

4.2.1 Токарные резцы
Резцы классифицируются:
1. По материалу режущей части – на углеродистые, быстрорежущие, твердосплавные, минералокерамические, алмазные.
2. По расположению главной режущей кромки (главного лезвия) – на правые и левые. Правый резец в процессе резания перемещается продольно справа налево; левый – слева направо.
Многообразие обрабатываемых поверхностей привело к созданию разнообразных токарных резцов:
- проходных – для обтачивания наружных цилиндрических поверхностей;
- подрезных – для обработки плоских торцевых поверхностей;
- расточных – для растачивания сквозных и глухих отверстий, и обработки внутренних цилиндрических и плоских торцевых поверхностей;
- отрезных – для разрезания заготовок и отделения готовой детали;
- резьбовых – для нарезания наружной и внутренней резьбы;
- фасонных – для обработки фасонных поверхностей и канавок.
В настоящем пособии будут рассмотрены только основные типы токарных резцов, наиболее широко применяющихся при токарной обработке.
а) Проходные резцы
- прямой проходной резец (рисунок 27а) – для обработки наружной цилиндрической поверхности;
- проходной резец с отогнутой головкой (рисунок 27б) – для обработки наружной цилиндрической поверхности;
а б
Рисунок 27 – Прямой проходной резец (а) и проходной резец
с отогнутой головкой (б)
- проходной упорный резец – для обработки наружной
цилиндрической поверхности. Упорные резцы применяются в тех случаях, когда необходимо, чтобы между обработанной цилиндрической и торцевой поверхностью получился угол 90о (рисунок 28а).
При точении наружной цилиндрической поверхности используются:
б) Резцы для обработки торцевых поверхностей:
- подрезной резец (рисунок 28б);
- проходной резец с отогнутой головкой (рисунок 28в). Благодаря своей конструкции этот резец может быть использован как для обработки наружной цилиндрической поверхности, так и для подрезки торцов.


а б в
Рисунок 28 – Проходной упорный резец (а), подрезной резец (б), проходной резец с отогнутой головкой (в)
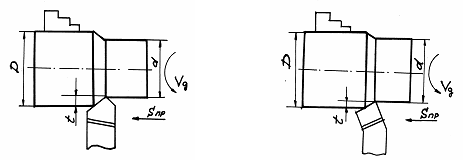
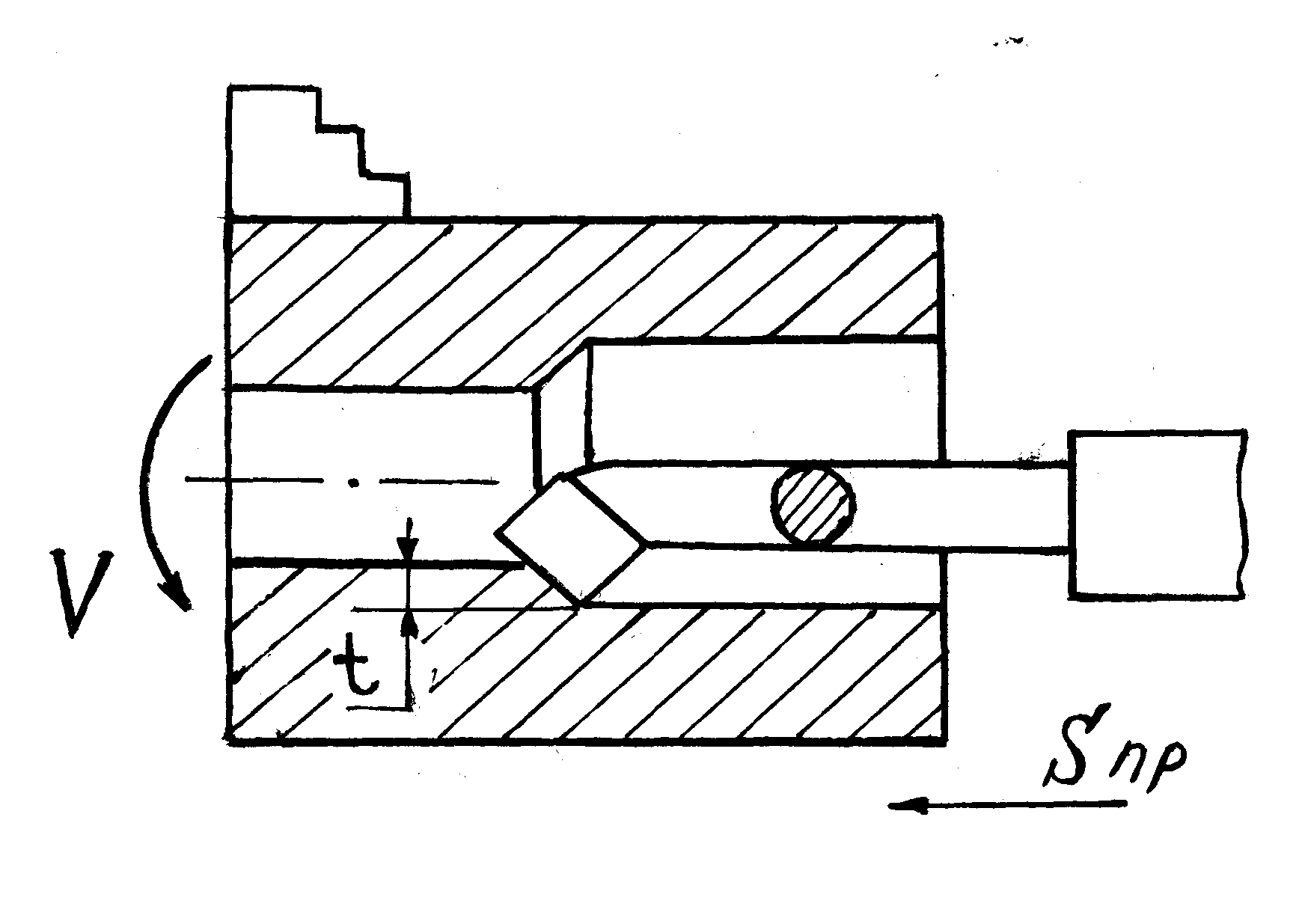
в) Резцы для обработки внутренней цилиндрической поверхности (расточные резцы):
- расточной проходной резец (рисунок 29а);
- расточной упорный резец (рисунок 29б).
Расточной упорный резец растачивает отверстие до нужного диаметра за несколько рабочих ходов при продольной подаче. На торце при этом образуется ступенчатая поверхность. Затем при использовании поперечной подачи осуществляется обработка торца и образуется угол 900 между цилиндрической и торцевой поверхностью.
г) Отрезной резец (рисунок 29в)
Перечисленные резцы являются основными, наряду с которыми используются резьбовые, канавочные и различные фасонные резцы.

а б в
Рисунок 29 – Расточной проходной резец (а), расточной упорный резец (б) и отрезной резец (в)
Перечисленные резцы являются основными и не исчерпывают всего многообразия токарных резцов. Для нарезки резьб используются резьбовые резцы – угол при вершине 60о (метрическая резьба), для изготовления канавок различной конфигурации используются фасонные (канавочные) резцы, которые также как и отрезные резцы работают при поперечной подаче.