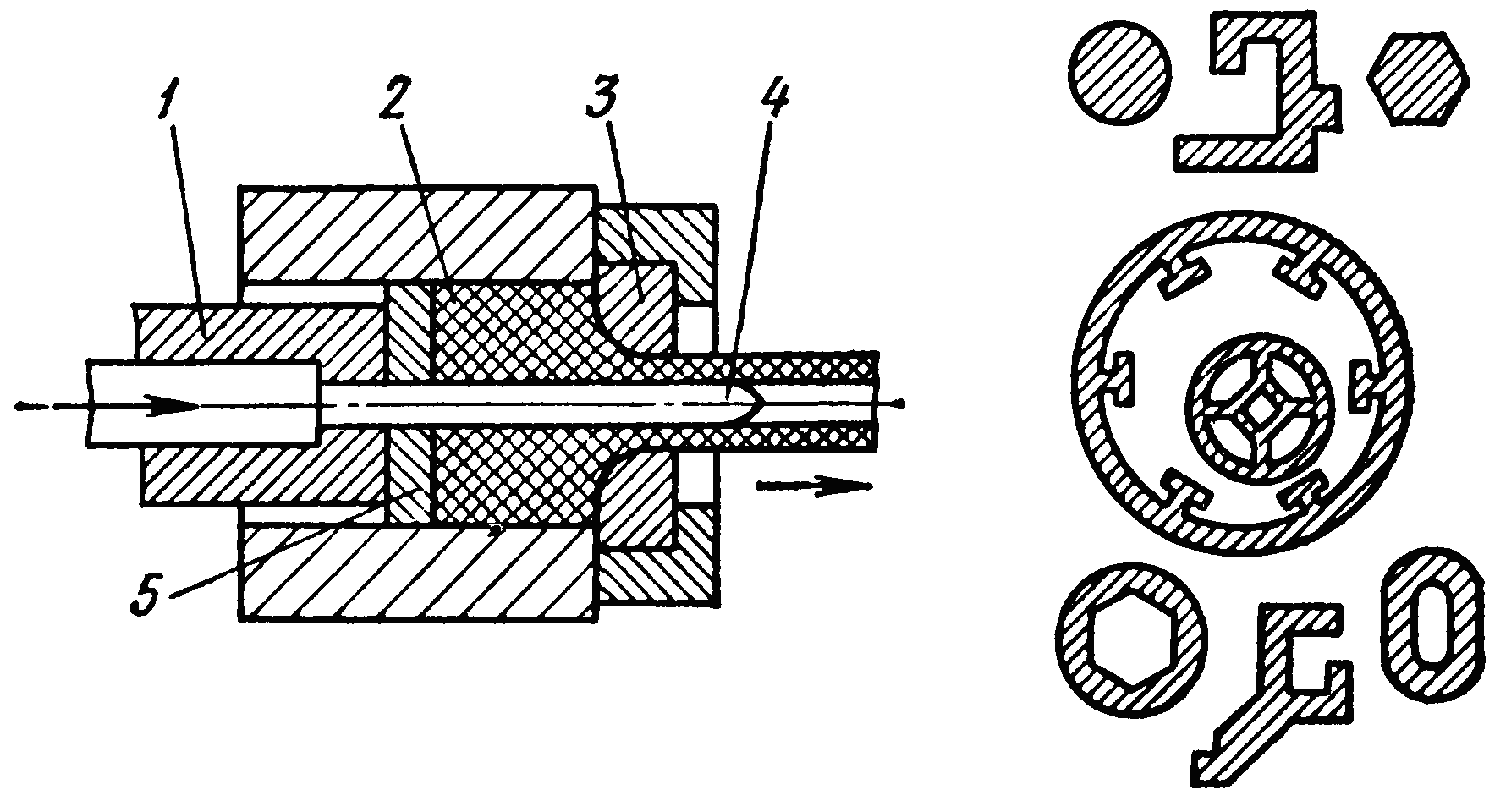
Прессование – процесс обработки металлов давлением, при котором металл выдавливается из замкнутой полости через отверстие, соответствующее сечению прессуемого профиля. Таким методом получают как сплошные, так и полые профили. На рисунке 24 приведён вариант прямого прессования – направление движения пуансона совпадает с направлением движения готового профиля.
Прессование, как и выдавливание, может осуществляться и по обратной схеме, когда пуансон и прессуемый профиль перемещаются в противоположных направлениях. Исходной заготовкой для прессования является слиток или прокат. Для снижения необходимых для деформации нагрузок и повышения стойкости инструмента заготовку обычно нагревают, а также предварительно обтачивают на станке. С этой же целью используют различные смазки.
Ассортимент получаемых профилей очень велик: прутки диаметром 3 – 250 мм, трубы диаметром 20 – 400 мм со стенкой толщиной 1,5 – 12 мм и т.д. Коэффициент, определяемый как отношение площади сечения заготовки к площади сечения прессуемого профиля, и определяющий степень деформации, достигает при прессовании 10 – 50. Этим методом получают профили сложной формы, которые другими способами получить нельзя. Точность изготовления прессованных изделий выше, чем прокатанных.
а б
1 – пуансон; 2 – заготовка; 3 – матрица; 4 – игла; 5 – пресс-шайба
Рисунок 24 – Прессование полого профиля (а); прессованные профили (б)
К недостаткам прессования можно отнести большие отходы металла – пресс-остаток может достигать 40% от массы исходной заготовки. Инструмент для прессования испытывает большие нагрузки в сочетании с высокими температурами, поэтому его изготавливают из высококачественных инструментальных сталей, и он очень дорог.
3.5 Волочение
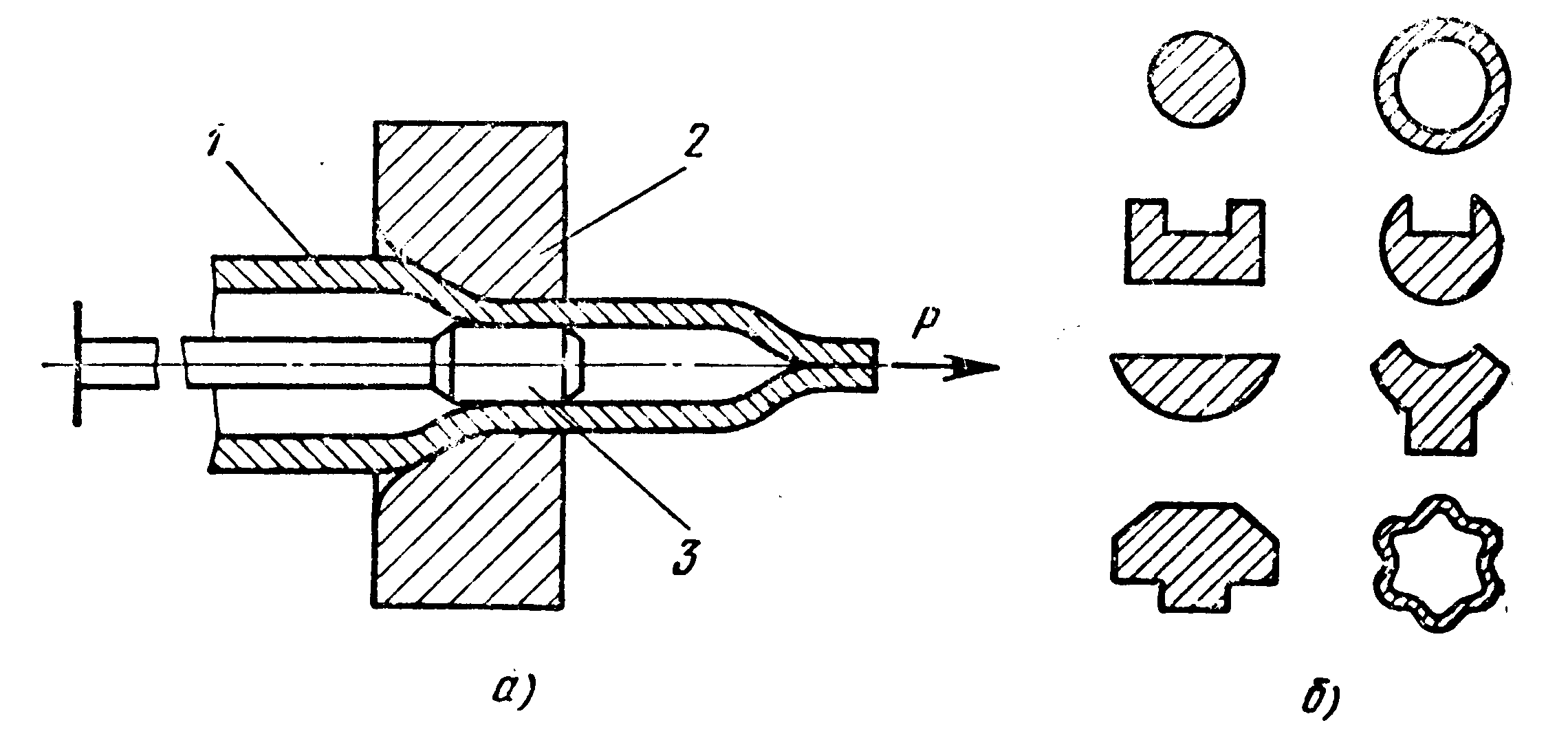
Волочение – процесс, при котором заготовку протягивают через постепенно сужающееся отверстие в инструменте. Инструмент называют волокой (рисунок 25). Исходными заготовками служат прокатанные или прессованные прутки и трубы. Волочение, в большинстве случаев, осуществляется в холодном состоянии.
При волочении площадь поперечного сечения заготовки уменьшается, а длина увеличивается, поэтому количественно деформацию можно охарактеризовать вытяжкой отношением полученной длины к исходной. За один проход = 1,25 1,45. Заготовку протягивают через инструмент, а усилие, приложенное к заготовке, необходимо как для её пластической деформации, так и для преодоления трения. В связи с этим, для уменьшения сил трения, используют смазки, а внутреннюю поверхность волоки (фильеры) полируют.
а б
1 – заготовка (труба); 2 – волока; 3 – оправка
Рисунок 25 – Волочение трубы (а) и профили, полученные волочением (б)
Как правило, для получения необходимого профиля требуется деформация, превышающая величину допустимую за один проход. В связи с этим волочение осуществляют через ряд волок с постепенно уменьшающимися отверстиями. При волочении металл испытывает значительный наклёп, который снимается промежуточными рекристаллизационными отжигами.
Сортамент изделий, полученных волочением, весьма разнообразен: это и проволока диаметром 0,002 – 10 мм, и фасонные профили; волочением калибруют трубы диаметром от долей миллиметра (капилляры) до 500 мм и прутки диаметром 3 – 150 мм. Метод обеспечивает высокую точность размеров, низкую шероховатость поверхности, а также позволяет получать очень тонкие профили.