

2.2.4 Сварка в атмосфере защитных газов
Сварка в атмосфере защитных газов или газоэлектрическая сварка, это сварка, при которой электрод, зона дуги и сварочная ванна защищены струёй защитного газа. Газ подают с помощью сварочной горелки через сопло из керамики или меди, в центре которого помещён электрод. Медное сопло охлаждается водой и оно изолировано от других частей горелки и токоподвода (рисунок 6б). Защитные газы, как правило, легко ионизируются, поэтому дуга горит стабильно, в том числе и на малых токах. В качестве защитных газов у нас в стране применяют аргон и углекислый газ.
Преимущества сварки в атмосфере защитных газов:
1 Высокая степень защиты расплавленного металла от воздействия воздуха.
Для аргоновой сварки – отсутствие на поверхности шва оксидов и
шлаковых включений.
3 Сварка осуществляется во всех пространственных положениях.
4 Визуальное наблюдение и регулирование.
5 Более высокая производительность, чем при ручной дуговой сварке.
6 Низкая стоимость при сварке в углекислом газе.
Аргоновая сварка обычно применяется для лёгких и тугоплавких металлов и сплавов, а также для конструкционных легированных и высоколегированных сталей. В углекислом газе варят углеродистую и низколегированную сталь.
а б
б
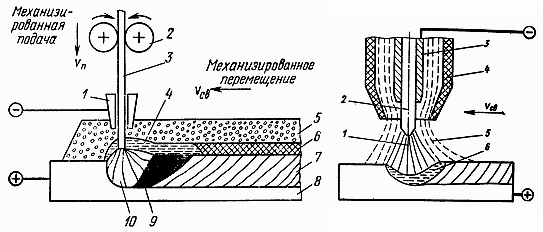
а) автоматическая дуговая под слоем флюса:
1 – токоподводы; 2 – механизм подачи электродной проволоки; 3 – электродная проволока; 4 – ванна жидкого шлака; 5 – флюс; 6 – шлаковая корка; 7 – сварной шов; 8 – основной металл; 9 – жидкий металл; 10 – дуга.
б) в атмосфере защитных газов: 1 – дуга; 2 – электрод; 3 – токоподвод;
4 – сопло; 5 – защитный газ; 6 – сварочная ванна
Рисунок 6 – Виды сварки
2.2.5 Плазменная сварка
Плазменная струя это поток ионизированных частиц газа, имеющих температуру 10 000 – 20 000оК. Плазму получают, пропуская поток газа через столб электрической дуги, горящей между электродом и водоохлаждаемым соплом. Продуваемый газ почти полностью ионизируется, проходя через столб дуги. Плазменную струю, как высокотемпературный и концентрированный источник тепла, используют для сварки, наплавки, резки и различных видов тепловой обработки поверхности материалов.
Дуговые плазменные горелки – плазмотроны - бывают двух видов:
1 Плазмотроны с выделенной плазменной струёй. В них дуга горит между неплавящимся вольфрамовым электродом и соплом, к которому подключён положительный полюс источника тока. Плазмообразующий газ пропускается по каналу через столб дуги. Из сопла выходит плазменная струя, контуры которой зависят от формы сопла, размеров канала и величины тока.
Горелки питаются постоянным током прямой полярности. Выделенная струя является независимым источником тепла, который можно использовать для обработки электропроводящих и неэлектропроводящих материалов (рисунок 7а).
2 Плазмотроны с совмещённой со столбом дуги струёй. В них дуга горит между электродом и заготовкой. Между электродом и соплом постоянно горит вспомогательная маломощная дуга. В этом случае эффективная мощность плазменной струи возрастает (рисунок 7б).
В качестве плазмообразующего газа обычно используется аргон, который обеспечивает устойчивый процесс образования плазмы, предохраняет электрод, канал и сопло от быстрого износа, служит защитной средой для обрабатываемого материала.
а б
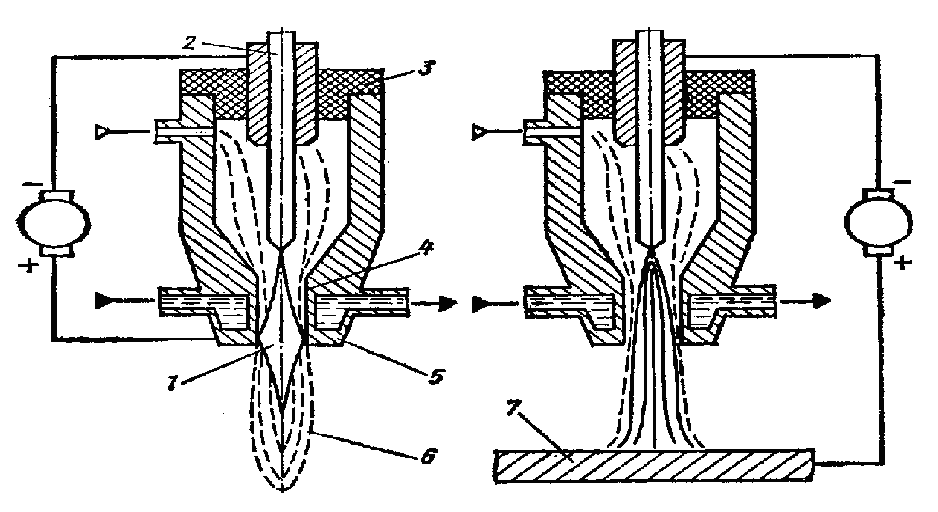
а – с плазменной струёй, выделенной из дуги;
б – с плазменной струёй, совмещённой с дугой.
1 – столб дуги; 2 – электрод; 3 – керамическая прокладка; 4 – водоохлаждаемый канал сопла; 5 – сопло; 6 – струя плазмы; 7 – заготовка
Рисунок 7 – Типы плазмотронов
У плазменной струи большие технологические возможности: высокая температура, большая мощность и высокая производительность (можно сваривать материалы толщиной до 15 мм без разделки кромок), возможность регулировать мощность струи в широких пределах (при токе 0,5 А можно сваривать металл толщиной в несколько десятков микрон), при повышенном токе и расходе плазмообразующего газа можно проплавлять металл насквозь и выдувать его из зоны нагрева, осуществляя, таким образом, его резку, при использовании выделенной дуги можно обрабатывать неэлектропроводящие материалы. Поэтому плазменная струя используется для сварки, в том числе и неметаллов (стекла, керамики, металлокерамики), металлов с неметаллами, резки всех материалов (тугоплавких, с высокой теплопроводностью), наплавки, напыления, пайки и термической обработки.