

3.2 Ковка
Ковка – вид горячей обработки металлов давлением, при котором деформация осуществляется с помощью универсальных инструментов – бойков. Заготовку помещают на нижний боёк и верхним бойком последовательно деформируют на отдельных участках. Металл течёт в те стороны, которые не ограничены рабочими поверхностями инструмента. Бойки могут быть плоскими или фигурными (вырезными), также может применяться различный подкладной инструмент. Ковкой, как правило, получают заготовки – поковки, для последующей механической обработки.
Исходной заготовкой для ковки является металлический слиток массой до 320 т, а поковка может достигать веса более 250 т, таким образом, ковка – единственный метод изготовления заготовок такой массы. Для поковок небольшой массы используется сортовой прокат. В процессе ковки слитков происходит уничтожение их литой дендритной структуры и улучшение механических свойств изделия.
3.2.1 Основные операции ковки
Для получения поковки в процессе ковки происходит чередование в определённой последовательности основных и вспомогательных операций.
Осадка – операция уменьшения высоты заготовки за счёт увеличения площади её поперечного сечения (рисунок 14). Степень деформации при осадке – уковка – определяется отношением площадей поперечного сечения до осадки (F0) и после осадки (F1): y = F1/F0. При осадке отношение высоты заготовки к её диаметру не должно превышать 2,5. Разновидностью осадки является высадка – осаживание металла на части заготовки.

а б
Рисунок 14 - осадка (а); высадка (б) Рисунок 15 – Протяжка
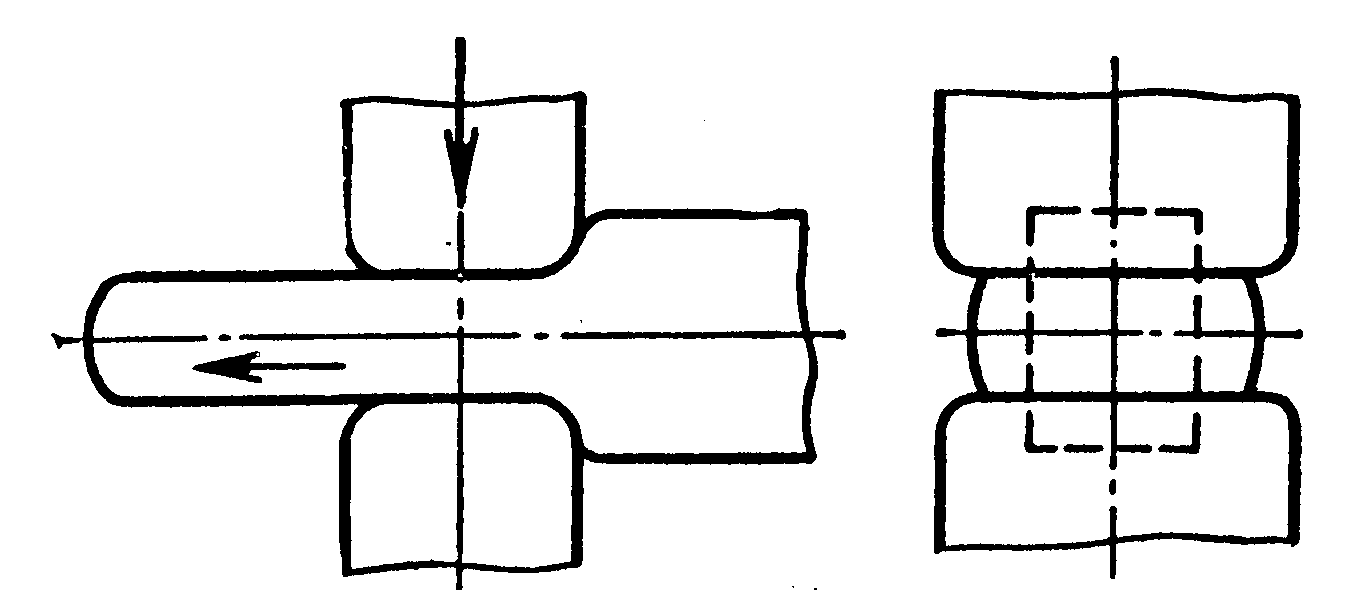
Протяжка – операция удлинения заготовки или её части за счёт уменьшения площади поперечного сечения (рисунок 15). При протяжке заготовку подвергают последовательным ударам с подачей вдоль оси протяжки и поворотами вокруг своей оси. Степень деформации при протяжке также оценивается уковкой.
Прошивка – операция получения полости (глухая прошивка) (рисунок 16 а,б) или отверстия (рисунок 16 в) в заготовке за счёт вытеснения металла. Инструментом являются прошивни.
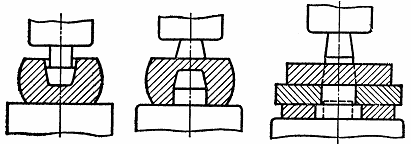
а б в
а, б – двухсторонняя прошивка; в – односторонняя прошивка
с подкладным кольцом
Рисунок 16 – Прошивка
Отрубка – операция отделения заготовки по незамкнутому контуру (рисунок 17а). Отрубка осуществляется инструментом – топором (рисунок 17б).
Гибка – операция придания заготовке изогнутой формы по заданному контуру (рисунок 17в). При гибке в зоне изгиба уменьшается площадь поперечного сечения – это называется утяжкой.
Скручивание – операция, при которой часть заготовки поворачивается вокруг своей продольной оси.
Штамповка в подкладных штампах – операция получения поковок сложной конфигурации при заполнении металлом полости инструмента – подкладного штампа (рисунок 18).
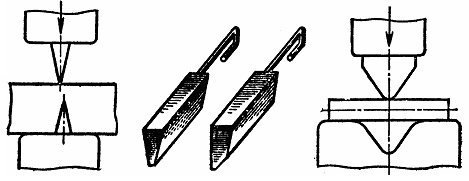
а б в
а – отрубка; б – топоры для отрубки; в – гибка
Рисунок 17 – Отрубка и гибка
Операции ковки осуществляют на ковочных молотах и ковочных прессах. Молоты – механизмы ударного действия. Время деформации на них – тысячные доли секунды. Они бывают пневматическими и паровоздушными.
Гидравлические прессы – машины статического действия, время деформации у них может составлять до десятков секунд.
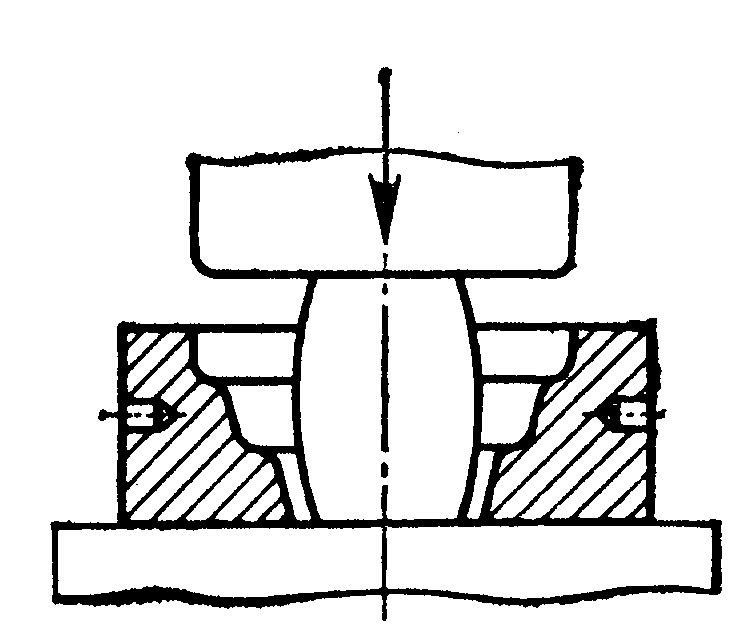
Рисунок 18 – Штамповка в подкладном штампе
Чертёж поковки разрабатывается на основе чертежа будущей детали. Как и в случае разработки чертежа отливки, в чертеже поковки присутствуют припуски и напуски.
Так как при ковке используется универсальный инструмент, то, не смотря на её невысокую производительность (по сравнению со штамповкой), она широко применяется в единичном и мелкосерийном производстве, где применение штамповки не экономично из-за высокой стоимости инструмента.