

2 Сварочное производство
Сварка – технологический процесс получения неразъёмных соединений различных материалов (однородных и разнородных металлов и сплавов, металлов и неметаллов, пластмасс) за счет образования прочных связей между атомами или молекулами на поверхности соединяемых заготовок. Для получения сварного соединения необходимо сблизить соединяемые поверхности на расстояние, на котором начинают действовать силы межатомного сцепления, и создать условия, необходимые для возникновения межатомных и межмолекулярных связей – температуру, время контакта, качество поверхности. Для этого требуется введение энергии для активации поверхностных атомных слоёв. Энергия сообщается в виде теплоты, упругопластической деформации, электронного, ионного, лазерного и других видов облучения.
2.1 Классификация методов сварки
Для сближения поверхностей соединяемых заготовок и создания условий для образования соединения существующие способы сварки предусматривают тепловое, механическое или их совместное воздействие в зоне соединения.
Способы сварки классифицируются или по методу объединения поверхностей соединяемых заготовок (сварка плавлением, сварка давлением), или по виду применяемой энергии (электрическая, химическая, механическая).
2.2 Сварка плавлением
При сварке плавлением происходит расплавление кромок свариваемых материалов, а в случае необходимости и присадочного материала для дополнительного заполнения зазора между ними. Энергии достаточно для самопроизвольного объединения расплавленных частей заготовок. Образуется общая сварочная ванна, а после её затвердевания – соединение – сварочный шов.
2.2.1 Электродуговая сварка
При электродуговой сварке источником энергии является электрическая дуга, обычно один из электродов – свариваемые металлы.
Электрическая дуга – мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе её горения.
Зажигание дуги начинается с короткого замыкания электрода на заготовку, при этом происходит разогрев торца электрода. Затем электрод отводят на 3-6 мм. Под действием электрического поля с катода начинается эмиссия электронов, возникает устойчивый дуговой разряд (столкновение быстролетящих от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации, дуговой промежуток становится электропроводящим) – рисунок 5. При сварке неплавящимся электродом дуга зажигается с помощью высокочастотного электрического разряда.
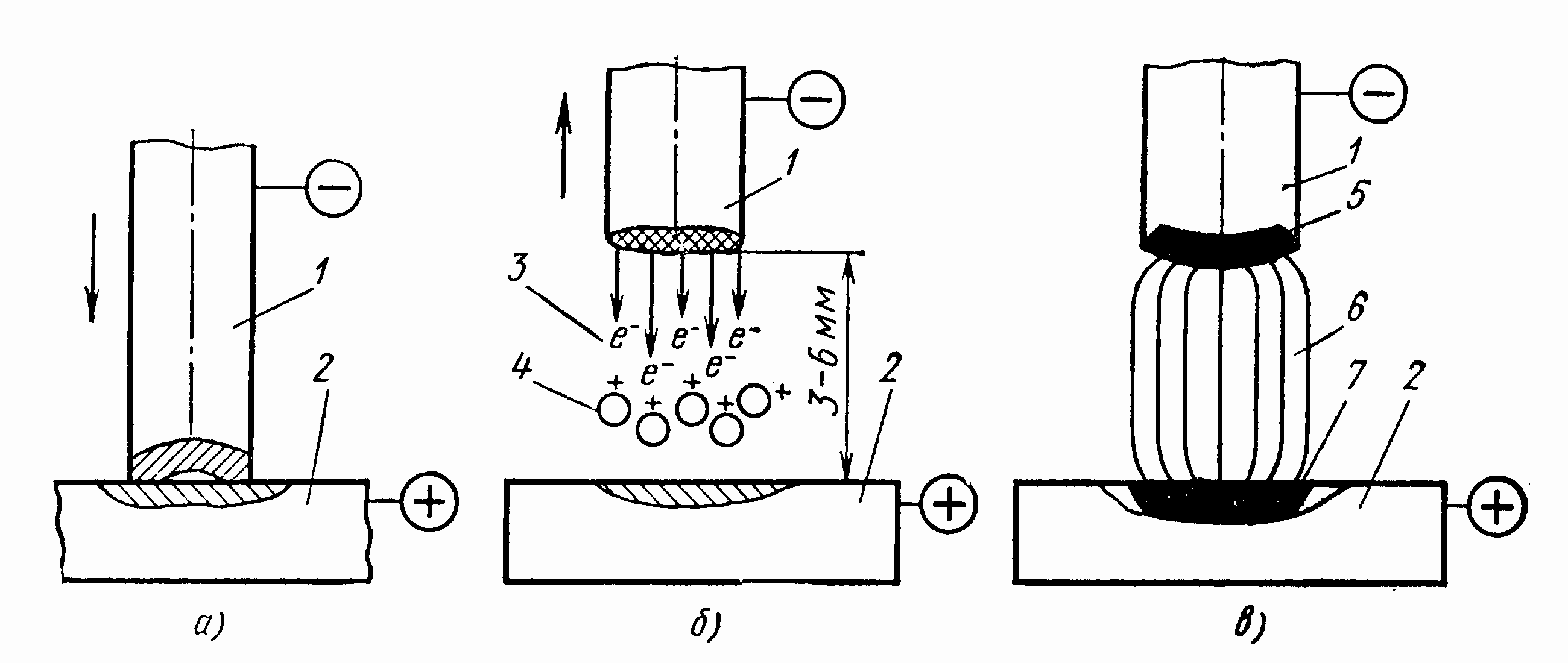
а б в
а) короткое замыкание электродов; б) эмиссия электронов с поверхности катода; в) устойчивое горение дуги
1 – электрод; 2 – свариваемый металл; 3 – электроны; 4 – ионы газа и металла; 5 – катодное пятно; 6 – столб дуги; 7 – анодное пятно
Рисунок 5 – Схема процесса зажигания дуги
Дуга – концентрированный источник тепла, столб дуги имеет температуру 6000-7000оС, катодное пятно имеет температуру 2400оС, анодное пятно – 2600оС. Источником питания при сварке на переменном токе являются сварочные (понижающие) трансформаторы с напряжением холостого хода U = 60 – 80В. Они применяются чаще, так как проще в эксплуатации, долговечнее, имеют более высокий КПД. При сварке на постоянном токе используют сварочные генераторы постоянного тока и выпрямители.